



1.扩散焊的基本工艺特征
(1)扩散焊的基本特征 扩散焊(Diffusion Bonding)是压焊的一种。扩散焊是指两焊件紧密贴合,在真空或保护气氛的保护下,使平整光洁的焊接表面在一定温度和压力的同时作用下,保持一段时间,使接触面之间的原子相互扩散完成焊接的方法。由此可见,扩散焊主要是依靠焊接表面微观塑性变形,达到紧密接触,使原子相互大量扩散而实现焊接的。
扩散焊虽然属于热压焊范畴,但是扩散焊应用的压力一般较小,焊接表面发生的塑性变形量也很小,限制在微观范围内。其他热压焊(如电阻焊、摩擦焊)的压力则很大,产生相当大的塑性变形。加热温度两者基本相同扩散焊在焊接温度下一般均要有足够的保温扩散时间,影响接头质量的主要因素是扩散过程。
扩散焊是在热压焊的基础上发展起来的,并吸收了钎焊的某些优点,发展了一些新的工艺方法。因此,除上述特征外,扩散焊还具有以下主要特点:
1)扩散焊接头的显微组织和性能与母材接近或相同,不产生各种熔焊时缺陷,也不存在具有过热组织的热影响区。焊接参数易于控制,在批量生产时接头质量稳定。
2)扩散焊可以进行内部及多点、大面积构件的连接,以及电弧可达性不好或用熔焊方法不能实现的连接。可焊接其他焊接方法难于焊接的材料。
3)扩散焊是一种高精密的连接方法,焊件不变形,可以实现机械加工后的精密装配连接,能获得较大的经济效益。
4)对于塑性差或熔点高的同种材料,或对于不互溶或在熔焊时产生脆性金属间化合物的异种材料,扩散焊是一种可靠的方法,适合于耐热材料(耐热合金、钨、钼、铌、钛等)陶瓷、磁性材料及活性金属的连接。在扩散焊研究与实际应用中有70%涉及异种材料的连接。
