



1.焊接性及焊接方法
不同牌号的异种奥氏体型不锈钢组合焊接时,应考虑各种奥氏体型不锈钢本身的焊接性特点而采取相应的工艺措施,选择焊接材料。与同种奥氏体型不锈钢的焊接一样,本书中所讲述的奥氏体型不锈钢同种金属材料焊接的工艺要求,都适用于异种奥氏体型不锈钢的焊接。但主要注意防止热裂纹、晶间腐蚀和相析出脆化等问题。如控制焊缝金属的含碳量,限制焊缝热输入及高温停留时间,添加稳定化元素、采用双相组织焊缝、进行固溶处理或稳定化热处理等。但稳定化元素的添加等必须适当,否则过多的δ相会引起相析出脆化,合金元素对热裂纹倾向的影响见表2-38。
表2-38 合金元素对热裂纹的影响
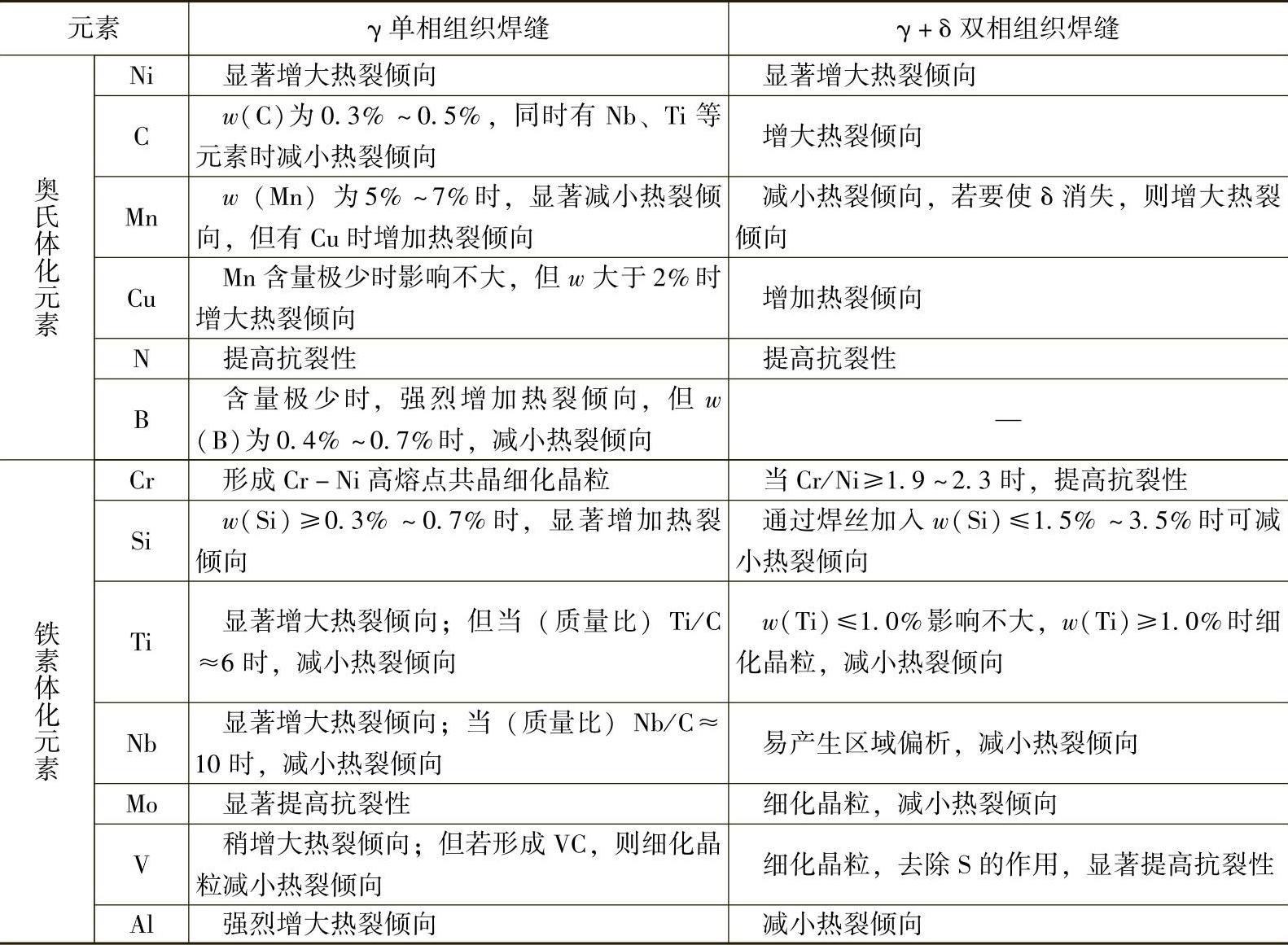
奥氏体型不锈钢焊缝的性能与其化学成分密切相关,同种奥氏体型不锈钢熔焊时,采用的是“等化学成分原则”,而非等强度或低强度匹配。所以,异种奥氏体型不锈钢的熔焊也必须尽量保持焊接参数的稳定,从而使熔合比稳定,以保证焊缝金属化学成分的稳定。无论采用何种奥氏体型不锈钢焊缝,都必须严格控制有害杂质S、P的含量,因为这些杂质会引起热裂纹倾向。
