



1.异种珠光体钢组合的焊接性
(1)异种珠光体钢组合类型 以下几类钢种构成了珠光体钢的族群:
1)碳钢。低碳钢(普通及优质)、中碳钢。
2)低合金高强度结构钢。热轧正火钢、低碳调质钢和中碳调质钢。
3)低合金耐热钢。铬钼耐热钢、铬钼钒及铬钼钨耐热钢等。
4)专门用途低碳钢及低合金钢。锅炉、船舶及压力容器等专门用钢。
金属组织为珠光体钢种类及其牌号见表2-16。
表2-16 珠光体钢的种类及其牌号
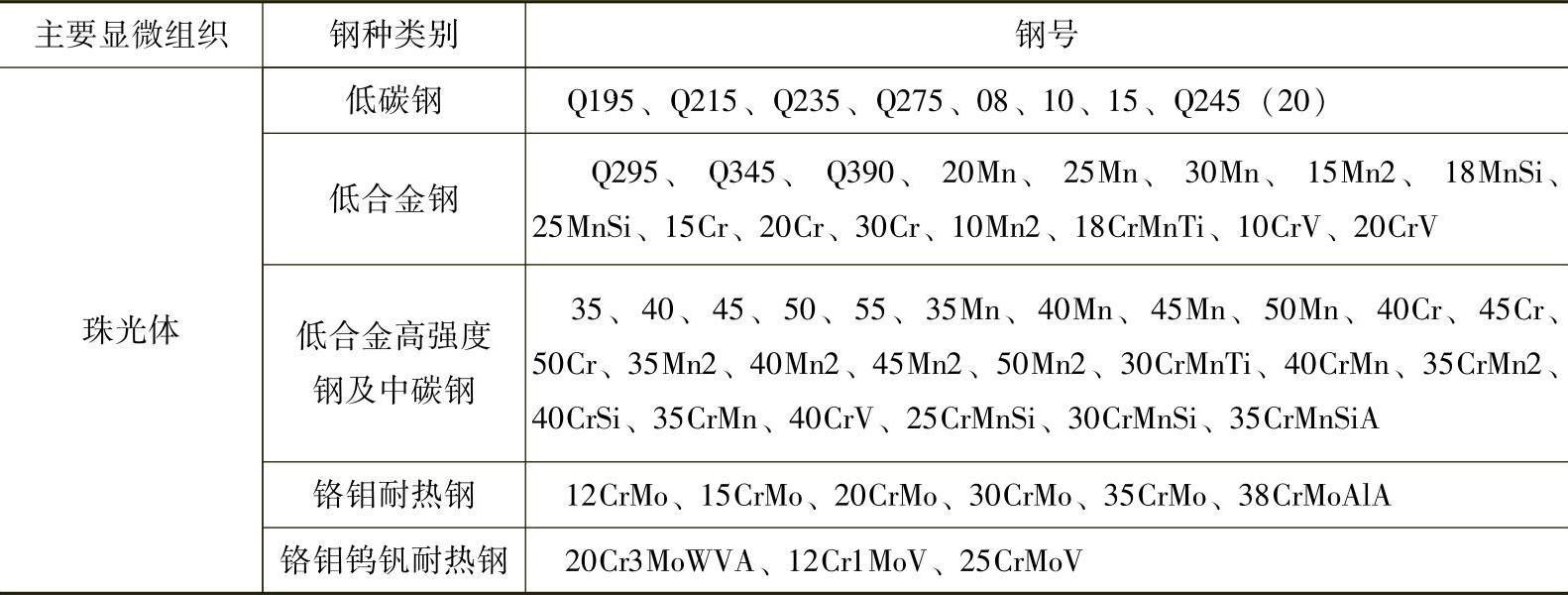
(2)焊接性特征 不同珠光体钢组合接头的焊接性,主要取决于焊接时的淬火倾向,而决定淬火倾向的因素主要是含碳量和母材的厚度。碳的质量分数低于0.25%,淬硬倾向小;碳的质量分数超过0.25%,淬硬倾向增大。厚度越增大,近缝区的冷却速度就越快,淬硬倾向越大。珠光体钢焊接时,其淬硬倾向、硬度与裂纹倾向三者之间的关系见表2-17。
表2-17 珠光体钢焊接时淬硬倾向、硬度与裂纹倾向的关系

因此,不同珠光体钢组合接头的焊接,大体相当于低碳钢和低碳钢、或低碳钢和中碳钢、或中碳钢和中碳钢之间的焊接。从表2-16中可知,属于低碳范围的低合金珠光体钢有屈服强度Q295~Q420(Q390)范围的热轧正火低合金高强度钢、低碳调质钢和其他低碳低合金钢,还有低合金耐热钢;属于中碳范围的有中碳调质钢及其他中碳低合金钢。
相同金相组织的异种钢组合的焊接,不存在冶金不相容及焊缝中生成金属间脆性化合物的问题,由于具有相同的金相组织,其物理性能基本接近,因此也不存在熔点、热导率及线胀系数等不同的焊接困难。但是由于不同牌号珠光体钢的化学成分不同、力学性能不同、其他耐蚀及耐热等性能的差异,焊接接头因碳当量不同而发生裂纹脆化及力学性能及其他耐蚀、耐热性能降低的问题。
珠光体钢按焊接性(淬硬倾向)、力学性能、使用性能及工程应用的接近程度,可再分为6个类别(Ⅰ、Ⅱ、Ⅲ、Ⅳ、Ⅴ、Ⅵ),每个类型的同种金属焊接性基本相同或相近。这6个类别的自身(同种金属)焊接的焊接性要点见表2-18,作为其组合焊接性分析的参考系。
表2-18 珠光体钢类别分组及其焊接性要点
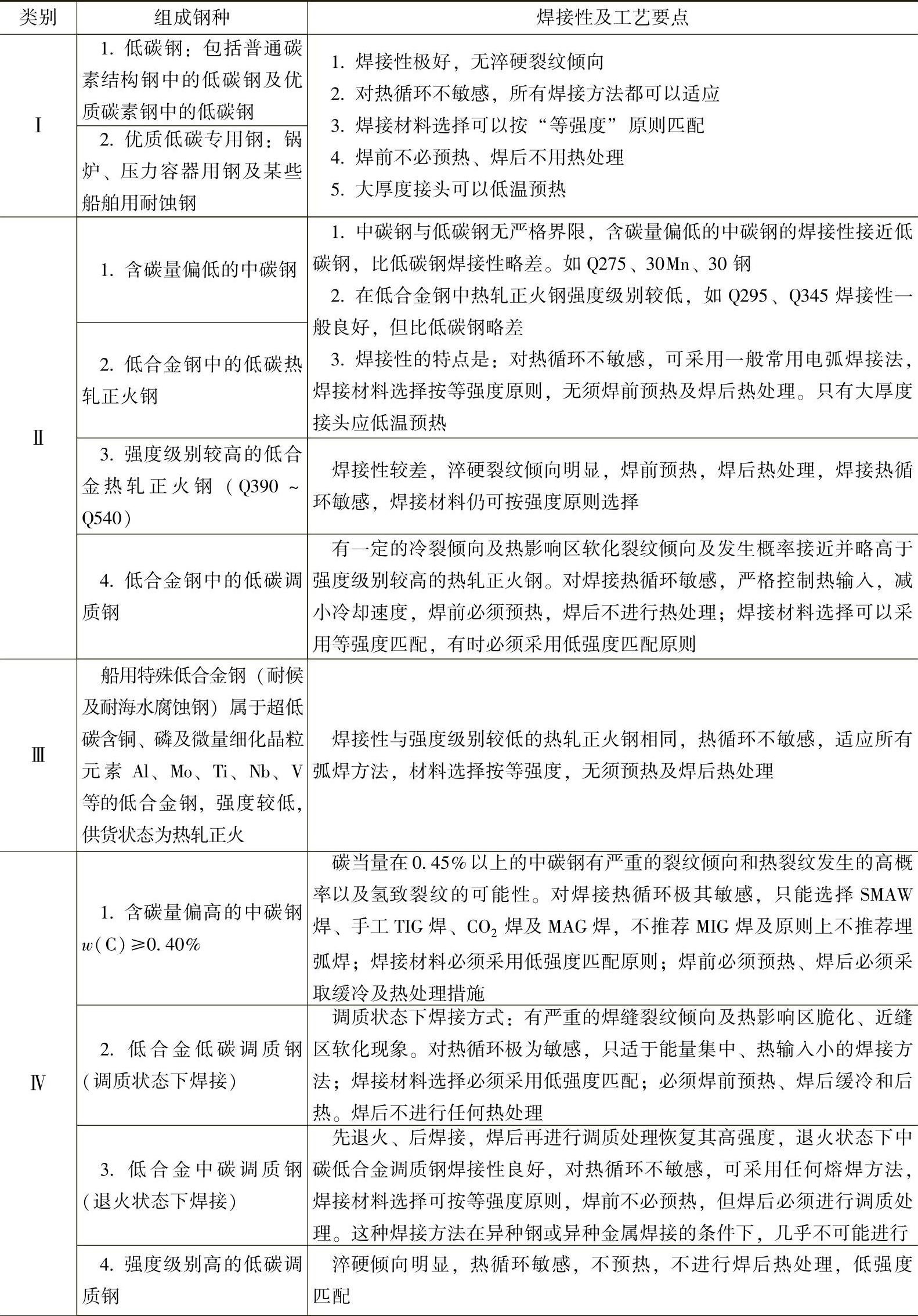
(续)
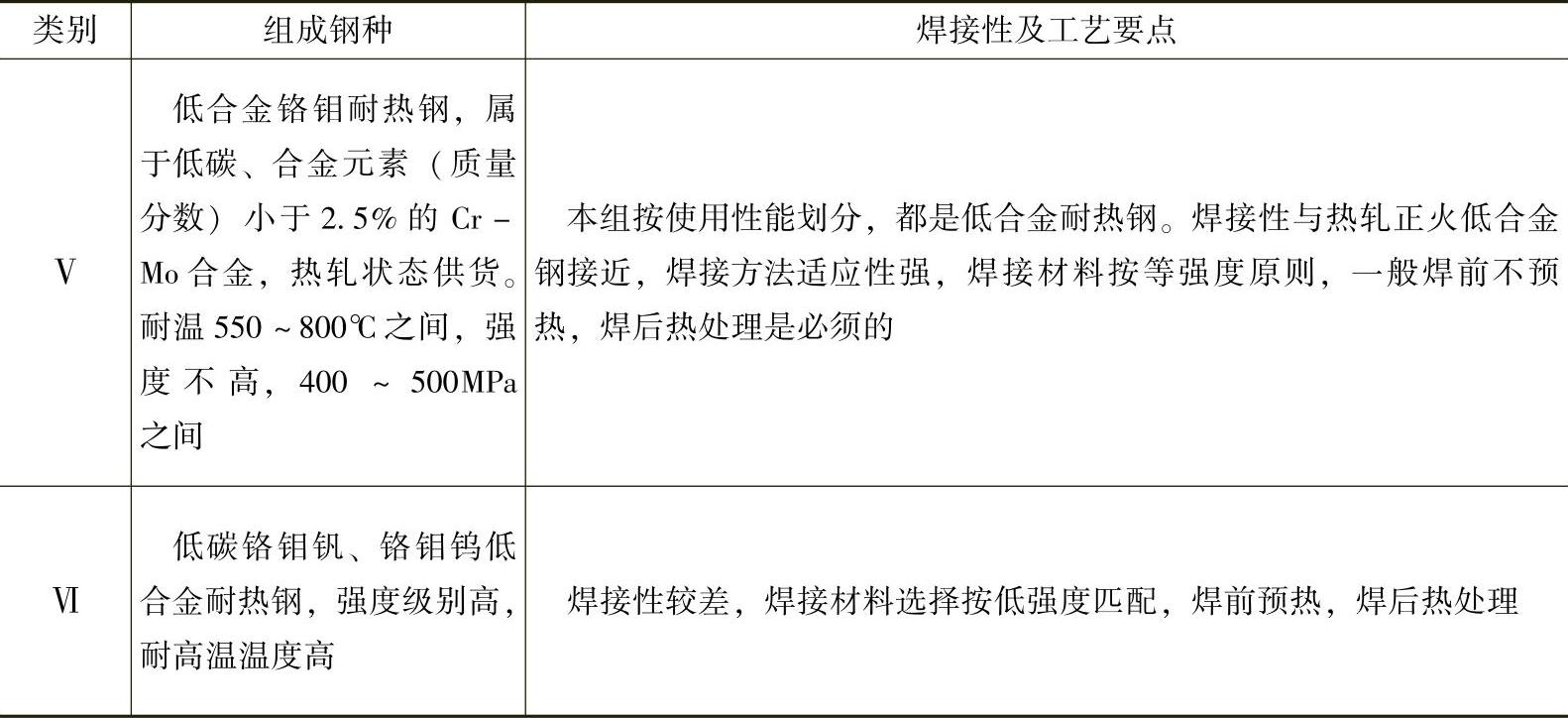