(2)扩散焊的缺点 其主要缺点如下:
1)焊前对焊件表面的加工清理和装配质量要求十分严格(要求连接表面的粗糙度Ra<0.8mm,需要真空辅助装置等。
2)焊接热循环时间长,单件焊接生产率较低。
3)设备一次投资较大,而焊件的尺寸受到设备的限制。
4)对焊缝的焊合质量尚无可靠的无损检测手段。
扩散焊多用于焊接各种小型、精密、复杂焊件,尤其适合于焊接用熔焊和钎焊难以满足质量要求的焊件,它不仅在核工业、航天、导弹等尖端技术领域中为解决各种特殊材料的焊接提供了可靠的工艺手段,而且在机械制造工业中也被广泛地应用,如金属切削刀具的制造(钢与硬质合金的焊接)、发动机缸体与气门座圈的连接、涡轮机叶片的焊接、汽车差动齿轮孔镶衬套(薄壁青铜套)等。
用扩散焊还可以将陶瓷、石墨、石英、玻璃等非金属与金属材料焊接,例如钠离子导电体玻璃与铝箔或铝丝焊接成电子工业元件等。
2.扩散焊接头基本类型及扩散焊焊接方法的分类
扩散焊接头有同种金属材料组合、异种金属材料组合、加中间扩散层的同种金属材料组合,以及加中间扩散层的异种金属材料组合等4种组合类型,如图1-17所示。

图1-17 扩散焊接头4种组合类型
a)同种材料 b)同种材料加中间扩散层 c)异种材料 d)异种材料加中间扩散层
同种材料组合的扩散焊焊接过程是建立在完全依靠被焊材料原子的自扩散的基础上。而不同种材料组合,包括加中间扩散层的,除自扩散外,还充分利用了某些元素,特别是某些最容易扩散元素的异类材料扩散(异扩散)和反应扩散的规律来大大加速扩散过程。过渡液相法的出现,又大大加速了扩散焊焊接过程。