几乎所有的焊接方法都可以用于奥氏体型不锈钢的焊接,但焊条电弧焊仍是应用较多的方法。不同奥氏体型不锈钢焊接时,一般都不需要预热,也不需要焊后热处理。只有在很特殊的情况下,才考虑焊后固溶处理或稳定化处理等。表2-39是异种奥氏体型不锈钢组合焊接用的焊条及其应用场合。
表2-39 异种奥氏体型不锈钢组合焊接用的焊条及其应用场合
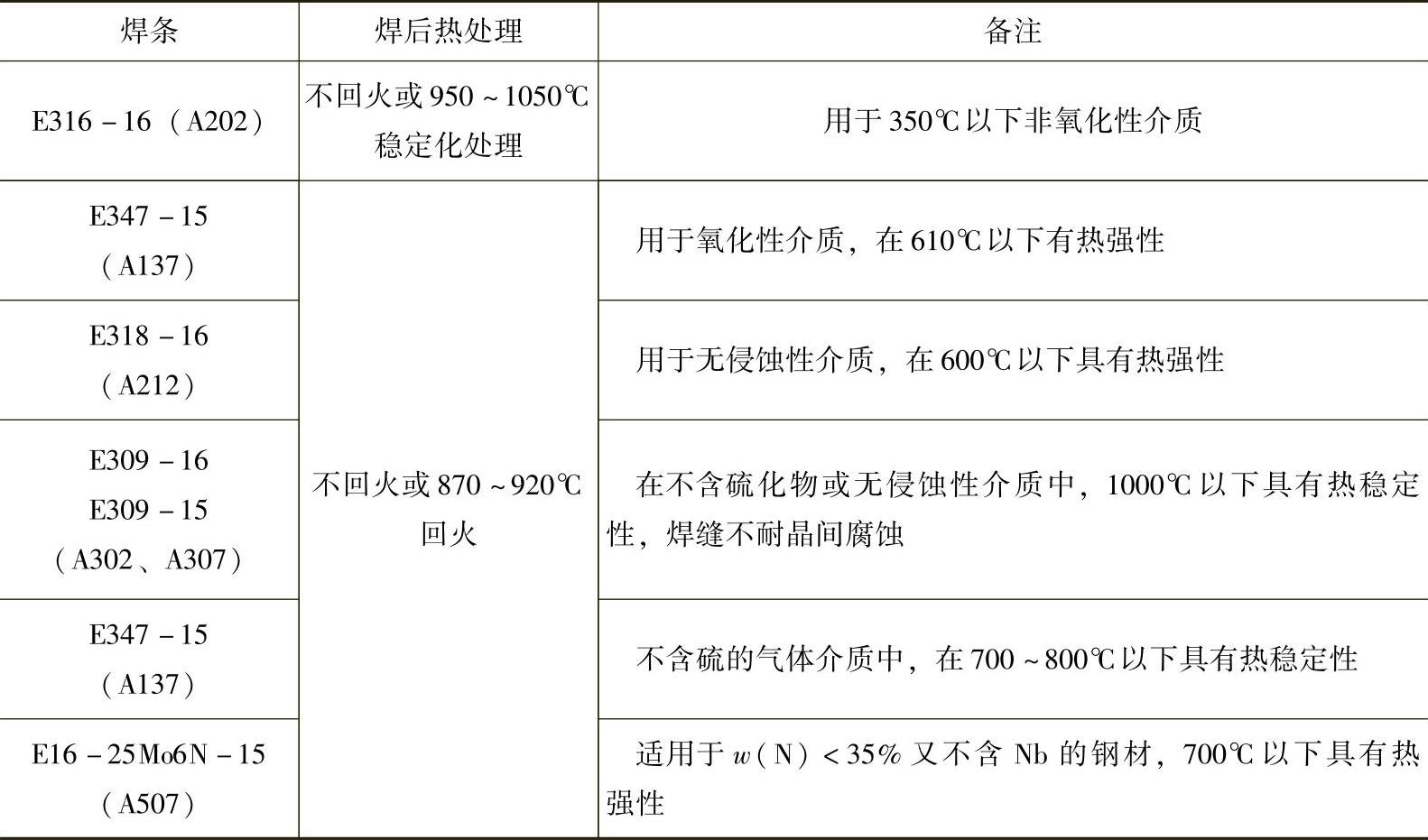
表中括号内为焊条牌号,下同。
2.焊接材料的选用
表2-40是异种奥氏体型不锈钢各种组合采用焊条电弧焊时,焊条牌号的选用及焊后热处理工艺,表2-41是异种奥氏体型不锈钢各种组合采用氩弧焊(TIG、MIG)时焊接材料的选用。
对于含铬量高于或接近于镍的奥氏体型不锈钢,可以选用工艺性好的奥氏体-铁素体型焊接材料,此时,焊缝成分中的主要合金元素要比熔敷金属中的相对少些,但通常在母材的焊接熔透深度下,就可以使焊缝中保证具有奥氏体-铁素体双相组织。焊接材料的合金元素的选择取决于构件的工作条件和对热处理的要求。