表2-18中共包含了6个类别的珠光体钢的族群。异种珠光体钢组合接头的焊接,按纯数学方法排列,应有21种组合方式。表2-19及表2-20分别是采用焊条电弧焊和气体保护焊时21种异种珠光体钢组合焊接材料选择与热处理参数。
2.异种珠光钢组合的焊接性工艺原则
珠光体钢的6中类别,共同点是金相组织相同,都是珠光体,因此其物理性能相同或相近;其不同之处是淬火倾向、强度级别、应用性能以及化学成分的差别,因此焊接性(同种金属焊接性)各不尽相同,其21种组合的异种珠光体钢种类别的焊接性自然也有较大的差别。具有不同焊接性的组合,因为都是珠光体组织,所以这些组合的熔焊工艺却都遵守如下共同的工艺原则。
(1)焊接方法的选择 不同的熔焊方法,有不同的热循环和热输入能力及范围,对于热循环不敏感的组合,如Ⅰ+Ⅰ、Ⅰ+Ⅱ、Ⅱ+Ⅱ、Ⅰ+Ⅲ、Ⅱ+Ⅲ、Ⅲ+Ⅲ可以适应任何熔焊方法,但必须优先选用生产率高、焊接成本低的焊接方法,如SMAW焊、MAG/CO2焊及埋弧焊等常用弧焊方法。其中埋弧焊热过程中,热输入大、接头冷却速度慢、生产率高,但必须是规则的长焊缝(包括环缝),才能发挥其质量稳定、生产率高的优势;TIG焊虽然热输入小,但填充金属与焊接电弧没有直接的联系,以及TIG焊接电源的恒流特性,所以在焊接薄壁件时,其热输入及熔合比是可以精确随机调整与可控:SMAW焊方法比较灵活,焊接材料种类很多,便于选择,应用性强。
对于有淬硬倾向的组合,包括组合接头中两侧都有淬硬倾向,或只有一侧母材有淬硬倾,或两侧有不同的淬硬倾向的组合,对热循环比较敏感,应首先考虑淬硬倾向较大一侧母材自身焊接性对焊接方法的适应性。一般选用低热输入、能量集中的焊接方法,这类焊接方法可以获得较小的熔合比,不推荐埋弧焊、电渣焊,甚至MIG焊,而应采用SMAW焊、TIG焊或MAG/CO2焊。这类组合和Ⅰ+Ⅳ、Ⅱ+Ⅳ、Ⅲ+Ⅳ、Ⅳ+Ⅳ组合中不同牌号钢的组合。焊接热输入越大,母材熔入焊缝越多,即稀释率越大。焊接热输入又取决于焊接电流、电弧电压及焊接速度。
异种珠光体钢的焊接,也都适用于压焊方法。压焊方法时,接头不熔化,也不用填充材料,成本低、效率高,但只有接头形式符合压焊要求时才可以采用,或者熔焊方法不能满足要求的情况下而改变接头设计时采用压焊方法。
