



1.熔焊焊接性
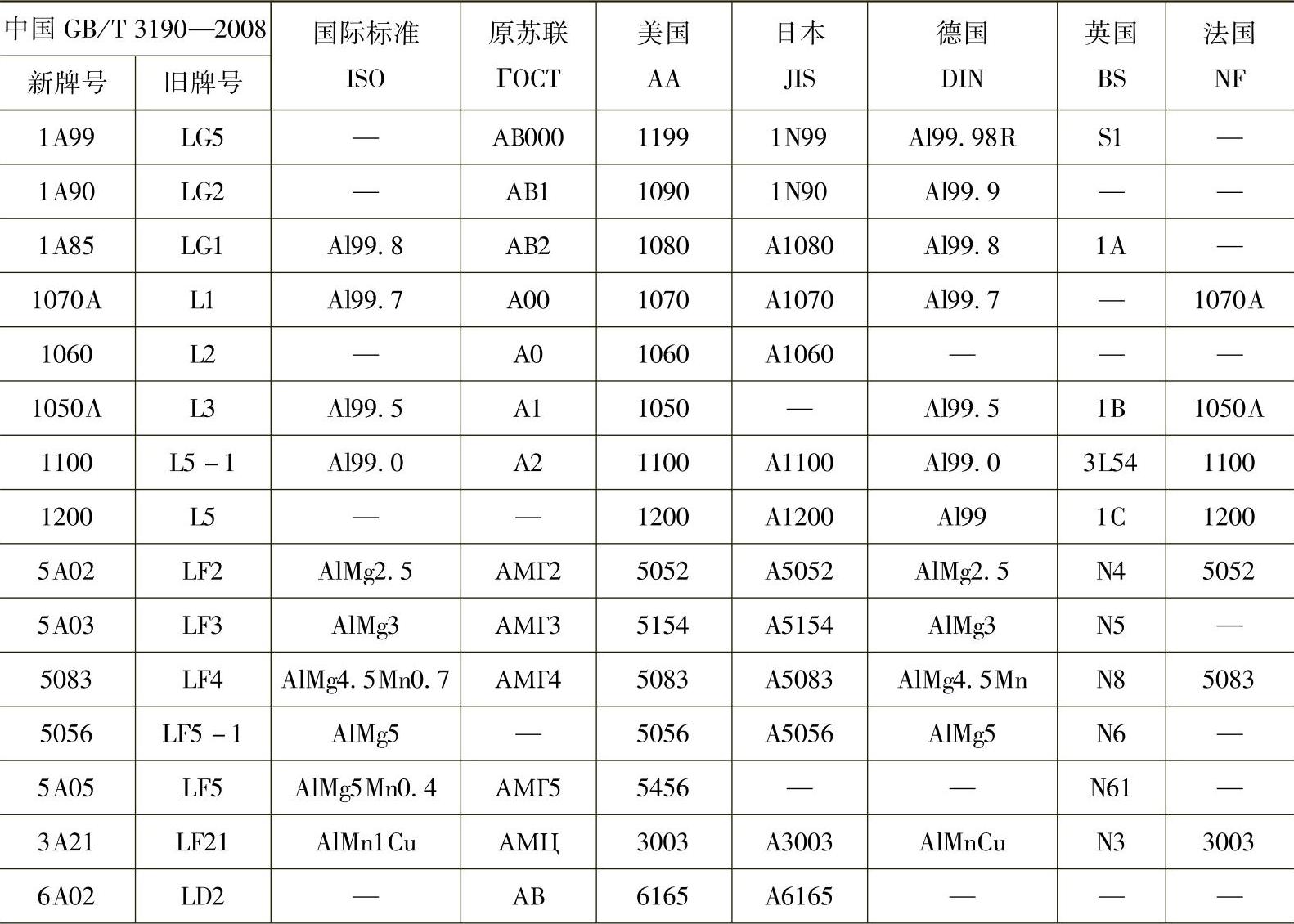
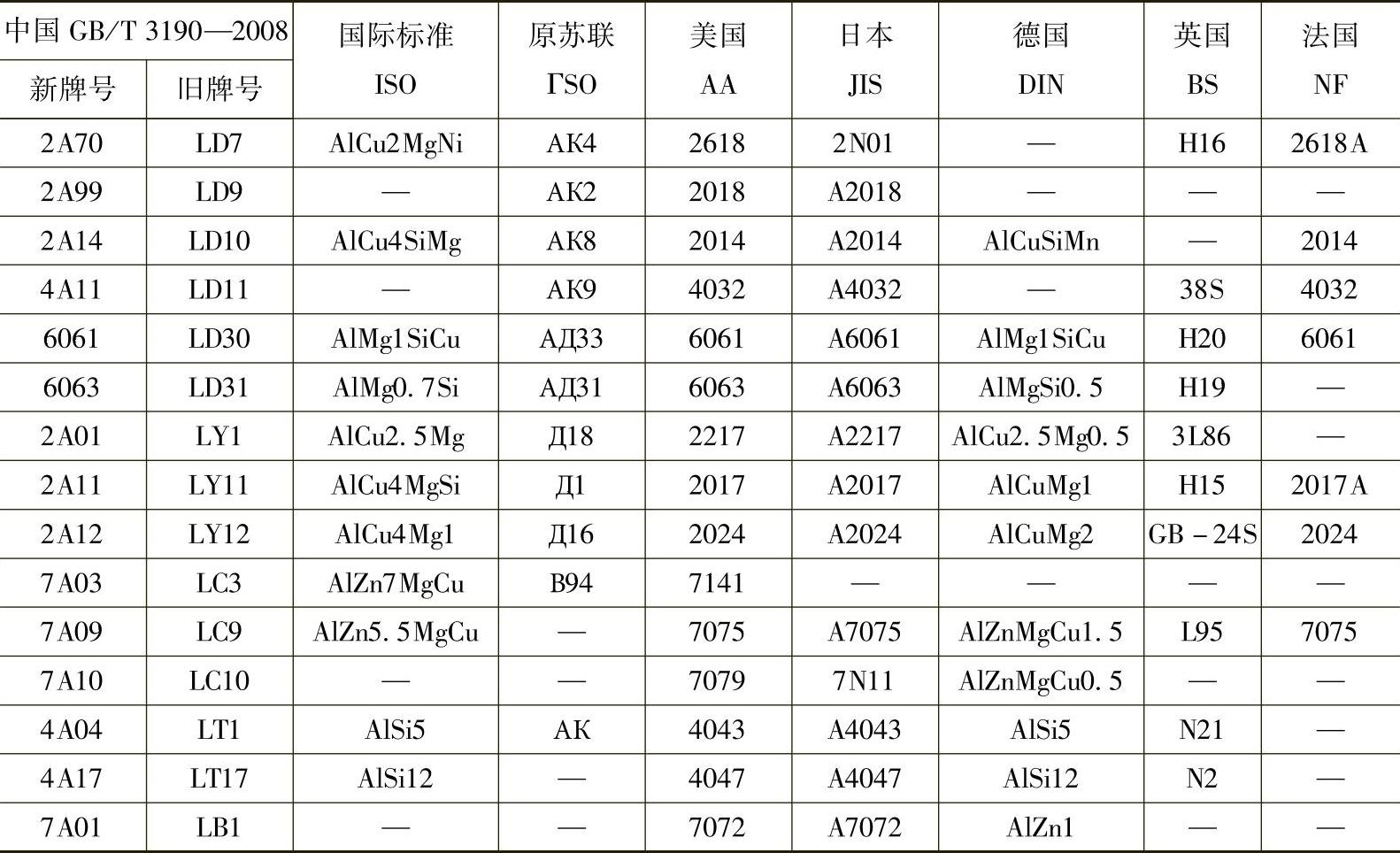
钢与铝及铝合金组合的焊接性分析对象中,铝及铝合金以工业纯铝和变形铝合金中的防锈铝为对象;钢则以低碳钢、低合金钢及奥氏体不锈钢为对象。因为这种组合实际应用中最常见和实用。表3-5显示了工业纯铝与变形铝及铝合金的新旧中外牌号的对照,新标准指的是GB/T3190—2008。由于资料来源不同,许多参考资料新旧标准都在混用。
表3-5 工业纯铝与变形铝及铝合金的新旧中外牌号对照
(续)
其次,钢与铝及铝合金组合不必考虑二者的力学性能差异,因为铝及铝合金无论热处理强度或冷作强化,熔焊过程中热影响区都会“软化”,供应状态的力学性能已被大幅度破坏。钢与铝及铝合金组合的熔焊焊接性有如下特点:
1)从铁-铝二元合金相图(见本书第1章图1-10)上看,Fe和Al能够形成有限固溶体,也能形成多种金属间脆性化合物,详见本书第1章1.2节中有关“钢与铝异种金属组合的典型TIG焊工艺方面内容”。
2)从钢与铝及铝合金的物理性能差异上看,因为二者的物理性能差距甚远,所以会给熔焊焊接过程带来极大的难度。这些难度也在本书第1章1.2.节中进行了描述。
3)从堆焊过渡层角度考虑,还找不到一种既能与钢一侧形成连续固溶体,又能和铝一侧形成连续固溶体的合适的金属,无法用SMAW焊接法堆焊过渡层,从常见金属化学性能及常见金属元素互相作用的特性中可知(见本书第1章表1-4及表1-5),只有Zn、Ag可以作为中间过渡层(过渡层也称做隔离层)。Cu和Ni有条件的也可以作为过渡层,因为Ag、Zn与Fe或Al不能生成中间化合物。(https://www.xing528.com)
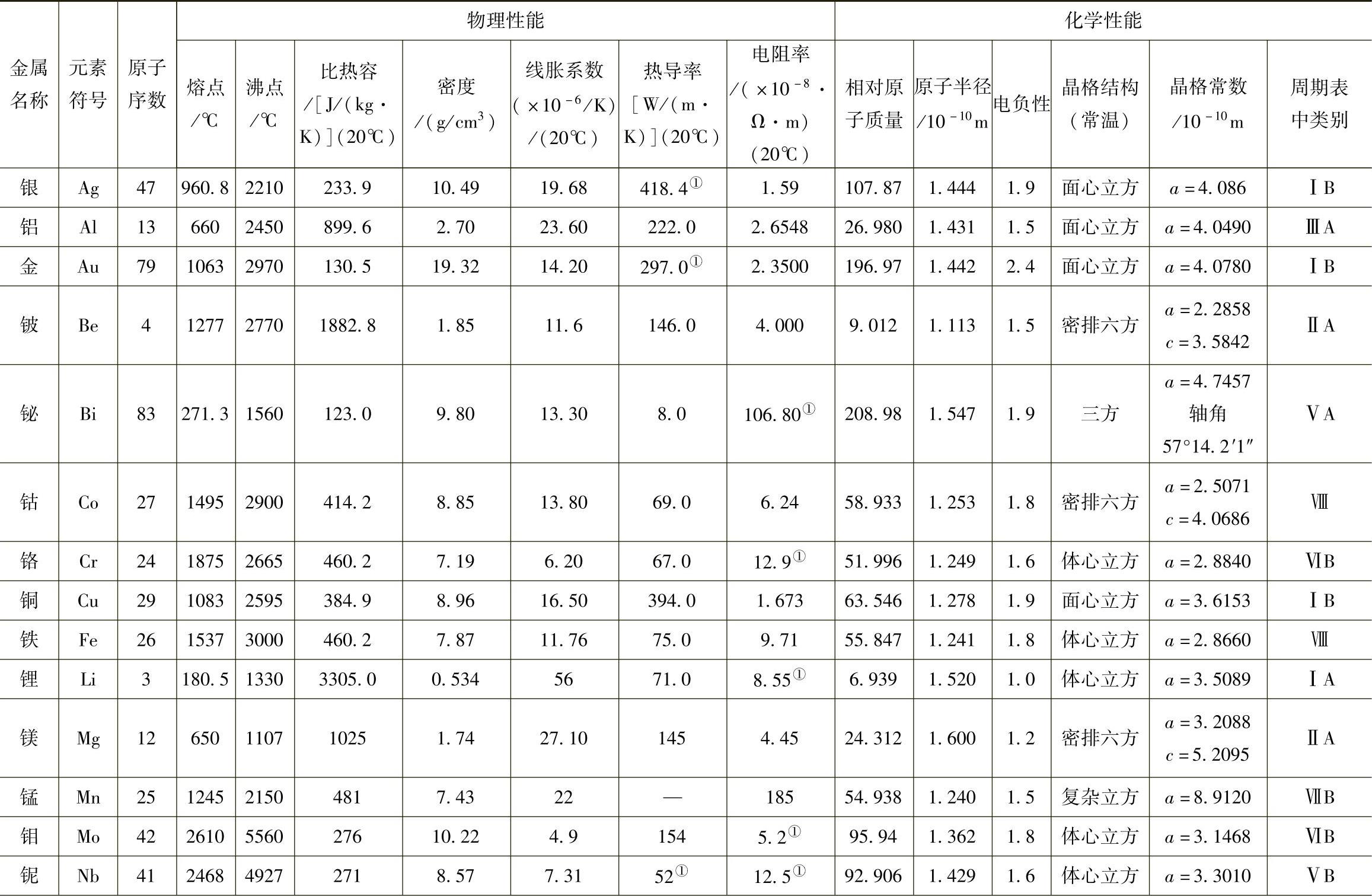
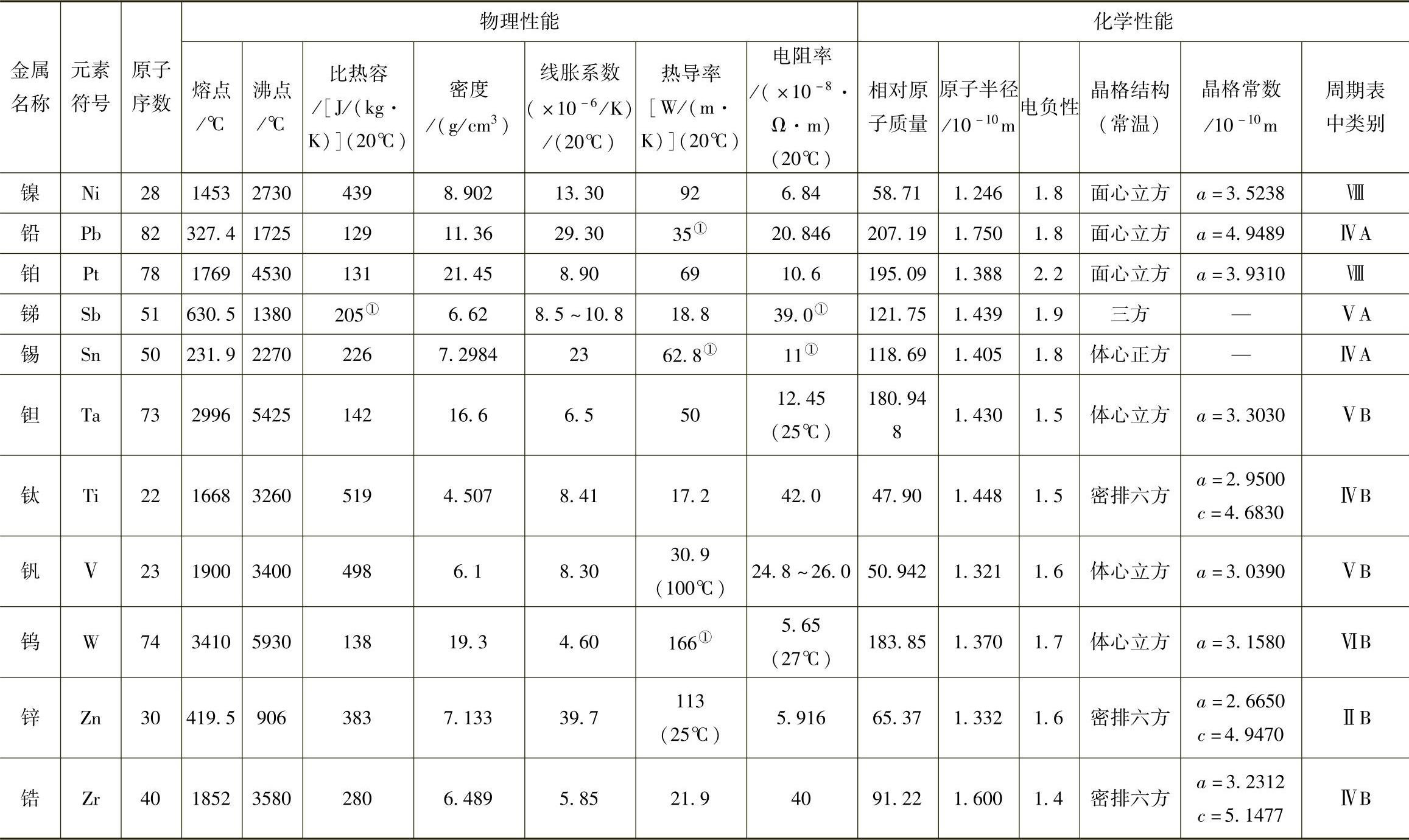
4)焊缝填充金属的选择。由于可以作为中间过渡金属的Ag、Ni、Zn、Cu与Fe相比都是低熔点的金属,因此填充金属的熔点与铝及铝合金相同或相近为宜。表3-6是常见金属元素的性质,包括物理性能及化学性能,要注意的是表3-6中金属名称是金属元素即单质金属,而不是表3-1所示的金属及其合金工程材料的物理性能;表3-6中化学性能是指常温下的化学性能,没有不同温度条件下的晶格类型的转变,因而在分析过渡层金属时更为实用。
表3-6 常见金属元素的物理、化学性能
(续)
①表中数据为0℃时的数值。
5)焊接方法的选择。TIG焊、电子束焊、激光-MIG复合热源焊接方法是最常用的合理的工艺方法选择,都有良好的工艺焊接性。这些熔焊方法也是铝及铝合金同种金属焊接的熔焊常用方法,但不是所有常用熔焊方法都可以用于钢与铝及铝合金的异种金属组合的焊接,如激光焊。
2.压焊焊接性
如果接头形式符合压焊方法的要求,钢与铝的组合,如果工艺参数调整得合适,与熔焊相比都具有良好的压焊焊接性,因为压焊即使加热也基本上低于熔点,所以不会出现金属间化合物。对电阻焊的点焊、缝焊要求搭接接头及厚度不要超过4mm;电阻对焊(闪光对焊)要求被焊工件的截面为圆形或其他对称截面;摩擦焊(传统旋转摩擦焊)要求对接圆截面;搅拌摩擦焊要求平板对接长焊缝。扩散焊虽然需要中间过渡层,但会有良好的焊接性。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。