对于含镍量超过含铬量的奥氏体型不锈钢,奥氏体含量提高了,因而不能用奥氏体-铁素体型材料焊接。因为在焊缝中合金元素镍稍有增加,就会使焊缝成为单相的奥氏体组织,易于产生裂纹。对于这种奥氏体型不锈钢的焊接,可以使用单相奥氏体或奥氏体与碳化物组织的焊接材料,但焊接时必须添加防止产生裂纹的合金元素。
表2-40 异种奥氏体型不锈钢各种组合采用焊条电弧焊时焊条牌号的选用及焊后热处理工艺
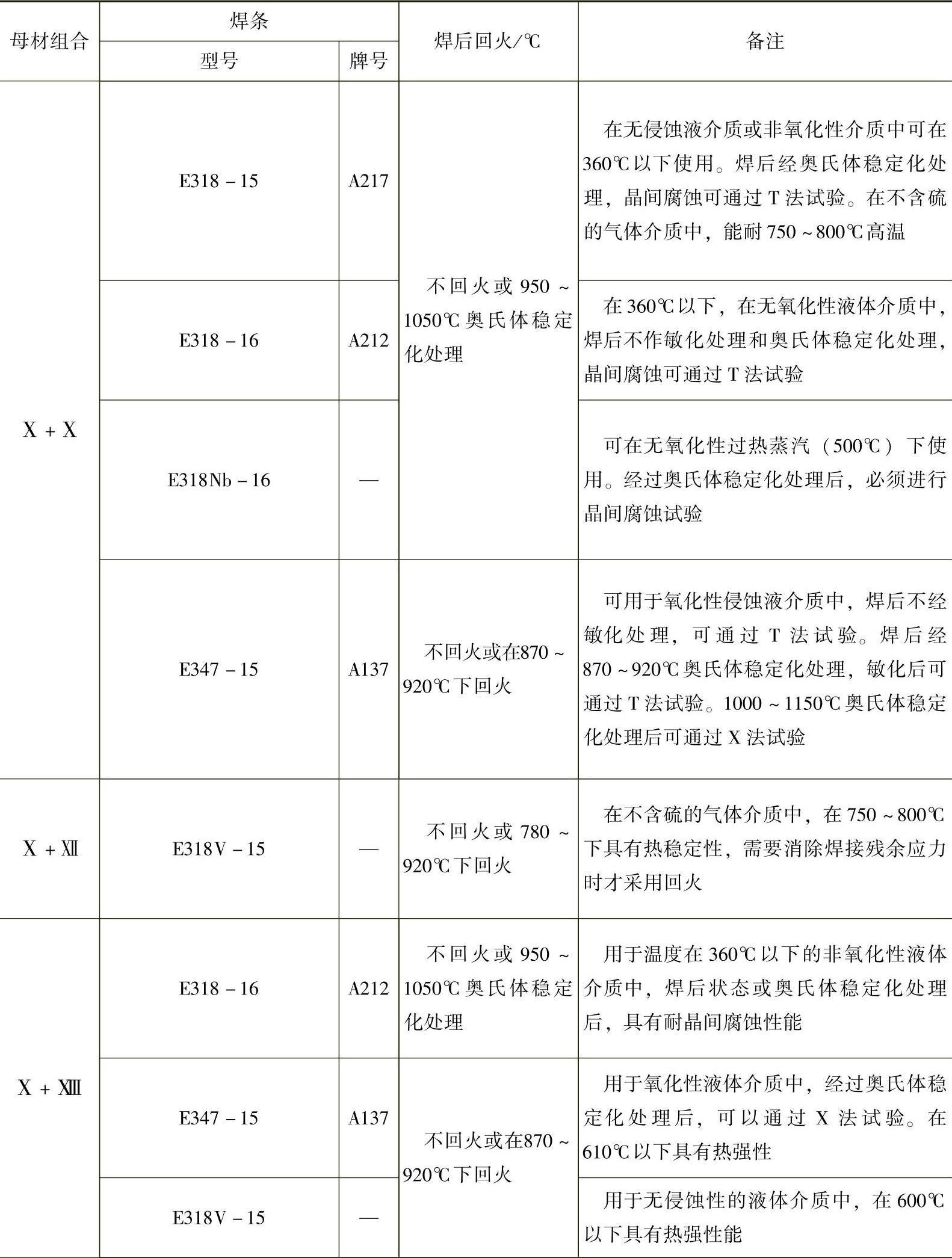
(续)
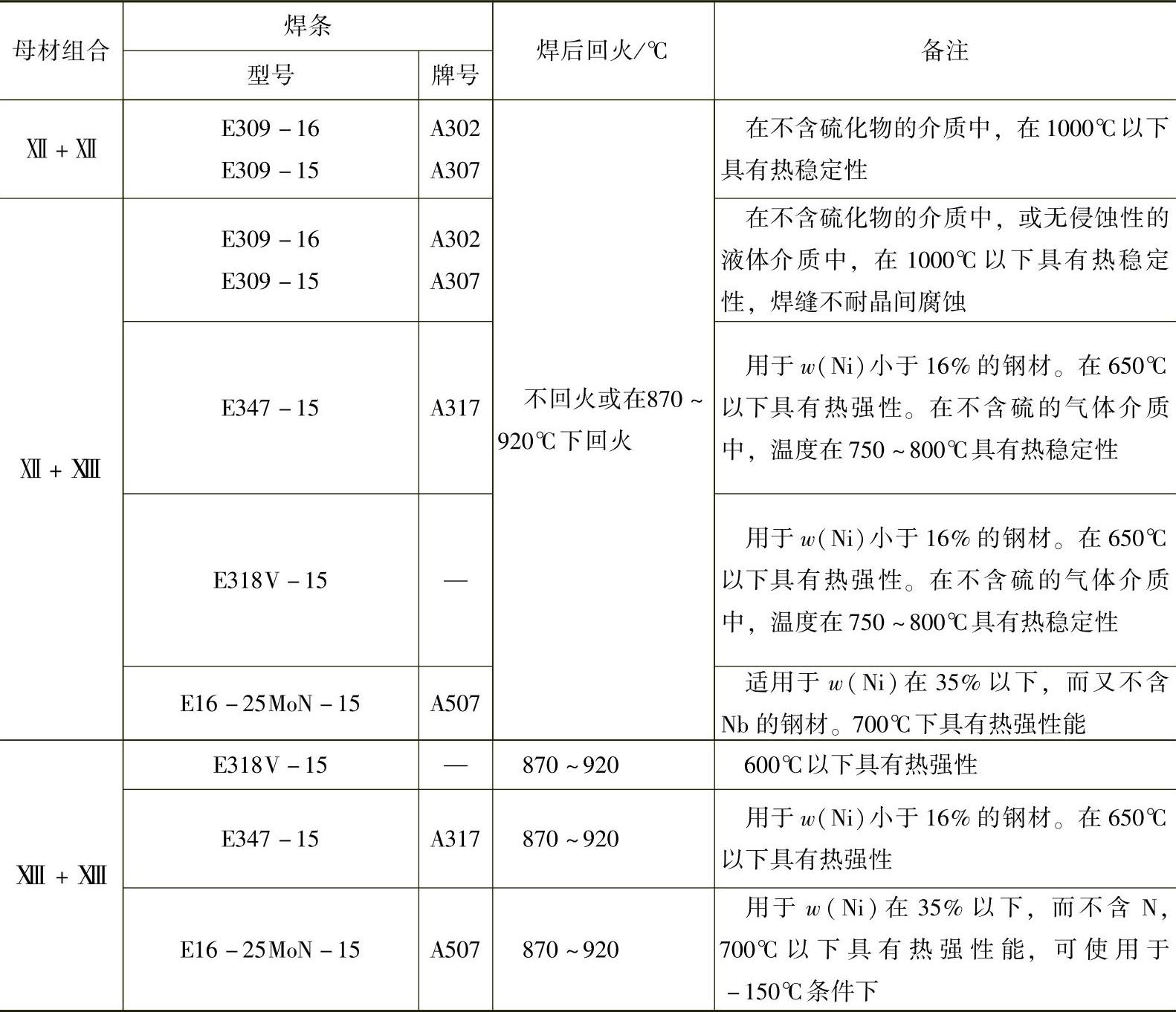
注:表中焊条型号摘自GB/T983—2012标准。
表2-41 异种奥氏体型不锈钢各种组合采用氩弧焊(TIG、MIG)时焊接材料的选用

对于上述两类钢之间的焊接接头,也可采用奥氏体或奥氏体与碳化物组织的焊接材料进行焊接。
(1)奥氏体型耐酸钢间的焊接材料选用 其要点如下:
1)选用E308-15(A107)焊条或H12Cr19Ni9焊丝。焊前不预热,焊后可不经热处理,但可作奥氏体组织稳定化处理(950~1050℃)。这样的焊接结构可在360℃以下的无侵蚀性液体介质或非氧化性介质中使用;在不含硫的气体介质中,能耐750~800℃的高温。