表2-19 常见异种珠光体钢组合焊条电弧焊的焊接材料的选择及热处理参数 (摘自GB/T983—2012)
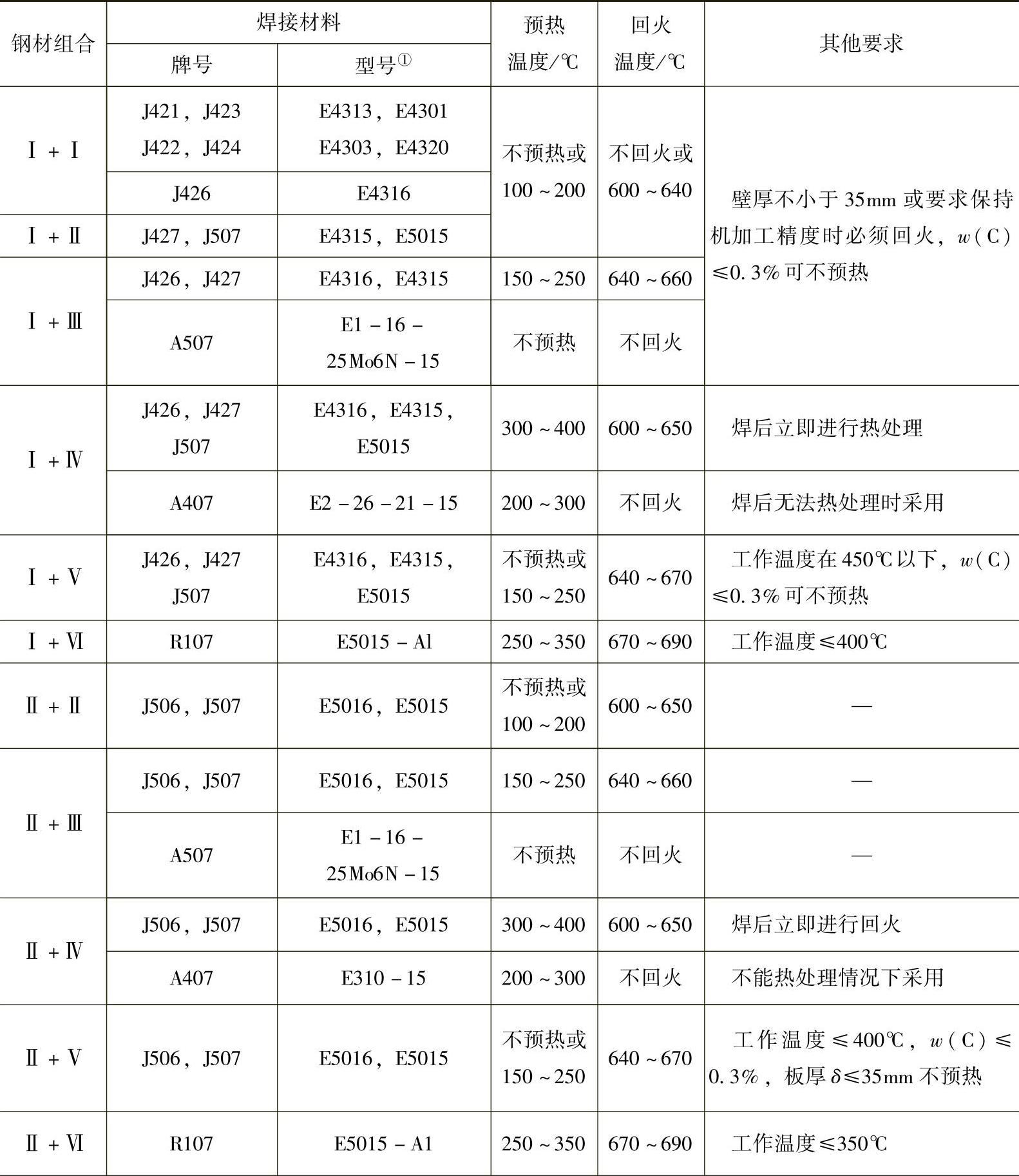
(续)
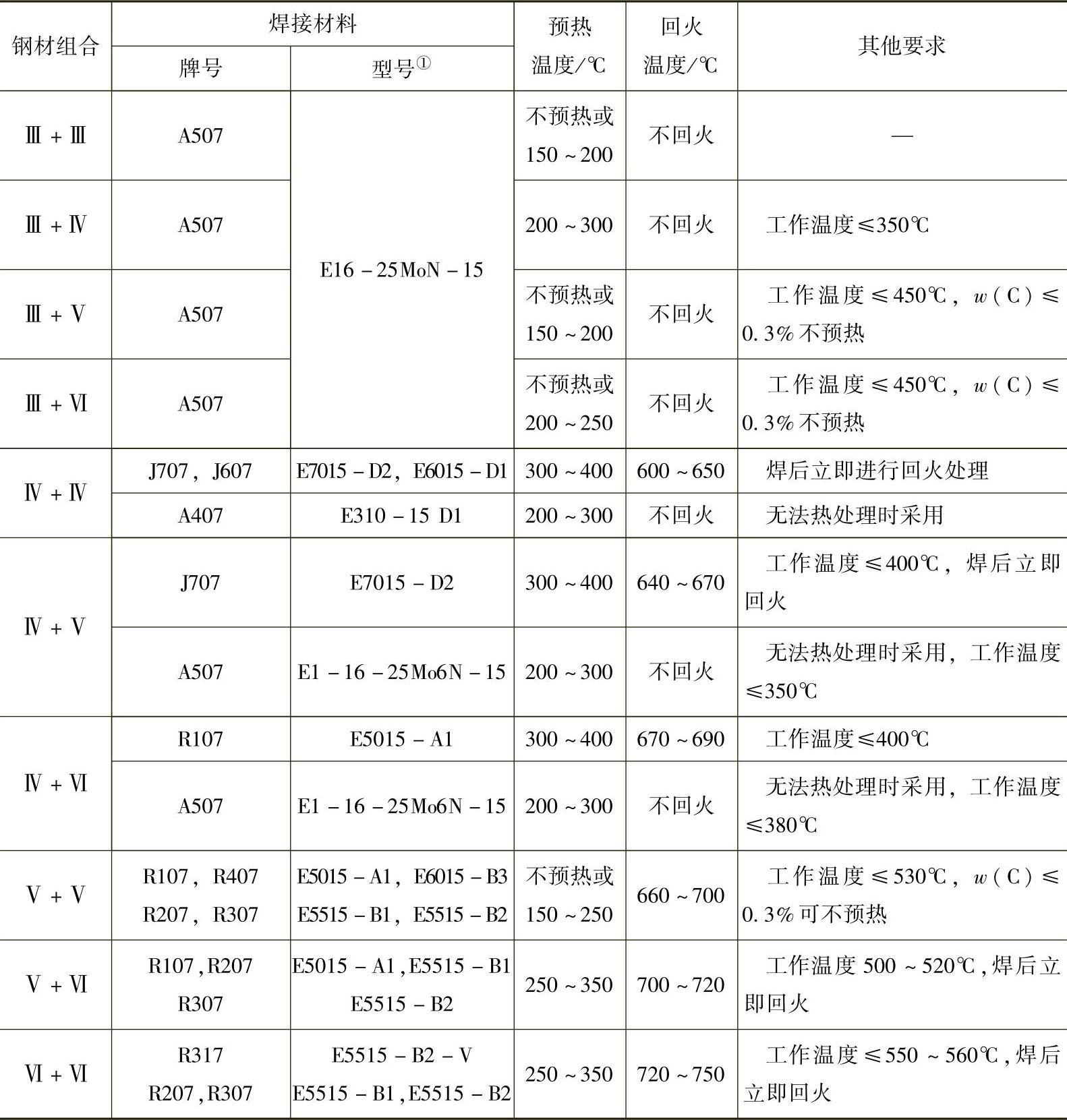
(2)焊接材料的选择 异种钢焊接时,必须按异种钢组合接头两侧母材的化学成分、性能、接头形式及使用要求来正确地选择焊接材料。对于异种珠光体钢,焊接材料的选择,应能保证接头的力学性能及其他性能不低于母材中要求较低一侧的指标,即宜选择合金含量较低一侧母材相匹配的珠光体型焊接材料,并要求保证力学性能中的抗拉强度不低于两侧母材标准规定值的较低者,也就是说按强度较低一侧母材,采用等强度原则选择焊接材料。由于珠光体钢除部分低碳钢外,大部分具有不同程度的淬硬倾向,所以采用与强度较低一侧母材等强度选择焊接材料时,大部分条件下需要配合焊前预热、焊后后热或热处理等措施,来防止接头产生裂纹等缺陷。如果产品不允许或施工现场无法进行焊前预热和焊后热处理时,则可以选择奥氏体焊接材料而不预热、不进行焊后热处理。利用奥氏体焊缝良好的塑性、韧性,且排除扩散氢的来源,可以有效防止焊缝及近缝区产生冷裂纹,也可以采用镍基合金(如蒙乃尔)焊接材料。虽然接头强度可能低于两侧母材中强度较低者,但却可以避免冷裂纹缺陷导致的焊接失败,这种牺牲接头强度的选择称作异种珠光体钢组合焊接的“低强度匹配原则”。“低强度匹配原则”不适合异种珠光体钢组合中有一侧或两侧母材都是耐热钢的场合,即指的是表2-19及表2-18中含有Ⅴ或Ⅵ的组合。因为奥氏体型的焊接材料与珠光体低碳低合金耐热合金(表2-18中的Ⅴ或Ⅵ)线胀系数有较大的差异,奥氏体型的线胀系数比珠光体低碳合金耐热钢大50%左右,会在其接头的界面产生较大的附加热应力,而导致接头提前失效。
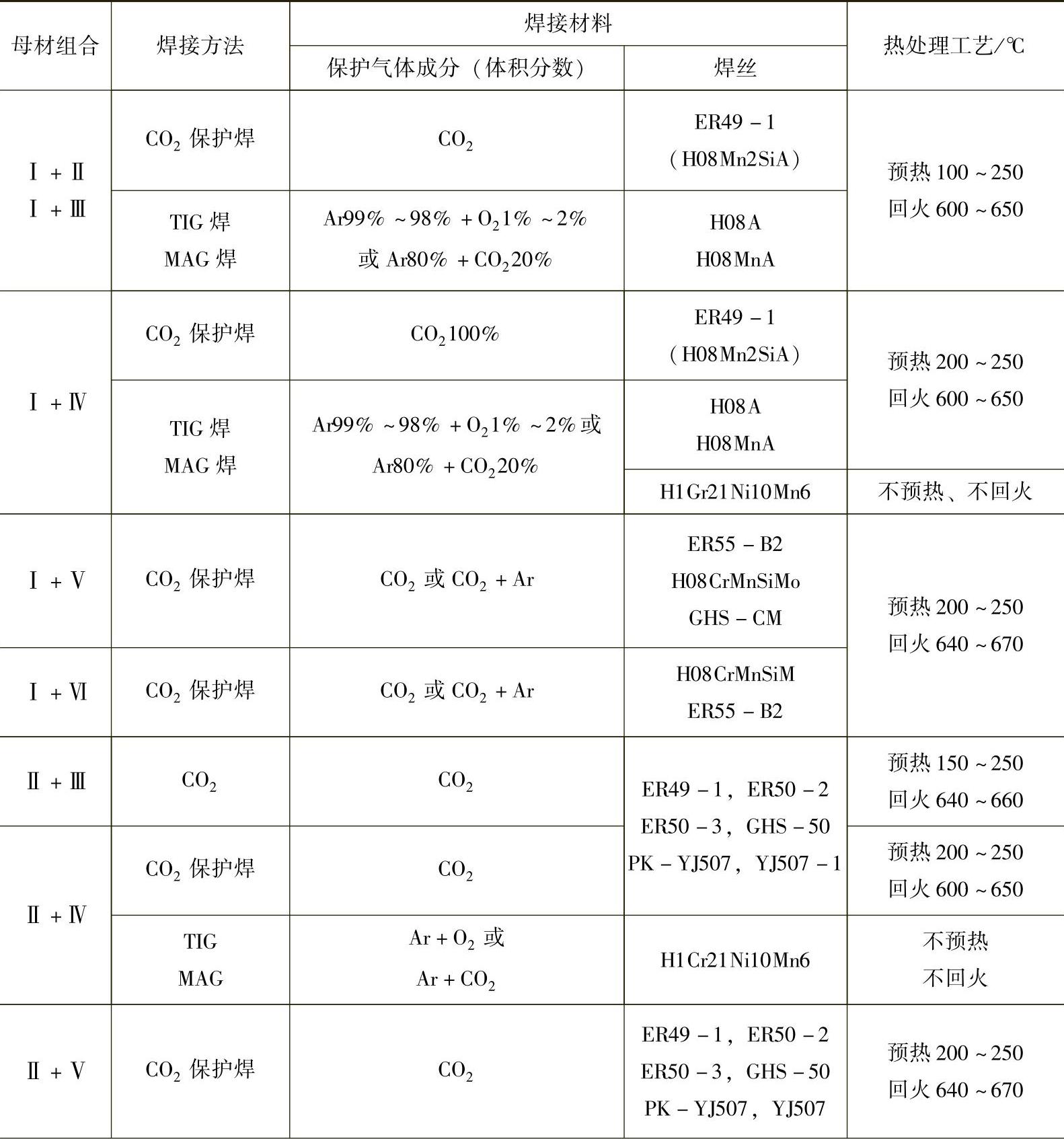
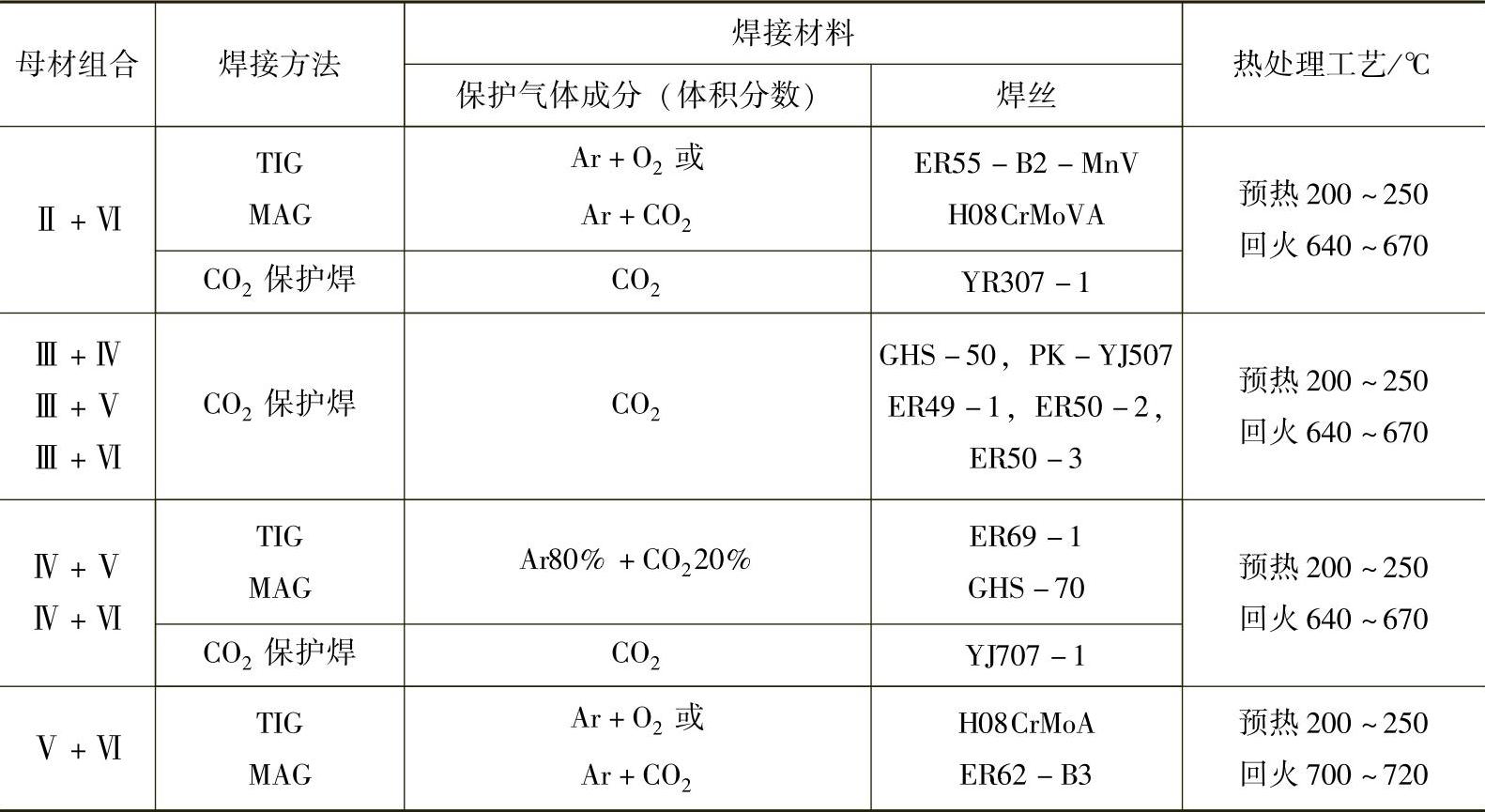
表2-20 异种珠光体钢气体保护焊焊接材料的选用
(续)