自扩散是纯金属中的原子或固溶体中溶剂原子的迁移运动,异扩散是指溶质原子在溶剂晶体点阵中的迁移运动;反应扩散是指扩散过程中引起化合物产生与分解的原子迁移运动,一般发生在不能形成无限固溶体且有相变过程发生(称作相变扩散)的同种或异种金属材料组合的接头中。相变扩散与反应扩散比纯粹的扩散过程要复杂。无论异扩散、相变扩散、还是反应扩散,都会使扩散过程中发生浓度的突变,加速扩散过程。
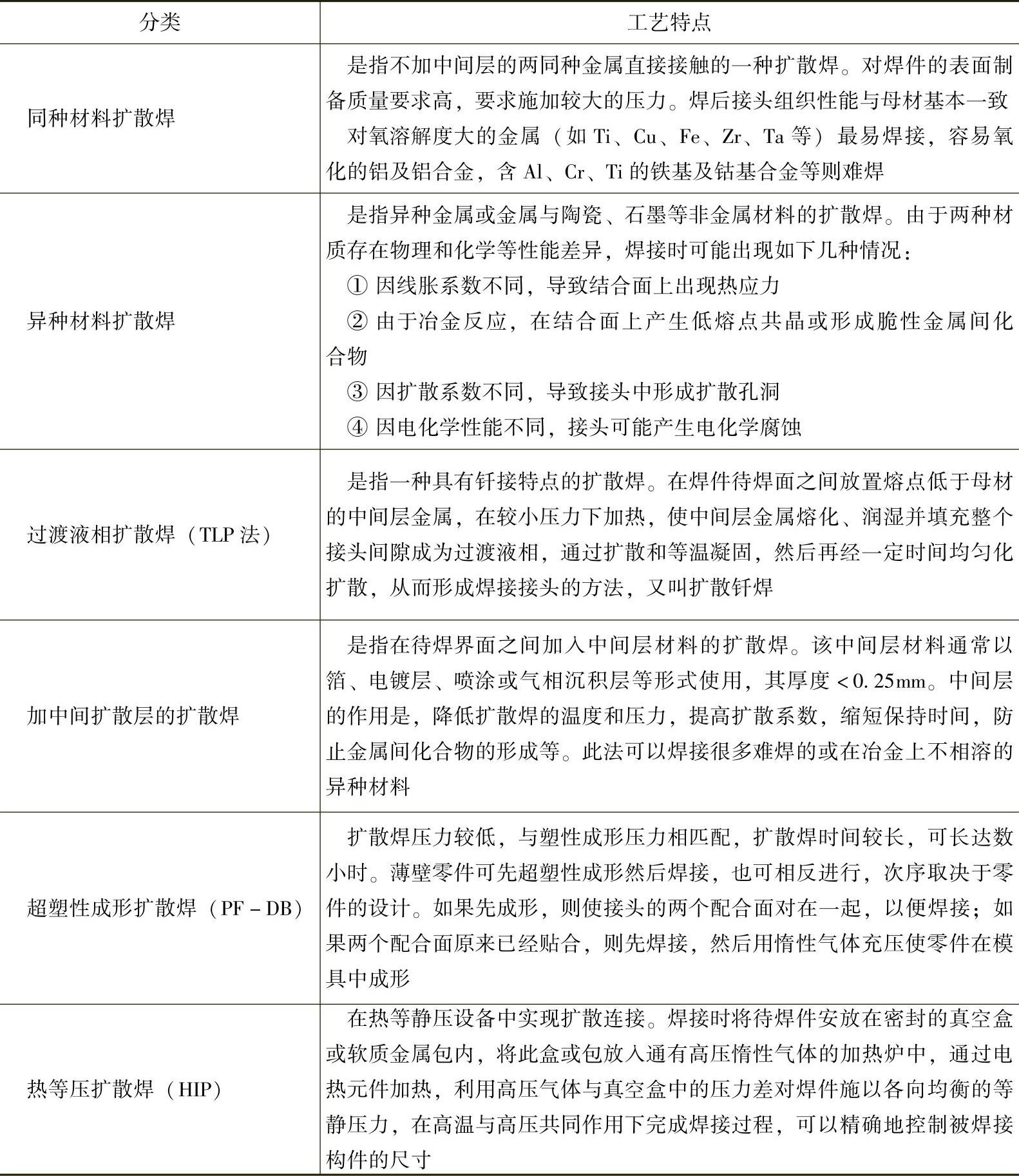
扩散焊是正在不断发展的一种焊接技术,有关其分类、机理、设备和工艺在不断地完善和向前发展。根据被焊材料的组合和工艺,扩散焊的分类及特点见表1-42。
表1-42 扩散焊的分类及其特点
3.同种金属组合的扩散焊
(1)不加中间扩散层的同种金属组合扩散焊 同种金属组合扩散焊的焊接过程完全是建立在被焊金属材料原子的自扩散基础上。在扩散焊加热和保温过程中,同种金属接触界面上焊接区的金属原子由于获得了能量,在点阵中从平衡振动状态振幅加大,而跳跃到相邻晶粒的晶格点阵中去置换相邻晶格中相应位置的原子,由于该晶粒受到挤压而发生畸变,降低了该晶格中原子的激活能,则向相邻跳跃,而恢复其结构。如此连续的置换和空穴的移动,构成了同种金属接触界面上原子的双向扩散过程。此外,金属界面由于接头制备过程中的机械加工出现硬化层,此硬化层上的晶粒被挤压而发生畸变和缺陷,更进一步降低了其活化能,提高了界面原子的扩散系数,所以,纯金属或固溶体金属的同种材料扩散焊首先在双金属界面发生原子的双向迁移,而形成共同晶粒。