2)选用E316-16(A202)焊条。焊前不预热,焊后可不经热处理,但可作奥氏体组织稳定化处理(950~1050℃),焊接接头可在360℃以下无氧化性液体介质中使用。
3)选用E318-16(A212)焊条。焊前不预热,焊后可不经热处理,但可作奥氏体组织稳定化处理(950~1050℃),焊接接头可在500℃以下无氧化性过热蒸汽下使用。
4)选用E347-15(A137)焊条。焊前不预热,焊后可不经热处理或作870~920℃热处理,焊接接头可在氧化性浸蚀液介质中使用。
(2)奥氏体型耐热钢间的焊接 选用E309-16(A302)焊条、E309-15(A307)焊条或H06Cr25Ni20(0Cr25Ni20)焊丝;焊前可不预热,焊后可不进行热处理或作870~920℃热处理,其焊接接头可在不含硫化物的介质中使用,在1000℃以下工作具有热稳定性。
(3)奥氏体型热强钢间的焊接
1)选用E318V-14(A137)焊条。可用于w(Ni)<16%的奥氏体型热强钢焊接,焊接接头在650℃以下具有热强性。
2)选用E318V-15(A237)焊条。焊接接头在600℃以下具有热强性。
3)选用E16-25-MoN-15(A507)焊条。用于w(Ni)<35%,且不含Nb的奥氏体型热强钢焊接,焊接接头在700℃以下具有热强性,且可用于深冷(-150℃)的条件下。(https://www.xing528.com)
使用上述三种焊条时焊前不预热,焊后可经870~920℃的热处理。如焊后无法进行奥氏体组织稳定化处理,则可在坡口面上用E318V-15(A237)和E16-25-MoN-15(A507)焊条堆焊过渡层。多层焊根部焊道中,为避免母材熔合比较高而削弱焊接工艺,则可以采用E318V-15(A237)焊条,以提高熔敷金属中铁素体的体积分数(含量)约为5.5%。
(4)奥氏体型耐酸钢与奥氏体型耐热钢组合的焊接 选用焊条为E318V-15(A237)。焊前可不预热,焊后可不热处理,也可以经780~920℃的热处理,以消除残余应力。焊接接头在不含硫的气体介质中使用,在750~800℃以下具有热稳定性。
(5)奥氏体型耐酸钢与奥氏体型热强钢组合的焊接 采用E316-16(A202)焊条,焊前可不预热,焊后可不热处理,也可进行950~1050℃的奥氏体稳定化处理。