



1.水轮机转轮A216钢(上冠与下环)与X5CrNi13-4(叶片)的焊接(A216+X5CrNi13-4组合的MIG焊)
(1)工况 某水轮发电机转轴的结构如图2-19所示,其上冠与下环为A216钢,叶片材料为X5CrNi13-4钢,两种钢材的化学成分及力学性能见表2-64。
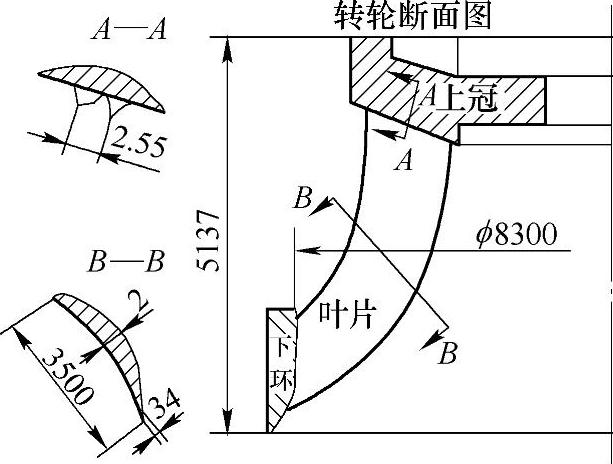
图2-19 水轮发电机转轴结构
表2-64 两种钢材的化学成分及力学性能
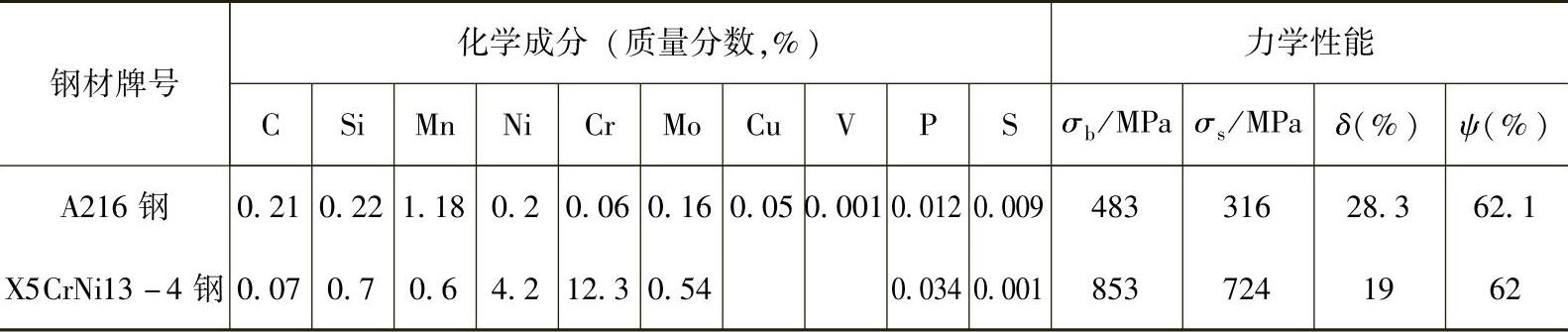
注:表中钢材牌号均为国外钢的牌号,下同。
(2)焊接方案的选择。叶片厚达34~225mm,TIG焊与焊条电弧焊均不能满足要求,故选择MIG焊。鉴于两种钢材的化学成分与力学性能相差悬殊(马氏体型不锈钢与C-Mn钢间相焊),焊前应在C-Mn钢表面先堆焊过渡层,然后再与叶片相焊。
(3)焊接工艺要点
1)以ϕ1.2mmH06Cr23Ni13(0Cr23Ni13)焊丝进行3层MIG焊,堆焊加工后堆焊层厚达5mm,并经100%的UT、PT检测合格。
2)打底焊及填充焊。预热80~100℃,层温100℃,仍以ϕ1.2mm的H06Cr23Ni13焊丝打底,以ϕ1.2mm的H022Cr18Ni14Mo3(00Cr18Ni14Mo3)焊丝填充焊。采用分段焊,焊至正面坡口一半深度时,开始背面焊接(焊前需清根及进行PT检测),最后焊接正面另一半坡口焊缝。焊道布置示意图见图2-20,X5CrNi13-4/A216钢MIG焊的焊接参数见表2-65,焊后进行100℃×4h的后热。
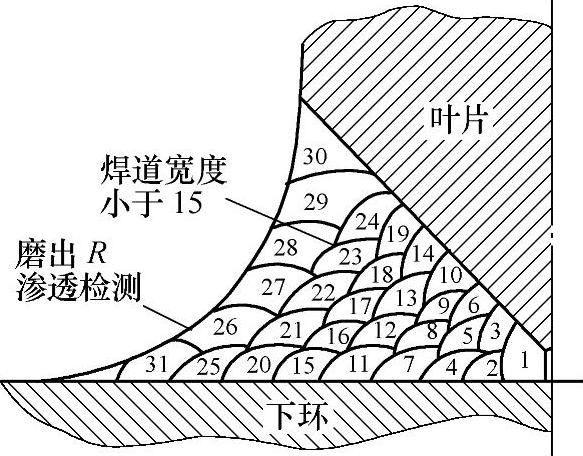
图2-20 焊道布置示意图(https://www.xing528.com)