同种金属组合扩散焊自扩散的扩散系数比异种金属无限固溶体组合扩散焊自扩散的扩散系数小得多,所以异种金属组合扩散焊比同种金属组合扩散焊会更容易一些。
同种金属(纯金属或合金)组合扩散焊过程中,压力的作用仅限于使双金属界面发生物理接触,将界面上的氧化层压碎并在加热到再结晶温度下分解,同时使表面加工的粗糙度的微观凸起压溃、发生微塑性变形、发生再结晶以及引起界面晶粒中点阵的畸变,利于扩散加速进行。同种金属组合扩散焊时,由于界面原子双向迁移的概率相等,所以不存在扩散孔洞的发生。因此,压力的作用在扩散过程的第二阶段就不再明显,甚至可以取消,以便提高具有加压系统的专用扩散焊机的利用率。所以,在同种金属组合扩散焊时,只需开始的第一阶段加上焊接压力,然后在无压力情况下进行扩散处理。
同种金属组合扩散焊虽然不会发生扩散孔洞,但会在界面上发生接头界面孔洞,为此需要加热温度高、压力大、保温时间长才能消失。为此,同种金属组合扩散焊的焊件表面制备质量要求比加中间层的A+C+A型或A+B异种金属扩散焊要求的制备质量要高得多。如果焊件表面制备质量低,则会需要极长的保温时间来进行缓慢的扩散过程,才能消除界面孔洞,甚至需要数天而不是几分钟或几小时。
同种金属组合扩散焊由于不存在接头化学成分的均匀化问题,焊接时间(保温时间)可以短一些。如果只要求接头强度符合要求,不要求界面完全消失和组织均匀化,甚至允许一定数量的界面孔洞存在,则可以缩短保温时间。
无中间扩散层的同种金属或合金组合扩散焊要求大压力和表面制备高质量是其特点之一,压力在第二阶段可以撤销,保温时间可以缩短是其特点之二。但实际焊接生产中很少有人这么做。实际生产中,焊接参数的确定常常根据试焊所得接头性能选出一个最佳值(或最佳范围)。