此外,接头中可能形成脆性的金属间化合物和脱碳层或增碳层。最好采用与母材同质的焊接材料,如果异种珠光体构件接头在使用温度下可能产生扩散层,最好采用堆焊含Cr、V、Nb、Ti合金元素高于母材的过渡层的方法。如果是低碳钢类和珠光体耐热钢组合的(Ⅰ+Ⅴ、Ⅰ+Ⅵ、Ⅲ+Ⅴ、Ⅲ+Ⅵ组合)焊接,选择低碳钢或珠光体耐热钢焊接材料;对于低合金钢(非调质钢)与珠光体型耐热合金的组合(Ⅱ+Ⅴ、Ⅱ+Ⅵ组合)的焊接,不能选择与耐热钢化学成分相同的焊接材料,而按强度等级选择强度较低一侧母材相应的焊接材料。
对于焊接性很差的淬火钢,Ⅳ类钢之间组合的(Ⅳ+Ⅳ、Ⅳ+Ⅴ、Ⅳ+Ⅵ的组合)焊接,也可以采用堆焊过渡层的方法,但要求过渡层金属的塑性好,熔敷金属不会淬火的材料。堆焊后必须立即回火,过渡层有极小的拘束度,可以吸收拉应力。
(3)预热及焊后热处理 焊接方法(热输入及焊接参数)的选择及焊接材料的选择不是孤立的工艺原则,只有与焊前预热、焊后热处理共同配合才能构成一套完整的异种金属焊接技术。对于异种珠光体组合的焊接也是如此。
焊前预热的目的主要是降低焊接接头淬火裂纹的倾向,预热温度应按淬火倾向大的或者合金元素含量高的一侧母材钢种来确定。焊接材料选择采用低强度匹配时,则可以不进行预热或降低预热温度。因为塑性、韧性较好的奥氏体或镍基合金焊接材料可以吸收产生冷裂纹的拉应力,从而避免产生冷裂纹。表2-18、表2-19中的焊接接头组合中含有淬火倾向小的低碳低合金钢的组合,可以不预热,或为了保险起见采用低温预热。而淬火倾向明显较大的中碳钢、中碳调质钢等则必须采取预热措施。
评价淬硬倾向程度的重要指标是碳当量,在异种珠光体钢组合的焊接中,通常按碳当量高的一侧母材来选择预热温度。w(C)低于0.30%的低碳钢,没有淬火倾向,焊接性非常好,一般不需预热,但在焊件厚度很大,如40mm以上或环境温度很低(0℃以下)时,仍需预热,预热温度可控制在75℃左右。当碳当量wCeq在0.30%~0.60%时,淬硬倾向比较大,预热温度应为100~200℃,Ceq>0.60%,焊接性差到低劣,且淬硬和冷裂纹倾向都很大。需要较高的预热温度,一般需要在250~350℃以上,刚度比较大时,还必须采取焊后保温措施。
焊后热处理的目的是改善淬火钢焊缝金属与近缝区的组织和性能,消除厚大焊件中的焊接残余应力,促进扩散氢的逸出,防止产生冷裂纹及保持焊件尺寸精度。对于异种珠光体钢的组合,按合金含量较高的一侧母材钢种来确定热处理工艺参数是基本原则。
