



1.45Cr钢与35钢管组合万向轴组件的焊接(45Cr钢与35钢管组合的SMAW焊或CO2气体保护焊)
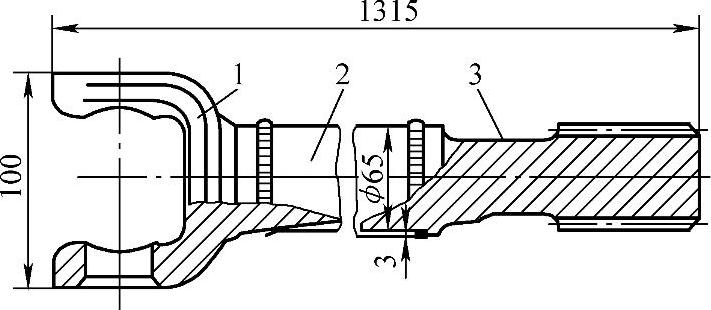
图2-5如所示的结构中,叉形件1和端部轴头3承受较大工作应力,以45Cr中碳低合金调质钢制造,连接管较长,所受载荷也较小,以35中碳钢制造,均为强度较高的珠光体钢。该组合焊接易产生淬硬组织,导致近缝区产生裂纹。
可采用焊条电弧焊,E7015-D2焊条,或用CO2气体保护焊,使用H12Cr16Ni25Mo6焊丝。焊前300~400℃预热,焊后立即进行600~650℃消除应力热处理并除氢。
2.35CrMo钢阀体与Q235钢组合法兰的焊接(35CrMo钢与Q235钢组合的SMAW焊)
某井口结构件与35CrMo钢阀体与Q235钢法兰盘焊成,其焊接接头及坡口形式如图2-6所示。焊成之后,还必须经焊后回火处理以达到预期要求。35CrMo系中碳低合金调质钢,焊接性差,与Q235钢在化学成分、力学性能上差异很大,焊接时有冷裂倾向。可采用焊条电弧焊,焊条成分应介于两种母材之间,接头力学性能不低于Q235钢,故选择J427低氢型焊条。
 (https://www.xing528.com)
(https://www.xing528.com)
图2-5 万向结构图
1—叉形件 2—连接管 3—端部轴头

图2-6 焊接接头及坡口形式
焊前预热到300℃,保温1h,保证装配间隙1mm,定位焊。采用小热输入量焊接。工艺参数:打底焊用ϕ3.2mm焊条,焊接电流为100~110A,焊接4层;填充焊用ϕ4mm焊条,焊接电流为180~190A;盖面焊用ϕ5mm焊条,焊接电流为240~250A。均为直流反接,焊件两面对称焊。层间锤击以减小应力。焊后立即进行650℃×2h消除应力回火。共焊接20套,全部达到预期质量要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。