由于扩散焊的接头质量好,而且稳定,几乎适合所有金属材料的焊接。虽然扩散焊的成本较高,但在电子及核工业等高质量要求的重要场合,依然得到了成功的应用。熔焊焊接性较好的金属材料,不推荐采用扩散焊,如碳钢和某些合金钢。只有熔焊焊接性极差的金属材料及一些异种金属组合的金属材料,才采用扩散焊,因为只有扩散焊才能获得极高质量的接头,如高温合金、钛及其合金、镍及其合金、铝及其合金等,以及钢与上述金属及其合金的异种金属组合的接头。在有特殊要求的条件下,钢铁材料也可以采用扩散焊。
(2)加中间扩散层的同种金属组合扩散焊 加中间扩散层的接头组合可以是如图1-17所示的A+C+A,也可以是A+C+B,即同种金属扩散焊和异种金属扩散焊都可以加中间扩散层,是扩散焊的间接焊接法。两种间接扩散焊的中间扩散层起的作用是相同的。由于同种金属加了中间扩散层,也就变成了A+C的连接方式的异种金属组合焊接。中间扩散层的主要作用是:改善材料表面的接触、降低对焊件表面制备的要求、减小所需的压力、改善扩散条件、加速扩散焊过程、降低扩散焊温度和缩短扩散焊时间等;改善冶金反应、避免或减少形成脆性金属间化合物的倾向、避免或减少因被焊材料之间的物理、化学性能差异过大而引起其他冶金问题。
所选择的中间扩散层材料应具有以下特点:
1)容易发生塑性变形,含有加速扩散的元素,如B、Be和Si等。
2)物理、化学性能与母材的差别比被焊材料之间的差异小,不与母材发生不良冶金反应,如产生脆性相或不希望的共晶相。