常用焊后热处理方法有高温回火、正火及正火+回火等三种,应用较多的是高温回火。对于强度等级大于500MPa的具有延迟裂纹的低合金钢,焊后应及时进行局部回火。如果焊后不能立即回火热处理,应当及时进行后热处理,即加热温度在200~350℃之间,保温2~6h。
3.异种珠光体钢的焊接工艺
在分析了异种珠光体钢组合的焊接性及工艺原则的基础上,再进一步讨论由焊接方法(及焊接参数)、焊接材料及热处理三者组成的具体焊接工艺条件和措施就方便多了。
(1)Q345(16Mn)钢与Q235钢组合的焊条电弧焊SMAW、CO2气体保护焊及埋弧焊(SAW)Q235是屈服强度为235MPa的低碳钢(也称为通用低碳钢),Q345(16Mn)是强度级别比Q235高的Q345型低碳低合金热轧钢,Q345(16Mn)与Q235属于表2-19及表2-20中的Ⅰ+Ⅱ方式组合。二者都具有良好的塑性、韧性及焊接性,但Q345(16Mn)钢的淬硬倾向略大于Q235钢,在焊件较厚、接头刚度较大及环境温度较低时,容易产生冷裂纹。
1)Q235钢与Q345(16Mn)钢组合中两侧母材金属对热循环都不敏感,对任何熔焊方法都有适应性,常用焊接方法为SMAW焊、CO2气体保护焊及埋弧焊(SAW)。
表2-21是Q235钢与Q345(16Mn)钢组合焊条电弧焊的焊接参数,表2-22是埋弧焊的焊接参数。
表2-21 Q235钢与Q345(16Mn)钢组合焊条电弧焊的焊接参数
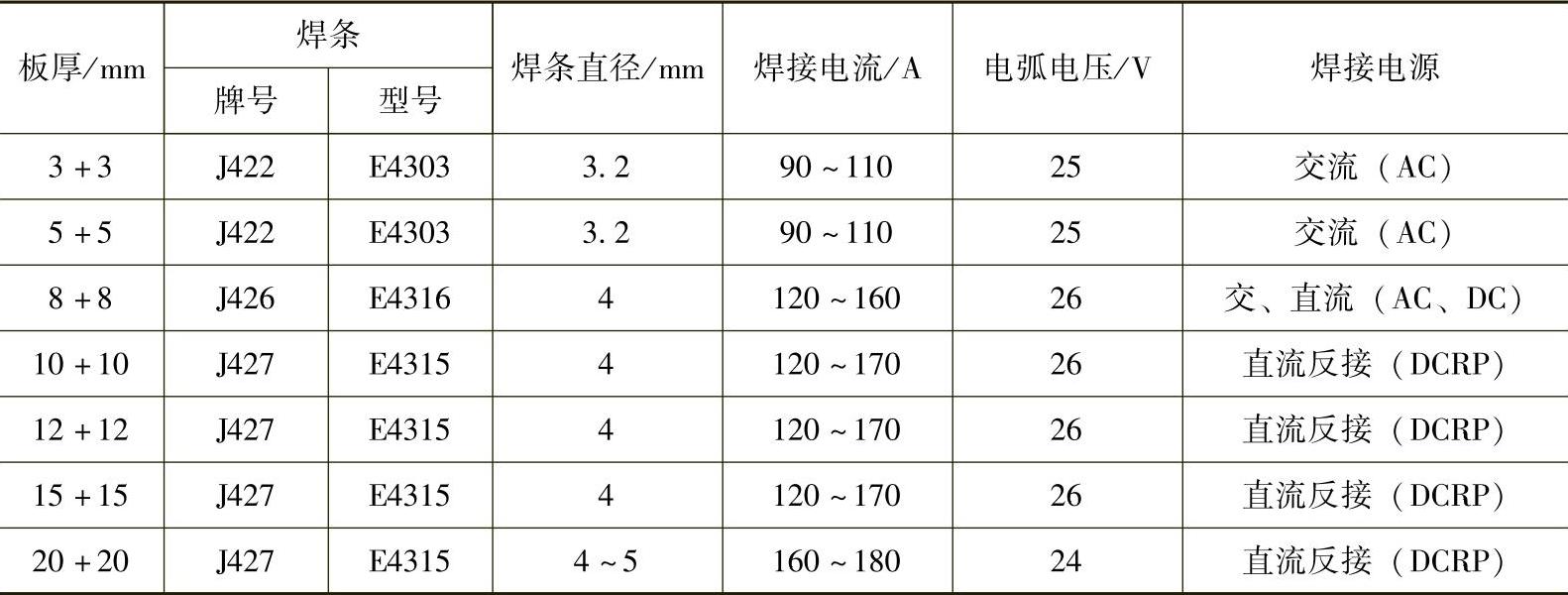
表2-22 Q235钢与Q345(16Mn)钢组合埋弧焊的焊接参数
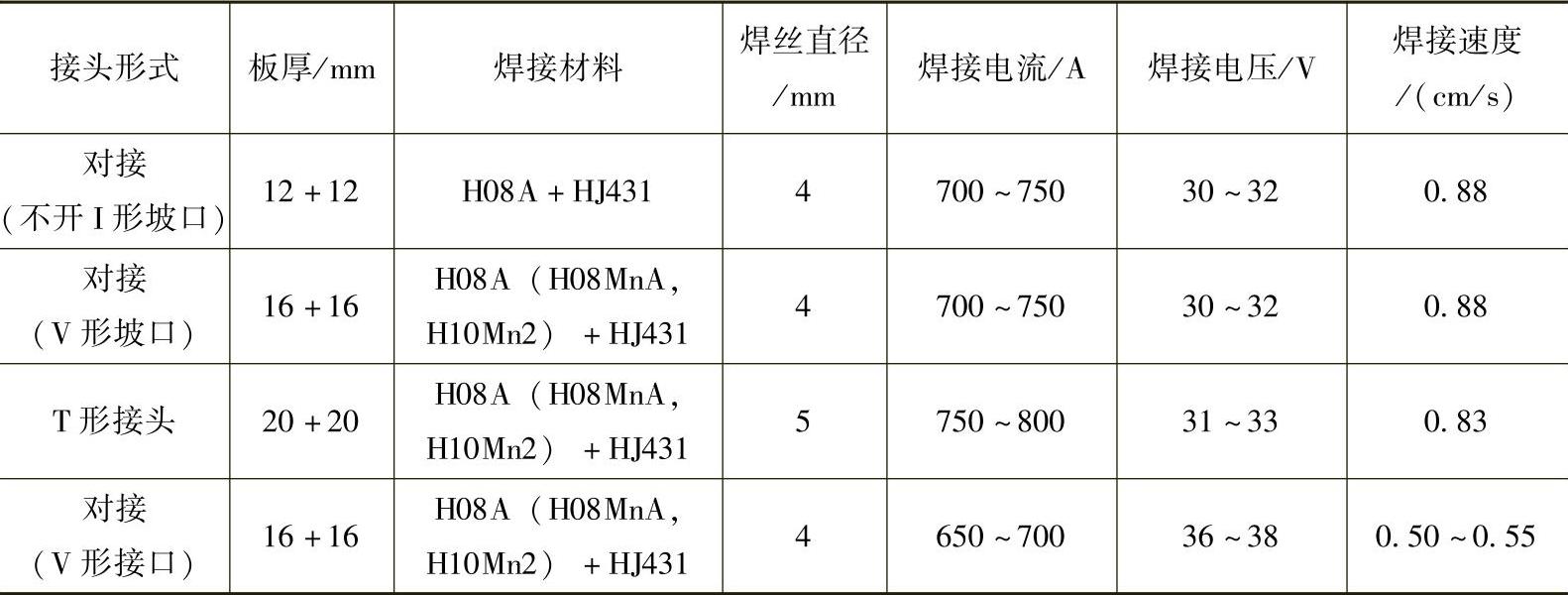
焊接材料可以按强度等级(或合金元素含量)低的Q235钢的等强度原则选用焊接材料,在此焊条电弧焊时选择了最常用的J42型酸性焊条,焊件厚度较大时选用碱性焊条,埋弧焊焊丝与焊剂的配合也选用了高硅高锰焊剂(HJ431)和H08A焊丝或10Mn2焊丝(见表2-22)。
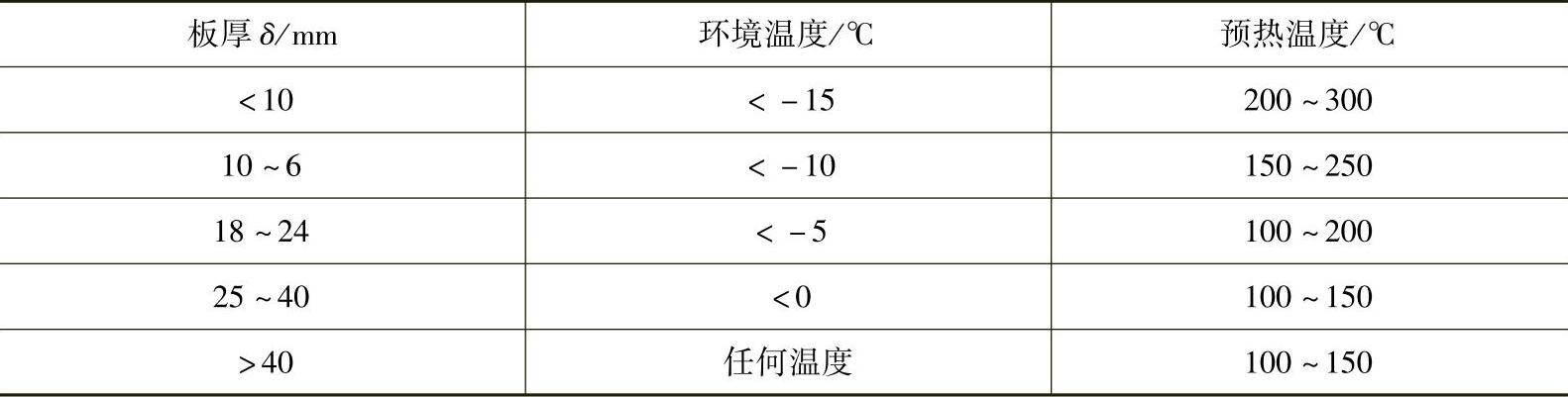
2)预热措施只在厚度大、结构刚性大及环境温度低时需要预热、一般不用焊后热处理,表2-23是Q235钢与Q345(16Mn)钢组合对接焊时推荐的预热温度。(https://www.xing528.com)
表2-23 Q235钢与Q345(16Mn)钢组合对接焊时推荐的预热温度