焊接接头可用于360℃以下的非氧化性介质中;如采用E347-15(A317)焊条,则可用于氧化性液体介质中,且在610℃以下具有热强性;如采用E318V-15(A237)焊条,则只能用于无侵蚀性的液体介质中,焊接接头在600℃以下具有热强性。使用后两种焊条时,焊前可不预热,焊后可不热处理,也可进行870~920℃的消除应力热处理。
(6)奥氏体型耐热钢与奥氏体型热强钢组合的焊接 根据焊接结构的工作条件,可选用如下焊条:
1)选用E347-15(A317)焊条。适用于w(Ni)<16%的钢的焊接,焊接接头在650℃以下具有热强性,可用于不含硫的气体介质中工作,在750~800℃具有热稳定性。
2)选用E318V-15(A237)焊条。适用于w(Ni)<16%的钢的焊接,焊接接头在600℃以下具有热强性,可用于不含硫的气体介质中工作,在750~800℃具有热稳定性。
3)选用E309-16(A302)或E309-15(A307)焊条。焊接接头可用于在不含硫化物的介质中或无侵蚀性的液体介质中工作,焊接接头在1000℃以下具有热稳定性,但焊缝不耐晶间腐蚀。
4)选用E16-25-MoN-15(A507)焊条。适用于w(Ni)<35%且不含Nb的钢材焊接,接头在700℃以下具有热强性。