3)不会在接头上引起电化学腐蚀问题。
通常中间扩散层是熔点较低(但不低于扩散焊接温度)、塑性较好的纯金属,如Cu、Ni、Al和Ag等,或者是母材成分接近含有少量易扩散低熔点元素的合金。
中间扩散层厚度一般为几十微米,以利于缩短均匀化扩散处理的时间。厚度在30~100μm时,可以采用箔片的形式放在待焊表面之间,不能轧制成箔片的中间扩散层材料,可以采用电镀、真空蒸镀、等离子喷涂的方法,也可以直接将中间扩散层材料涂覆在待焊处表面,镀层厚度可以仅有几微米。中间扩散层厚度可以根据最终成分来计算、初选,通过试验修正确定。
加中间扩散层的工艺,具有能够焊接一般方法不能焊接的某些特殊材料的能力。即使是同种金属材料采取A+A和A+C+A方式,都可以获得良好效果的场合,A+C+A的效果会更好,因为接头不会发生界面孔洞和扩散孔洞。表1-43是一些常见同种金属材料加中间扩散层扩散焊的焊接参数。
表1-43 同种金属材料加中间扩散层扩散焊的焊接参数(https://www.xing528.com)
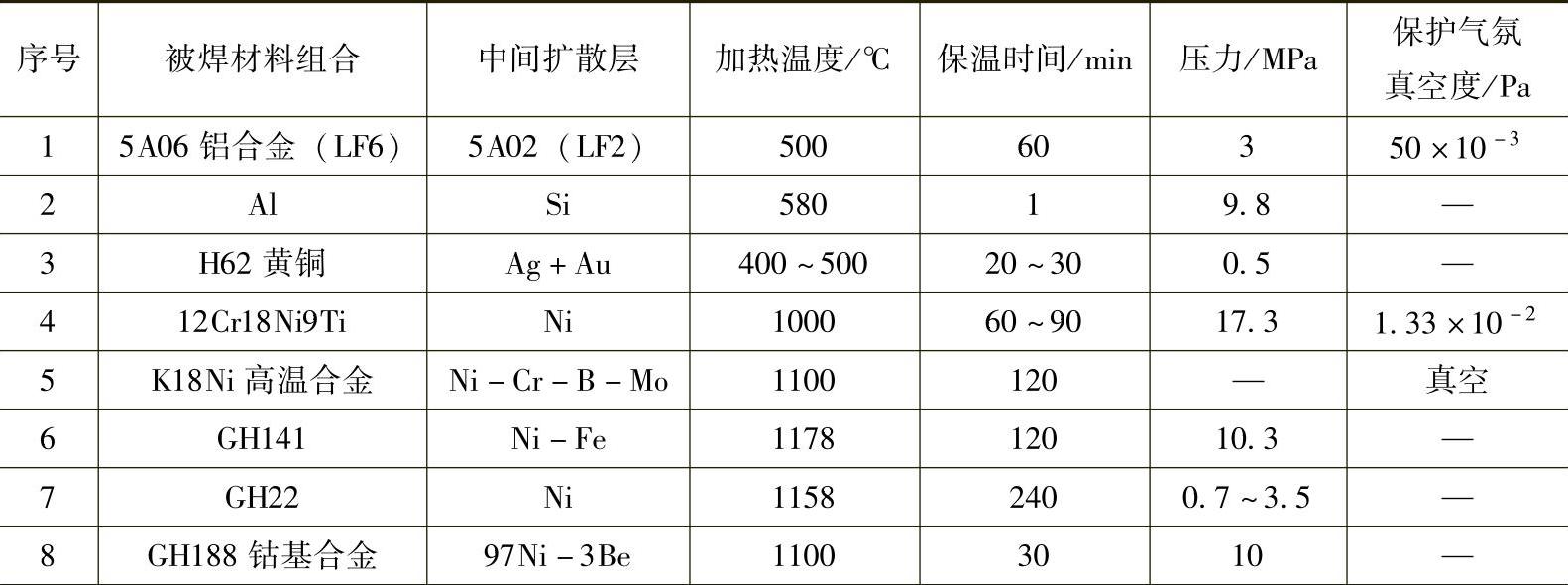
(续)
4.异种金属组合扩散焊
异种金属组合扩散焊是指如图1-17所示的A+B及A+C+B两种组合的扩散焊,A+C+A组合也应属于异种金属组合扩散焊范畴。
(1)扩散焊焊接方法对异种金属焊接的适应性 当两种金属材料的冶金相容性极差时,熔焊方法很难焊接,这时采用扩散焊就非常适宜。
表1-44是各种材料组合(包括金属与非金属)采用扩散焊的可能性。
表1-44 各种材料组合采用扩散焊的可能性