表2-65 X5CrNi13-4/A216钢MIG焊的焊接参数

2.125MW发电机组中T91钢与12Cr1MoV钢组合的焊接(T91+12Cr1MoV组合的TIG焊和焊条电弧焊)
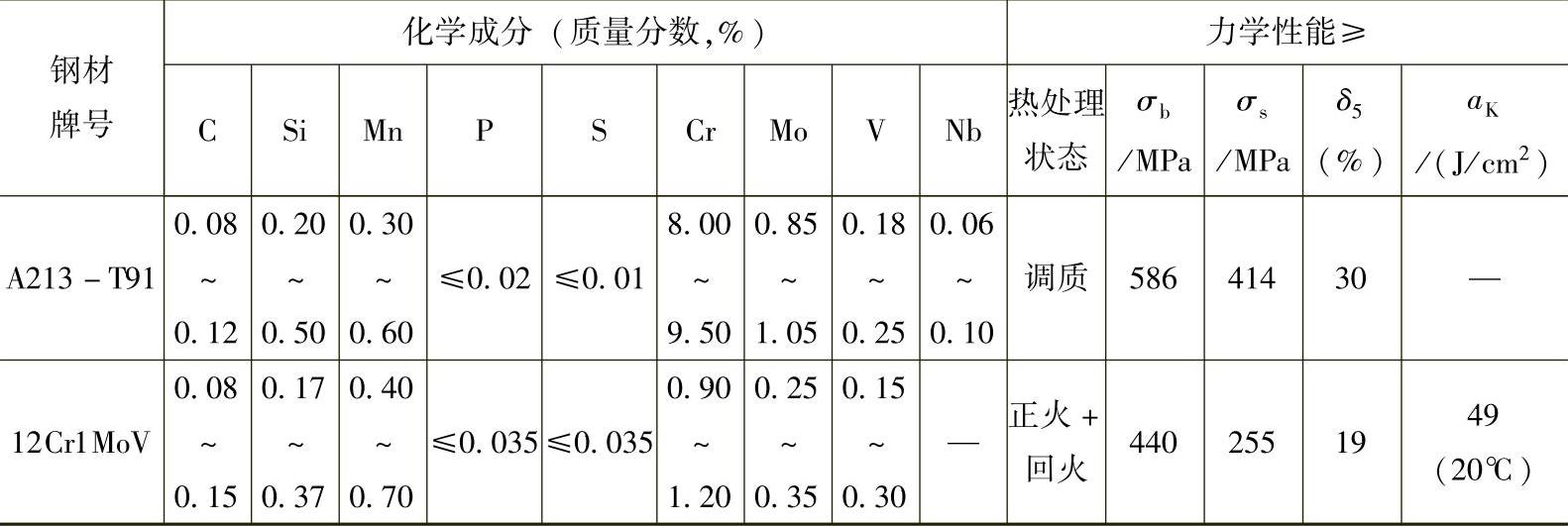
(1)工况 T91钢具有良好的热强性与耐蚀性,是锅炉再热器高温段的首选材料,12Cr1MoV钢则作为再热器联箱管接头用材。按电力建设相关规程规定,应使用TIG焊及焊条电弧焊方法,推荐焊丝及焊条牌号分别为TIG-R40和R407。母材化学成分和力学性能见表2-66。
表2-66 T91钢与12Cr1MoV钢的化学成分与力学性能
(2)焊接工艺评定 按低匹配原则,将按电力建设相关规程所推荐的焊接材料各降低一个级别,分别选用了TIG-R34焊丝和R347焊条作工艺评定,结果满意。
(3)焊接工艺要点 管子规格ϕ2mm×4.5mm,开单V形坡口,坡口角度为70°±5°,p=1~2mm,b=2~3mm。预热300~350℃,层温250~300℃,背面充Ar气保护(管内通氩),T91与12Cr1MoV钢组合的TIG焊和焊条电弧焊的焊接参数见表2-67。
表2-67 T91与12Cr1MoV钢组合的TIG焊和焊条电弧焊的焊接参数
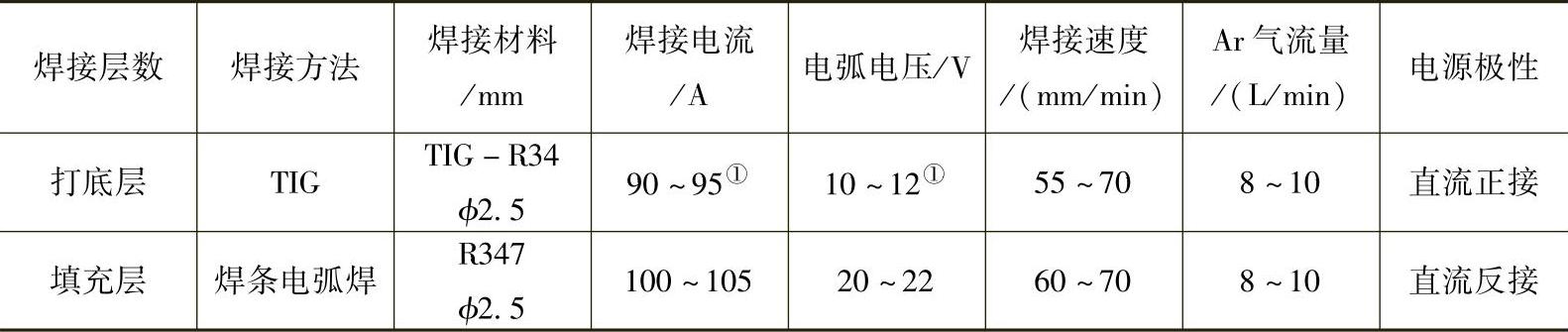
①原资料数据电弧电压为20~22V,疑有误,因TIG焊在90~95A焊接电流下,不可能有20~22V电弧电压。一般应在10~12V之间,更合适——编者注。
(4)结果分析 小径管焊接,管内充Ar气是关键。而改用含钒焊丝则有利于改善焊缝组织和高温性能。以此工艺焊接的机组运行正常。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。