采用以上焊条焊接时,焊前均不预热,焊后均不热处理。也可进行870~920℃的热处理,以消除应力。
3.异种奥氏体型不锈钢组合的焊接工艺
(1)熔焊工艺 异种奥氏体型不锈钢组合焊条电弧焊的焊接参数见表2-42,异种奥氏体型不锈钢组合手工TIG焊和MIG焊的焊接参数见表2-43和表2-44。
表2-42 异种奥氏体型不锈钢组合焊条电弧焊的焊接参数
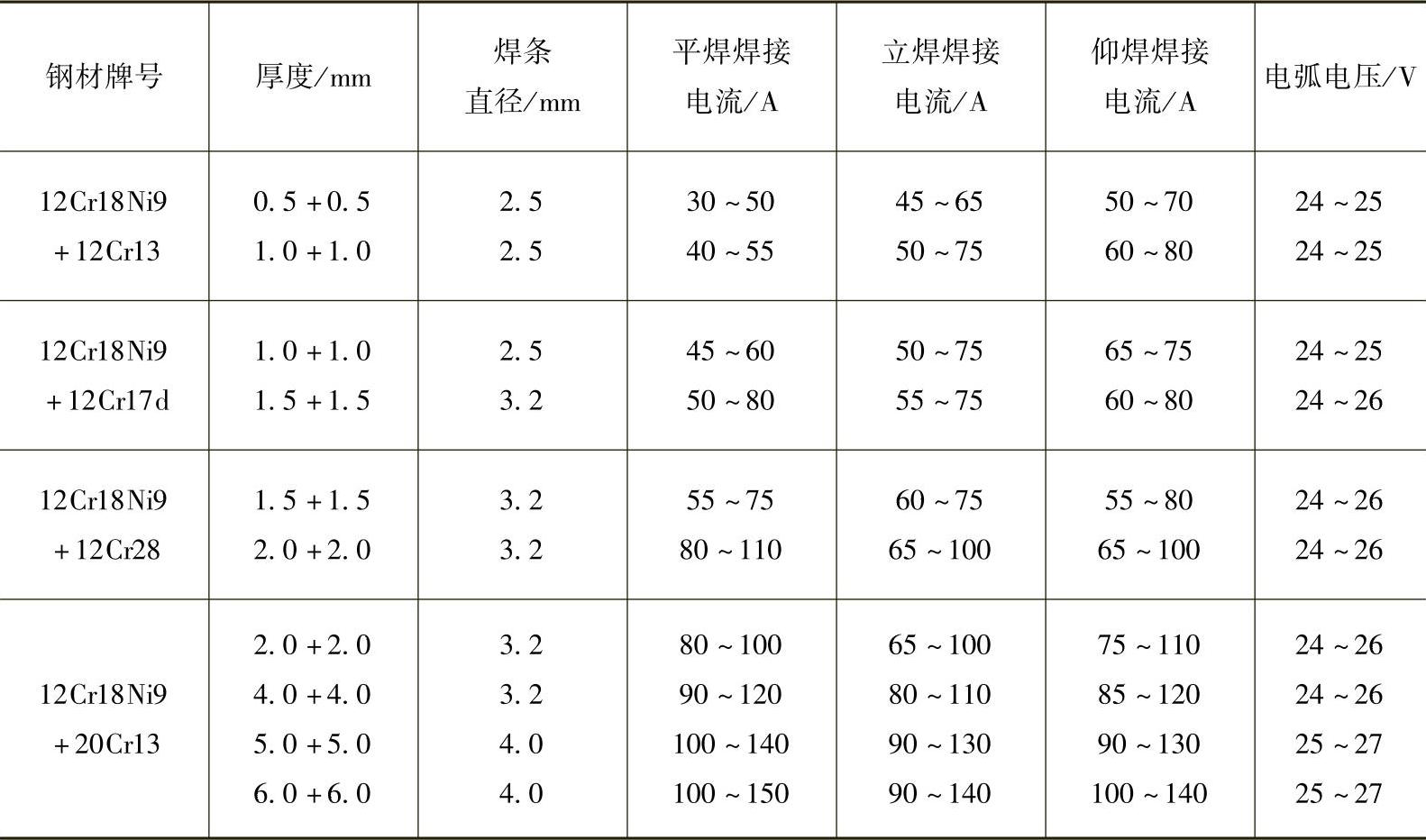
表2-43 异种奥氏体型不锈钢组合的手工TIG焊的焊接参数
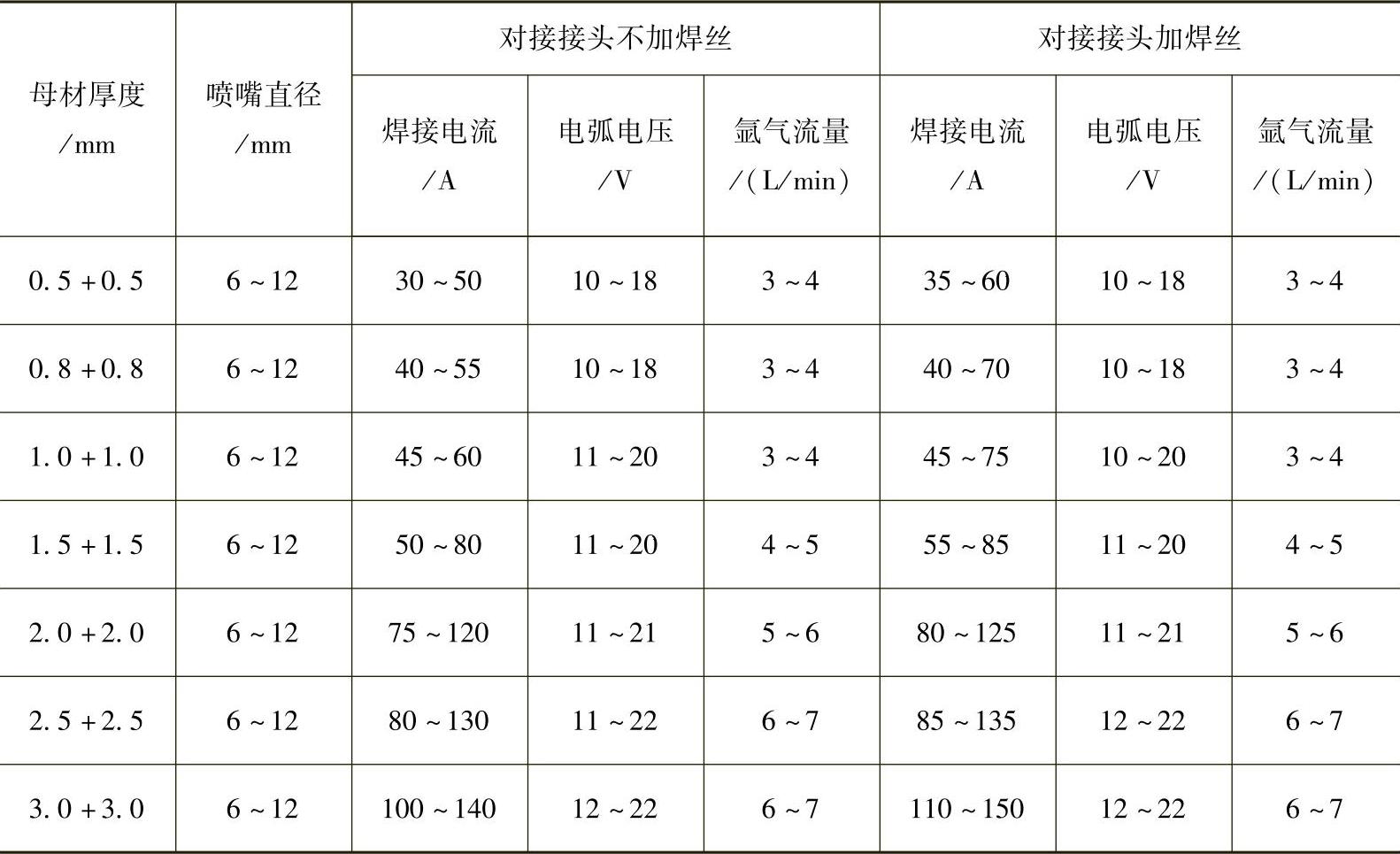
注:采用直流正接(DCSP)或交流。
表2-44 异种奥氏体型不锈钢组合的熔化极氩弧焊(MIG)的焊接参数
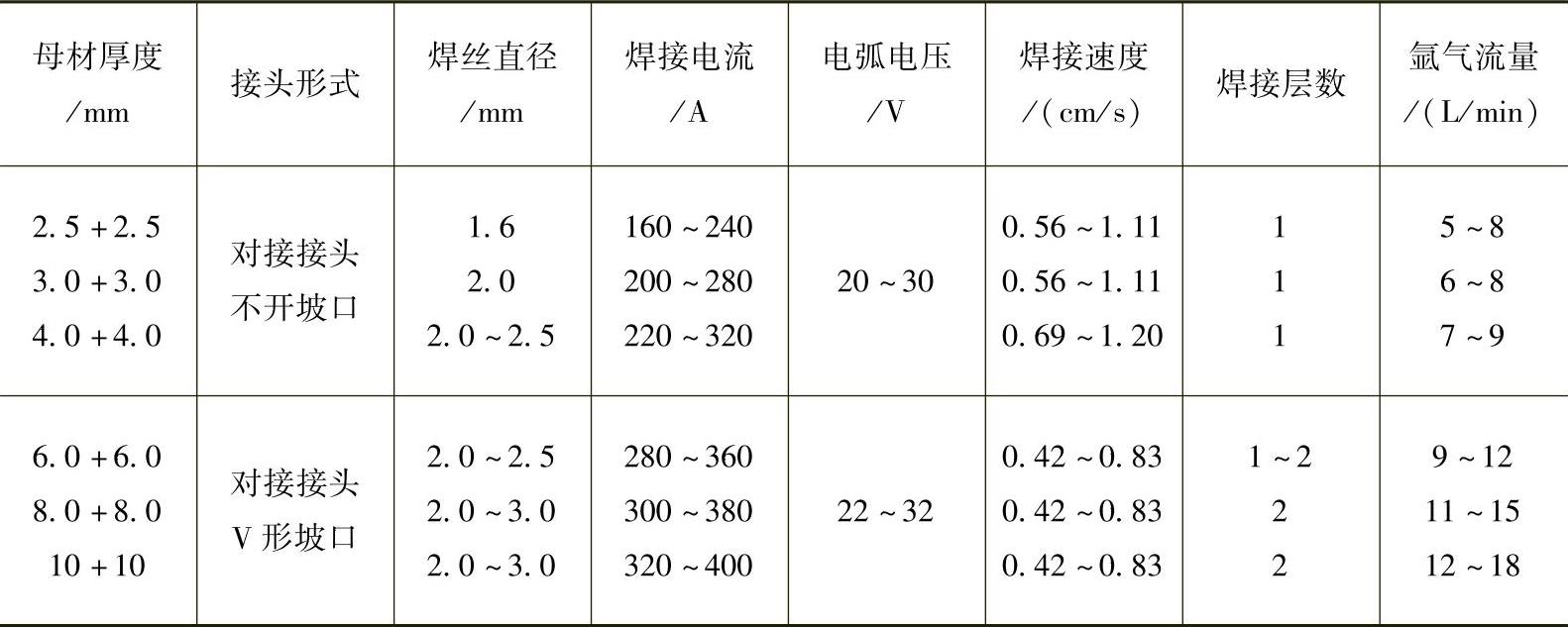
注:喷嘴直径为12~20mm。
(2)电阻焊工艺 对奥氏体型不锈钢与铁素体型不锈钢组合熔焊时,在焊缝金属中会产生很大的不均匀性(化学成分、金相组织、力学性能)和较大的残余变形。采用压焊方法可以防止或大大减小异种钢焊接接头的各种不均匀性及变形。因此,许多熔焊无法实现的异种钢焊接接头,可用压焊进行焊接。常见异种奥氏体型不锈钢组合钢点焊的焊接参数和点焊接头的力学性能见表2-45和表2-46。