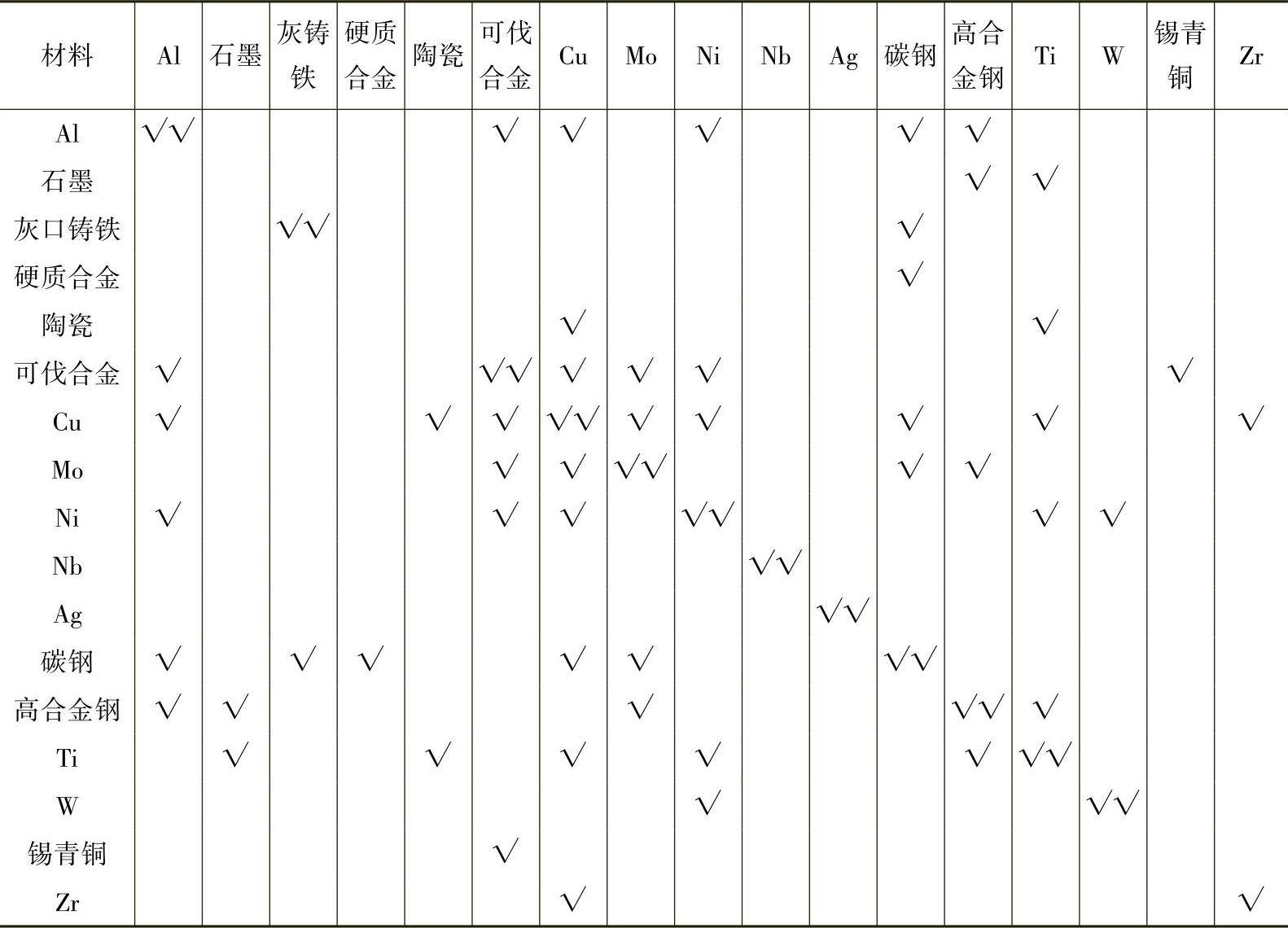
注:√—焊接性良好;√√—同种金属焊接;空白处为焊接性无相关数据。
异种金属组合扩散焊有两种形式:A+B和A+C+B,显然该表所示的应是异种金属材料的扩散焊直接焊接方法,即无中间扩散层的金属组合(A+B)扩散焊的可能性。
(2)不加中间扩散层的异种金属扩散焊 异种金属材料的化学成分及化学性能、物理性能的差别越显著,即两种材料的熔点、线胀系数、电磁性及氧化性差异越大,直接扩散焊的难度就越大。由于两种材料的扩散系数不同,易使接头产生扩散孔洞;界面上冶金反应可能产生低熔共晶相或金属间化合物而导致产生裂纹。
将两种不同的材料A与B进行扩散焊接,若A与B都是纯金属,则有三种可能的情况:即无限固溶、有限固溶并形成低熔共晶相和中间金属化合物。
A与B无限固溶(如Cu-Ni、Ti-Ta等二元系)形成连续固溶体,是最容易进行扩散焊的。除了注意防止扩散孔洞的生成外,不会产生什么冶金方面的反应,导致接头性能变坏。但对形成低熔共晶相和中间化合物的情况,则要根据对接头性能的要求及使用条件分别对待。
在不同类材料的扩散焊中,一般都尽力设法防止中间金属化合物的生成。如果实在无法避免,也要严格控制温度和时间,限制化合物层的厚度在影响接头性能的临界值以下,或者采用加过渡层的方法,以免接头变脆。
对于形成低熔共晶相的情况可有两种选择:当接头内根本不允许低熔点相存在时,就要严格控制在低熔共晶反应温度以下进行扩散焊;当接头内允许有低熔点相时,则可充分利用这种反应来加速焊接过程的进行。仍以Ni+Ti组合为例,图1-18是镍与钛二元合金相图。如果将接头加热到960℃以上,即产生共晶反应,利用这个反应可以进行共晶反应扩散焊。其原理如图1-19所示。