(2)20g钢与Q345钢与钢组合的焊条电弧焊(SMAW)、CO2气体保护焊及埋弧焊(SAW) 20g钢属于低碳钢中含碳量偏高的锅炉用钢,20g钢与Q345(16Mn)钢组合的焊接性与Q235钢与Q345(16Mn)钢基本相同,钢(20g)的强度级别低于Q345钢。焊接材料按20g钢等强度选择。
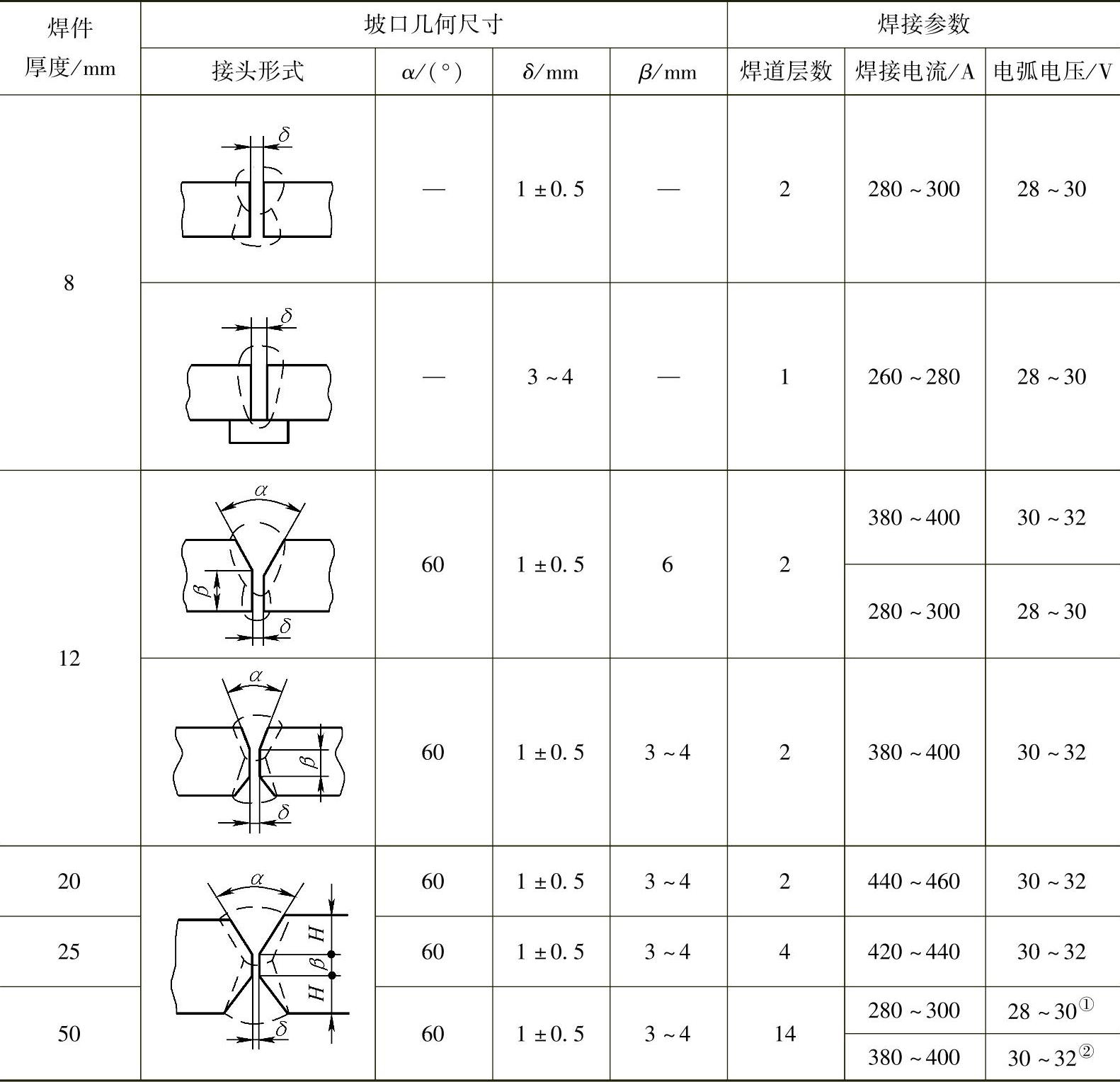
表2-24~表2-26分别是20g钢与Q345钢组合对接焊条电弧焊、埋弧焊及CO2气体保护焊的焊接参数。
表2-24 20g钢与Q345钢组合对接焊条电弧焊的焊接参数

表2-25 20g钢与Q345钢埋弧焊的焊接参数
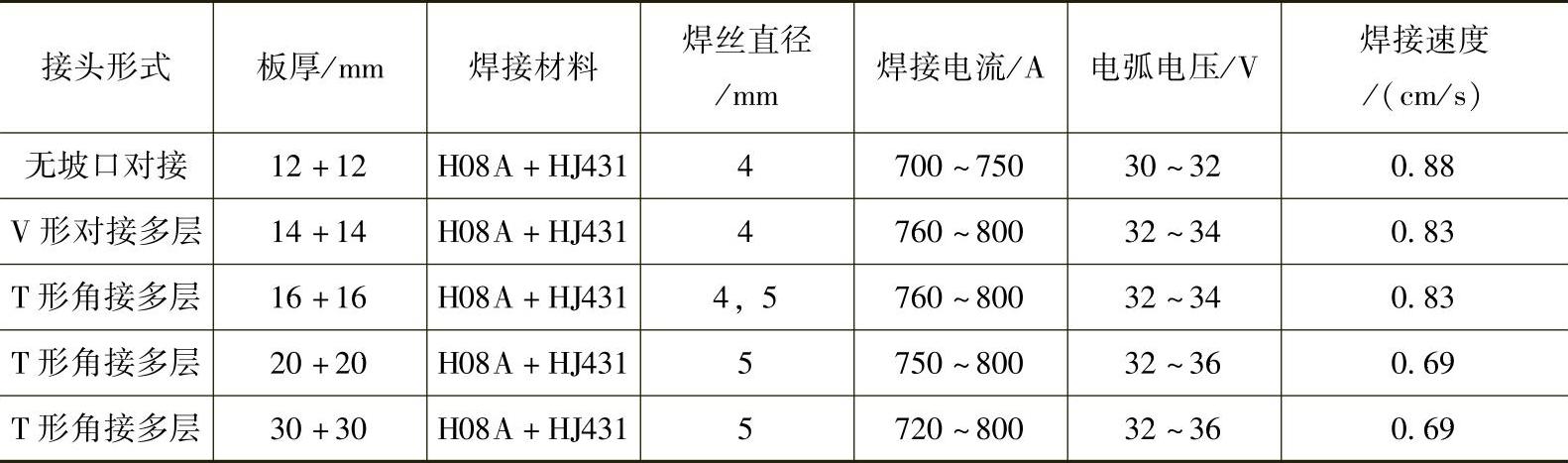
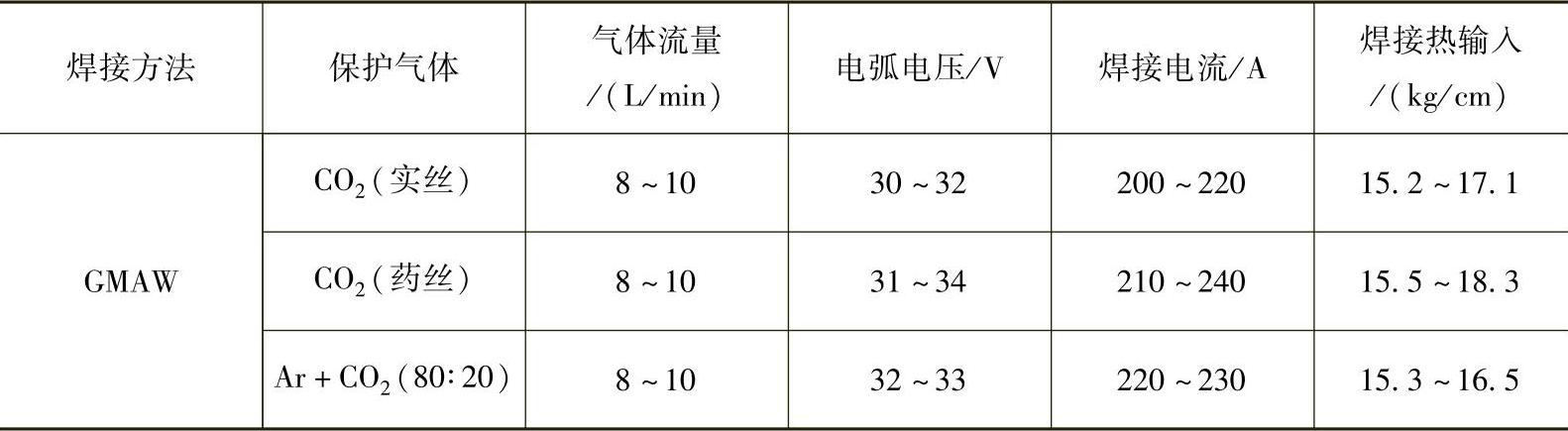
表2-26 20g钢与Q345钢对接CO2气体保护焊的焊接参数
注:H08Mn2SiA焊丝,其直径为2mm,气体消耗量1100~1300L/h。
①每面第一层;
②其余各层。
(3)异种低合金钢组合的摩擦焊 异种低合金钢组合摩擦焊的焊接参数及其焊接接头性能见表2-27及表2-28。
表2-27 异种低合金钢组合摩擦焊的焊接参数
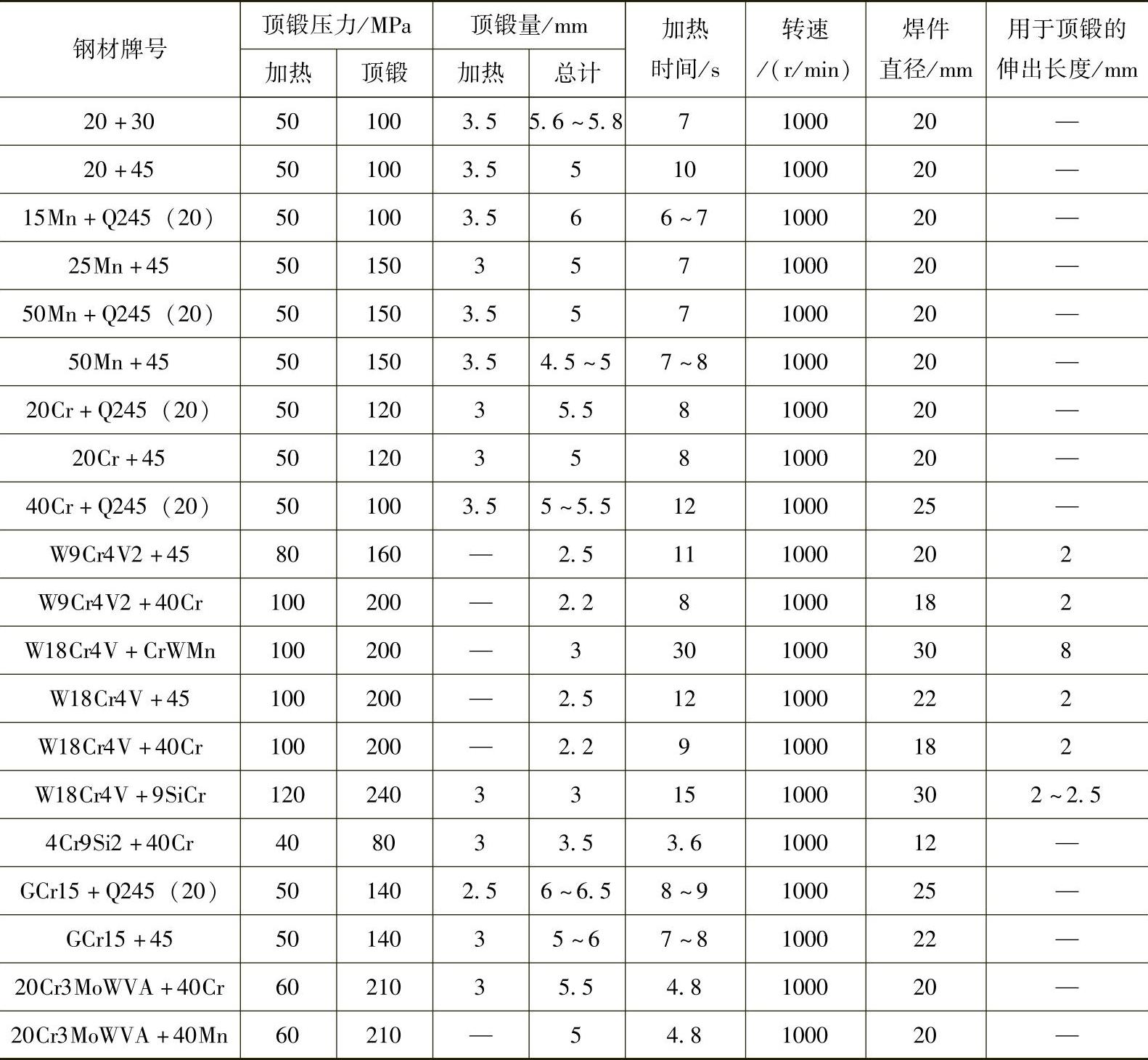
表2-28 异种低合金钢组合摩擦焊焊接接头的力学性能

(4)异种低合金调质钢35CrMo与40Mn2组合的摩擦焊 图2-4所示的是由35CrMo钢与40Mn2钢采用摩擦焊方法焊接而成的石油钻杆,这种钻杆是由带螺纹的工具接头和管体构成。35CrMo钢与40Mn2钢同属于中碳调质钢。表2-29~表2-31分别是其结构图尺寸、焊接参数及接头力学性能。
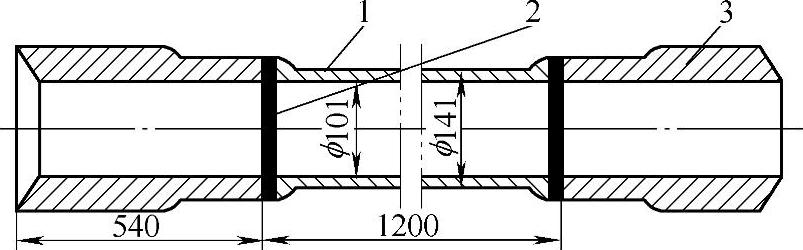
图2-4 石油钻杆的摩擦焊结构图尺寸
1—40Mn2钢 2—摩擦焊缝 3—35CrMo钢
表2-29 石油钻杆的横截面尺寸

注:石油钻杆的焊接是在专用摩擦焊焊机上进行的。
表2-30 摩擦焊焊接石油钻杆的焊接参数

表2-31 摩擦焊焊接石油钻杆的焊接接头力学性能

①强度值、冲击韧度均为两次试验的平均值。