表2-45 常见异种奥氏体型不锈钢组合点焊的焊接参数
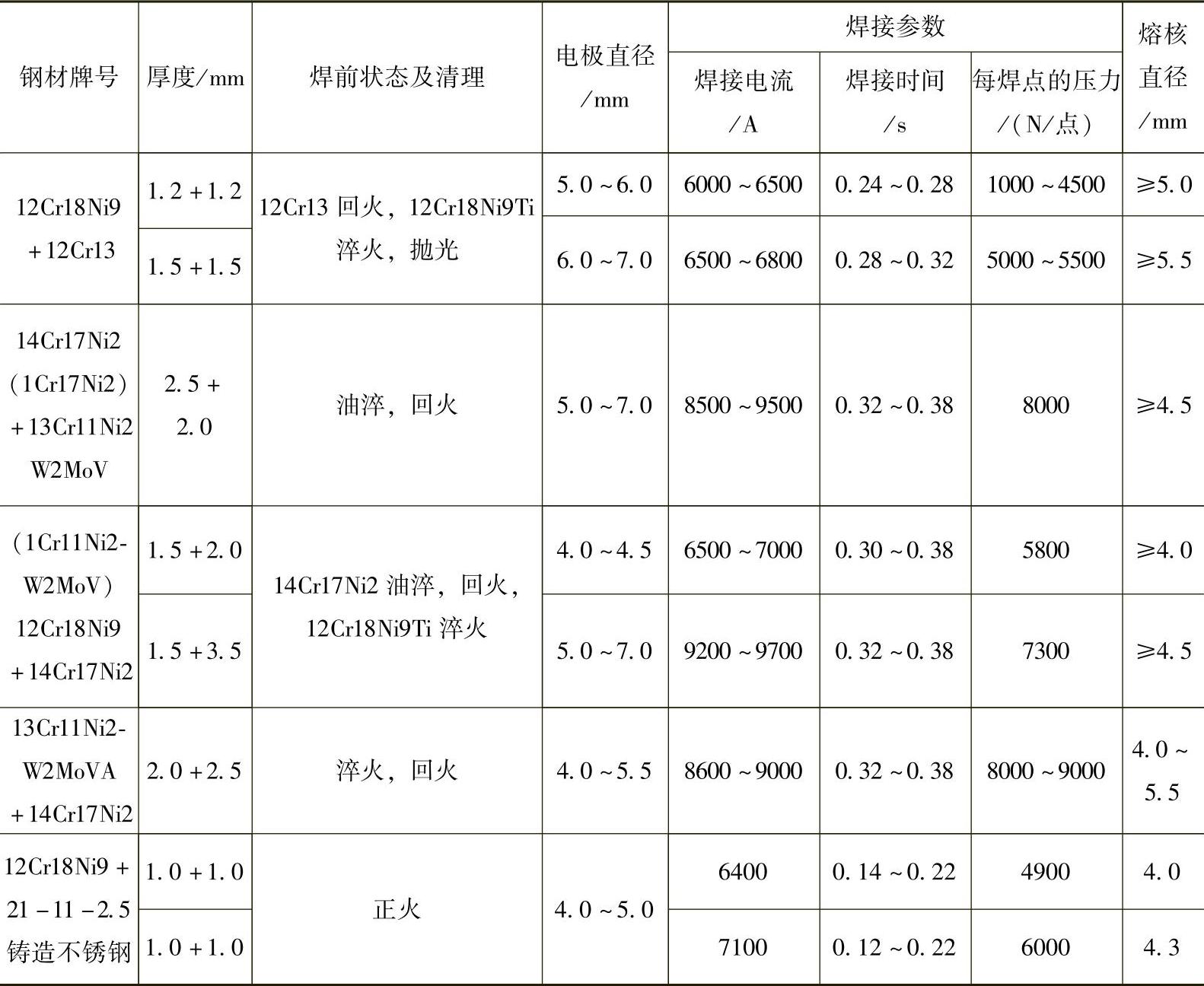
表2-46 异种奥氏体型不锈钢组合点焊焊接接头的力学性能
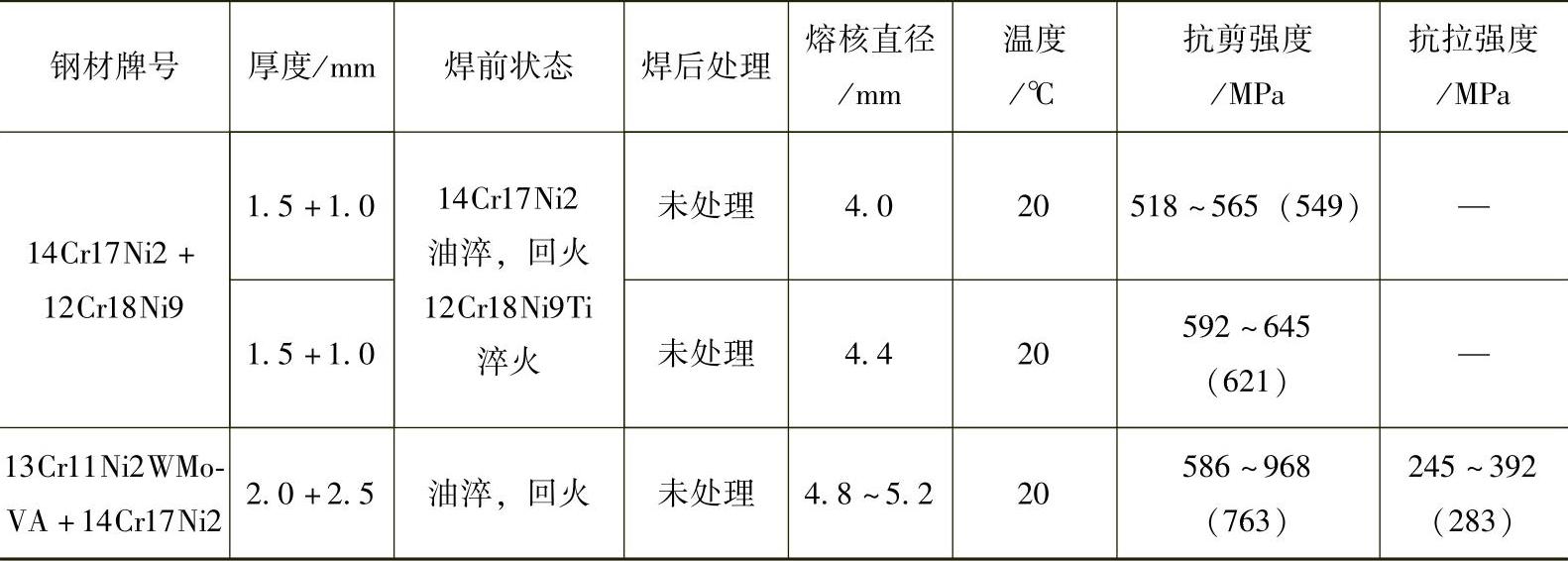
注:括号中的数据为试验平均值。
(3)异种奥氏体型不锈钢组合的摩擦焊 生产中常采用摩擦焊对异种奥氏体型不锈钢组合进行焊接,异种奥氏体型不锈钢组合摩擦焊的焊接参数见表2-47,异种奥氏体型不锈钢组合摩擦焊焊接接头的力学性能见表2-48。
表2-47 异种奥氏体型不锈钢组合摩擦焊的焊接参数
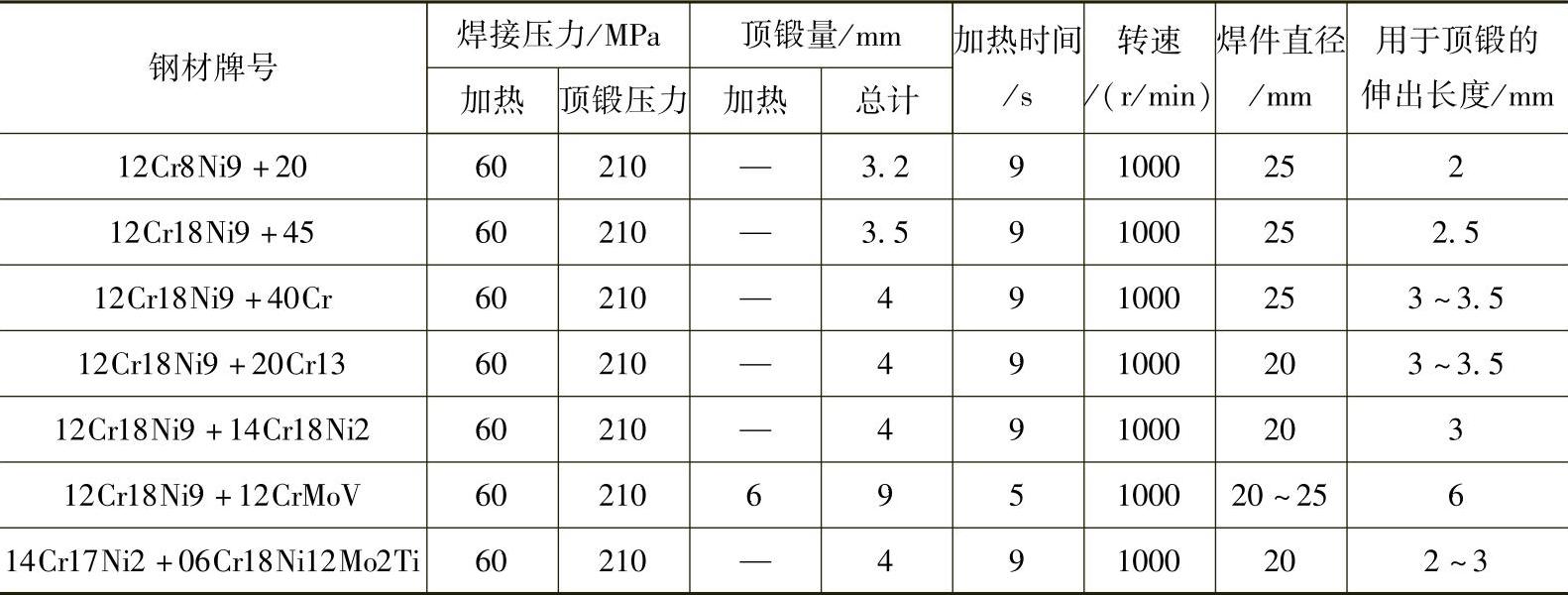
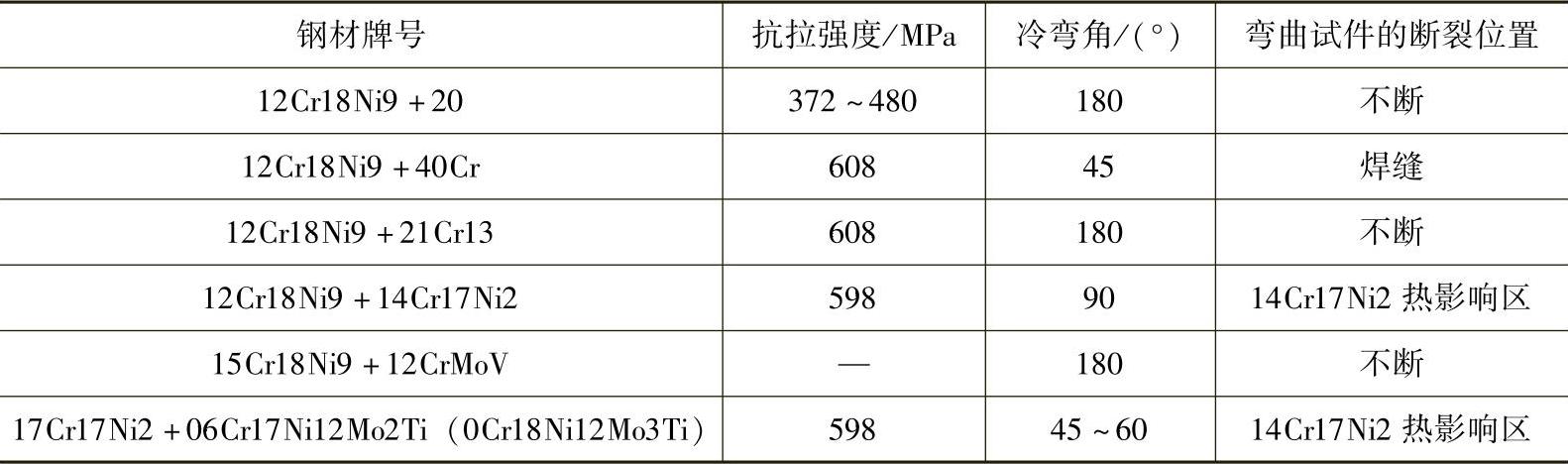
表2-48 异种奥氏体型不锈钢组合摩擦焊焊接接头的力学性能
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。