(5)异种低合金钢(Ⅰ+Ⅱ及Ⅱ+Ⅳ)组合的焊条电弧焊、CO2气体保护焊及埋弧焊 焊接结构中经常会遇到异种低合金钢(Ⅰ+Ⅱ或Ⅱ+Ⅳ)组合的焊接,在厚板结构和较大拘束度或低温条件施焊时,异种结构钢焊接有产生冷裂纹的可能性。采取一定的工艺措施,则可避免冷裂纹的产生。
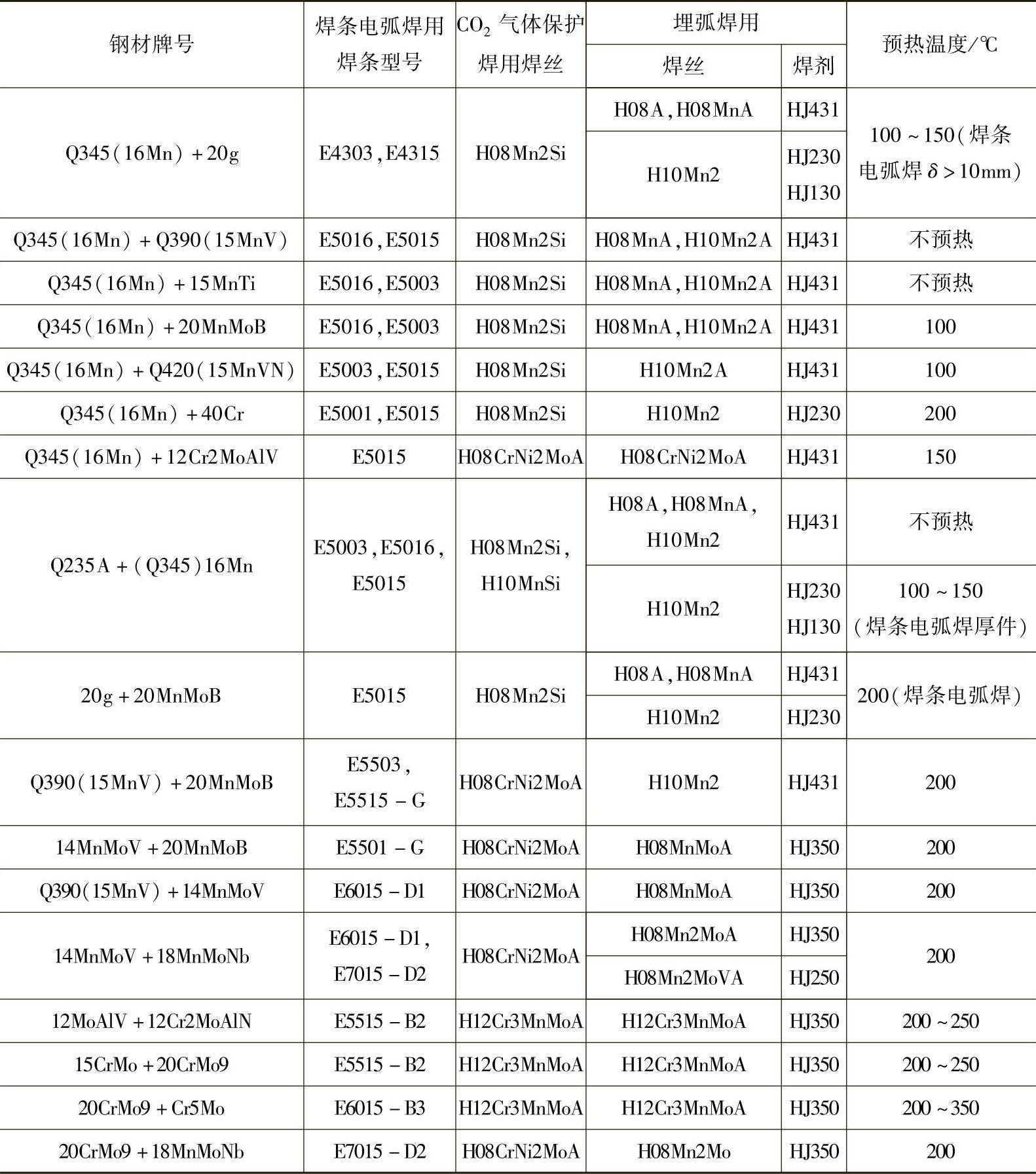
熔焊是异种低合金钢常用的焊接方法其焊接材料一般根据强度较低的母材选择,而焊接工艺应根据强度高的母材确定。常见异种低合金钢组合的焊接材料和预热温度见表2-32,焊条电弧焊和埋弧焊条件下,常见异种低合金钢组合的焊缝及焊接接头的力学性能见表2-33。
表2-32 常见异种低合金钢组合的焊接材料和预热温度
(6)异种低合金低碳调质钢组合(HQ130钢与HQ70钢)的MAG/CO2气体保护焊 低碳调质钢中的强度级别差距较大(如σs在490~980MPa之间),虽然都属于低碳调质钢,但因为合金元素不同,导致的强度级别不同,而焊接性差别较大。以HQ130钢与HQ70钢组合的熔焊为例,HQ70钢的屈服强度只有590MPa(抗拉强度σb=700MPa),而HQ130钢的σs>1000MPa(σb=1300MPa),而且HQ130钢的碳当量w(C)≥0.46%,因而HQ130钢比HQ70钢有较高的淬硬性和冷裂纹倾向,基本上属于中碳钢类的焊接特征。HQ70钢的焊接性接近热轧正火钢,有一定的淬硬倾向,比热轧正火钢淬硬倾向大,比中碳调质钢低得多。因此,HQ130钢与HQ70钢组合的焊接仍然属于不同淬硬倾向钢种的焊接,该组合的熔焊工艺要点如下:
表2-33 常见异种低合金钢组合焊缝及焊接接头的力学性能
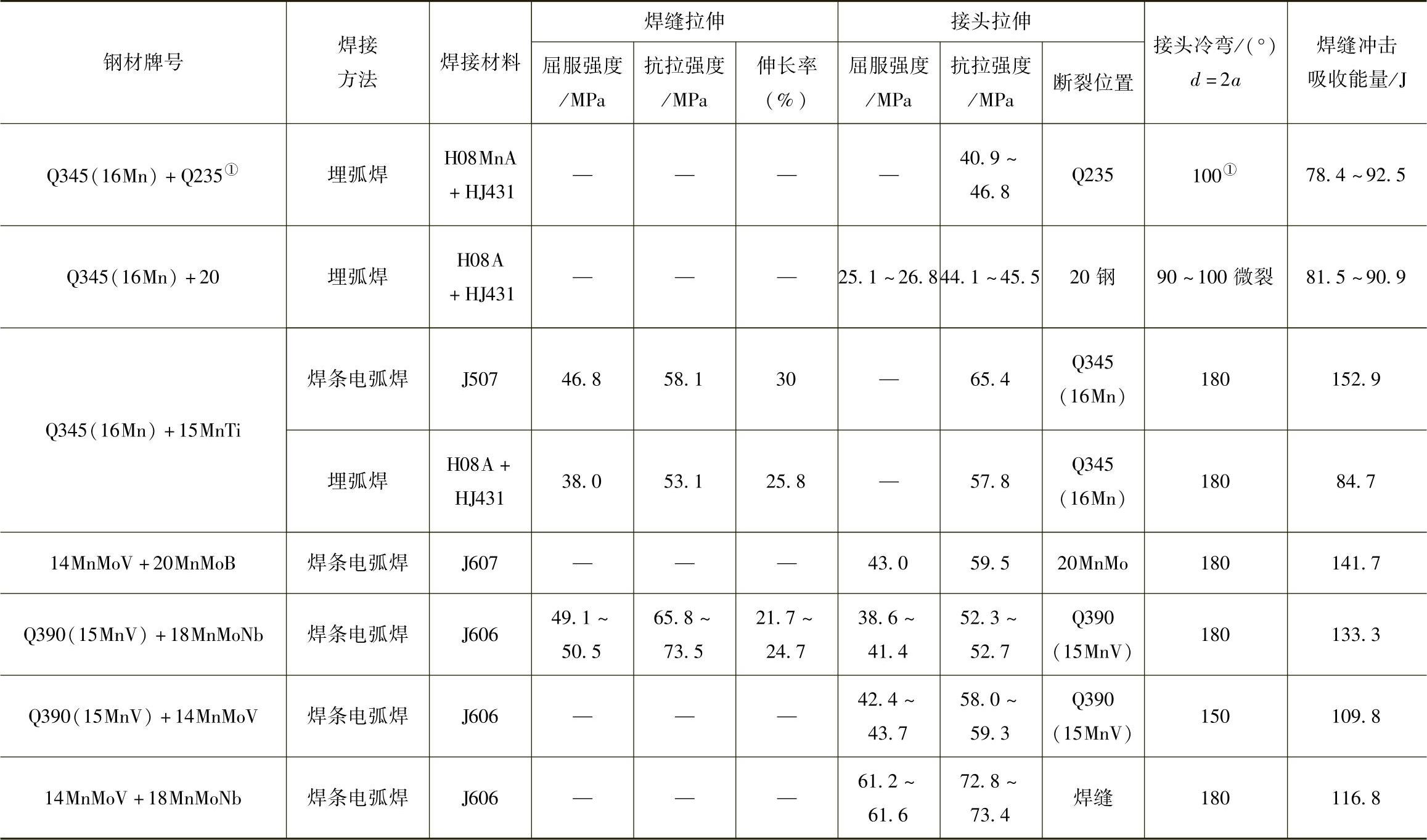
①在Q235钢熔合区开裂。
1)焊接方法的选择。由于对热循环敏感,要求能够严格控制热输入,要兼顾冷裂纹产生和热影响区软化或脆化,因此,热输入过大会降低热影响区的韧性,热输入过小则冷裂纹倾向大。因此,当厚度为12mm左右时,热输入以10~20kJ/cm范围比较合适。不同厚度都有最佳值。
2)焊接材料的选择,最好采用低强度匹配。
3)焊前不预热,焊后不进行热处理。HQ130钢与HQ70(HQ80)钢组合或高强钢采用MAG/CO2焊气体保护时,其焊接参数见表2-34。焊丝采用H08Mn2SiA或H08Mn2SiMoA,焊丝直径为1.0~1.2mm。
表2-34 HQ130钢与HQ70(HQ80)钢或高强钢组合的MAG/CO2焊的焊接参数
(7)异种低合金耐热钢组合的焊接 异种低合金耐热钢组合的焊接,仍然属于异种珠光体钢组合的焊接。低合金耐热钢有不同程度的淬硬倾向,在各种熔焊热循环决定的冷却条件下,焊缝金属和热影响区内可能形成对冷裂纹敏感的显微组织;大多数低合金钢都含有Cr、Mo、V、Nb、Ti等强碳化物形成元素,从而使接头的过热区有不同程度的再热裂纹(即消除应力裂纹)的敏感性;如果有害残余元素含量超过允许极限时,不会出现回火脆性或长时脆变。当焊接方法、焊接材料及热处理规范选择合理时,仍然会获得较良好的焊接接头质量。
常用低合金耐热钢的化学成分见标准GB 5310—2008和GB 6654—1996。常用低合金耐热钢对焊接方法有较强的适应性,例如,焊条电弧焊、埋弧焊、熔化极气体保护焊(MAG/CO2焊)、TIG焊、电渣焊、电阻焊及感应加热压焊等都可以用于低合金耐热钢。异种低合金耐热钢组合焊接,自然也可以采用上述方法。
异种低合金耐热钢组合焊接材料的选择比较简单,原则上按合金元素较低的一侧母材钢种选择,例如15CrMo钢与12Cr2Mo钢组合的异种焊接接头,可选用R302或R307焊条,以及H08CrMoA焊丝。因为结构设计时总是将异种钢接头布置在工作温度较低的一侧,接头力学性能可以满足产品技术条件的要求,且焊接工艺也比较简单。常用异种低合金耐热钢组合焊接材料的选用见表2-35。异种低合金耐热钢的焊后热处理,以按合金元素较高的一侧母材的热处理规范来选择。
表2-35 常用异种低合金耐热钢组合焊接材料的选用
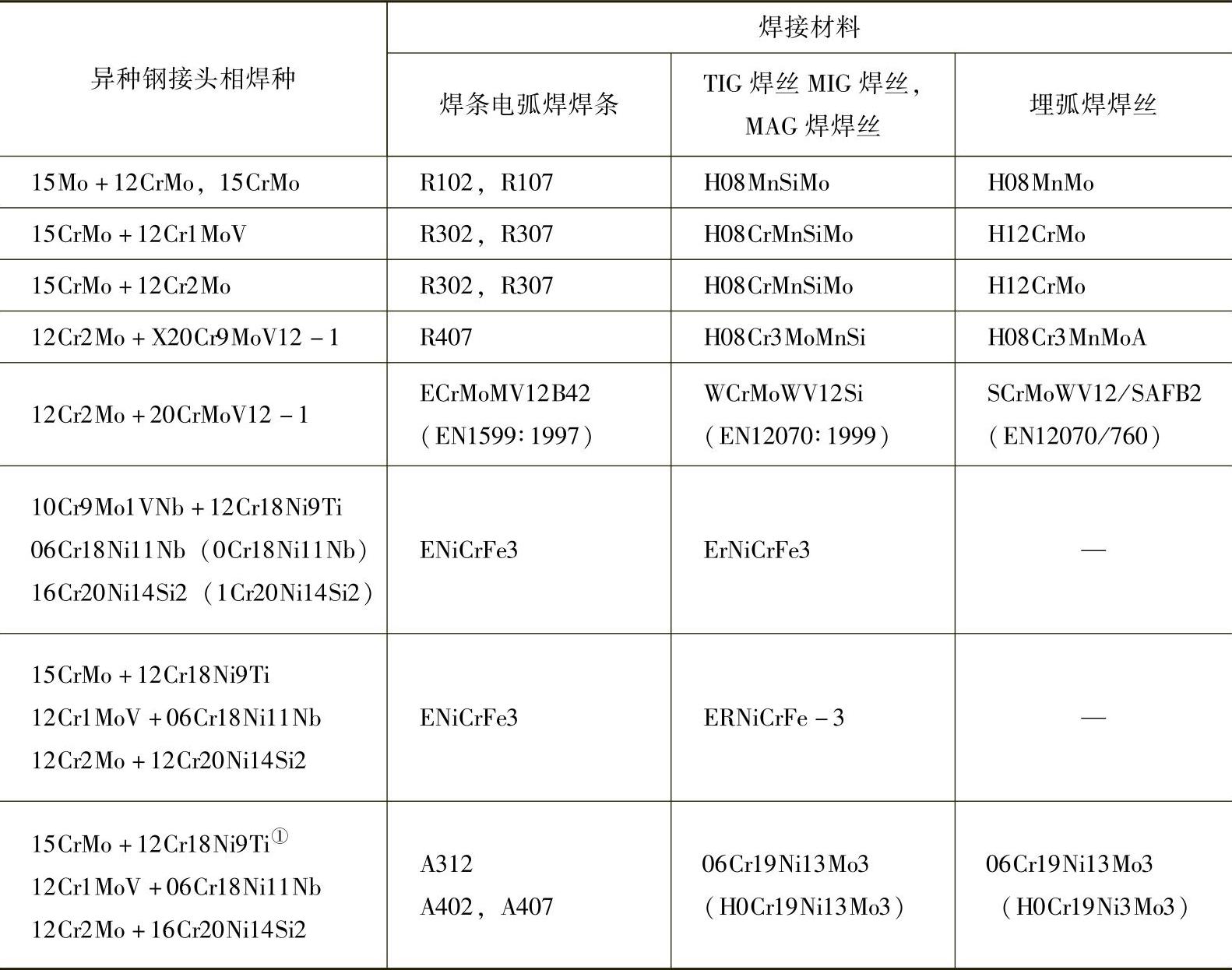
①只适用于工作温度低于400℃的异种钢接头。
各国制造法规对低合金耐热钢制品的最低焊后热处理温度都相应有标准规定,对不同低合金钢种的最低预热温度也都有制造法规规范的参数,大体都在80~150℃之间,选择原则也是按淬火倾向较高的一侧钢种来确定。预热温度主要根据钢的碳当量、接头拘束度和焊缝金属含氢量来决定,并不是预热温度越高越好。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。