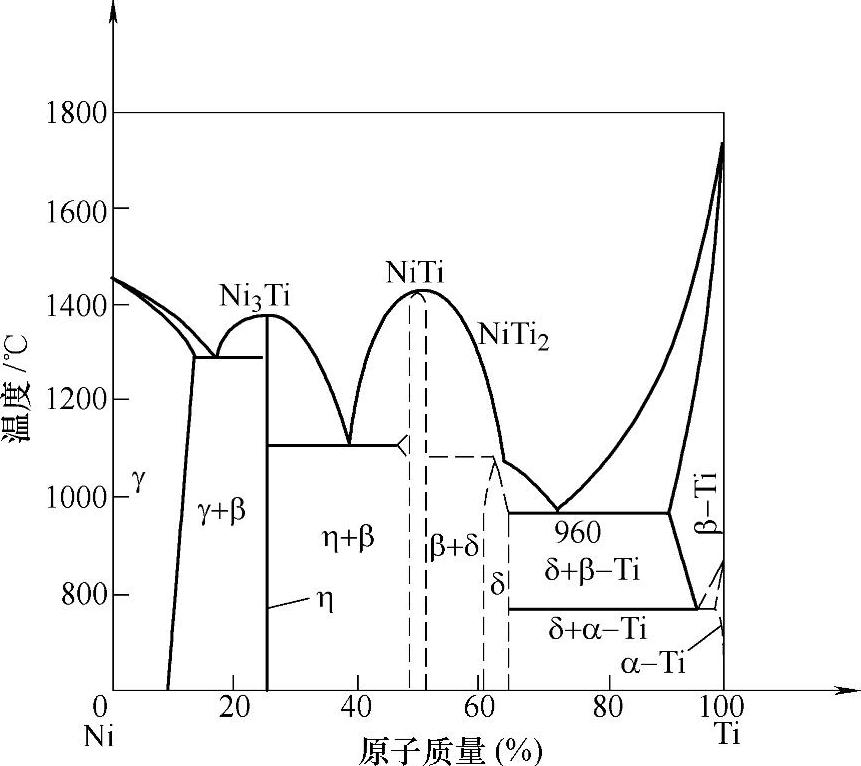
图1-18 镍与钛二元合金相图
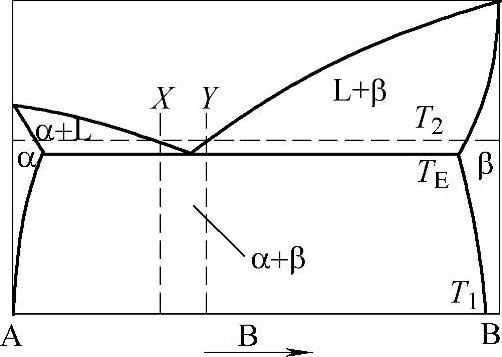
图1-19 共晶扩散焊原理图
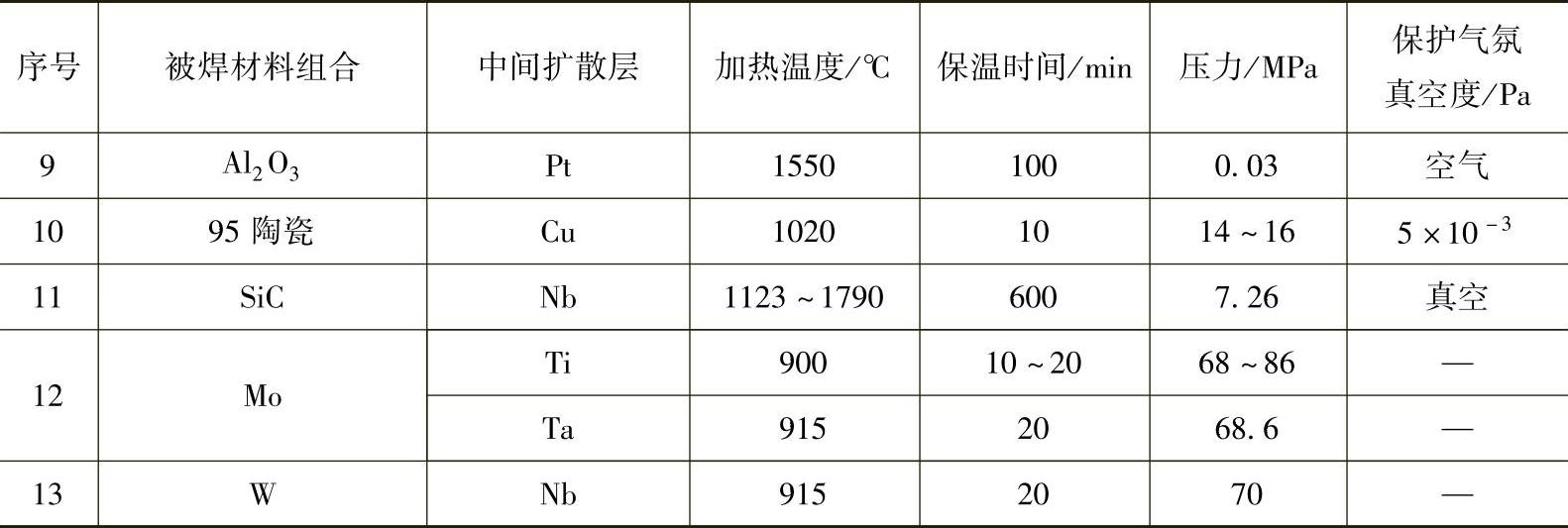
假定将A与B两个可形成共晶相的金属扩散焊在一起,当加热温度超过了共晶温度TE,达到T2,并在T2处保温,于是A与B界面间开始扩散,扩散结果迅速在A与B界面的两侧分别形成α和β固溶体和具有x和y成分的液体层。冷却至T1,液体凝固形成α+β共晶体,同时在A与B中分别各形成一层α和β固溶体。这样通过扩散共晶反应达到焊接的目的。应当指出,加热温度高于共晶反应温度TE时,共晶反应将进行得很快,若不加控制,可使大量的A和B金属按共晶成分形成液相而流失,不易达到焊接的目的,因此,在A-B这样简单的二元系统中,利用共晶反应,进行扩散焊一定要严格控制加热温度及保温时间。如设想组成A-B-A这样一个扩散系统,夹在A中的B是一个薄层,则在共晶反应温度以上所形成的液体量就被B的含量所限制,B很快就被消耗。继续在T2保温,液相中的B原子不断向A中扩散,A原子也不断向液相中扩散,液相的成分迅速改变,凝固温度也不断地提高,最后在保温过程中逐渐凝固而形成接头。这就是共晶反应过渡液相扩散焊。一些常用异种金属材料组合扩散焊的焊接参数见表1-45。
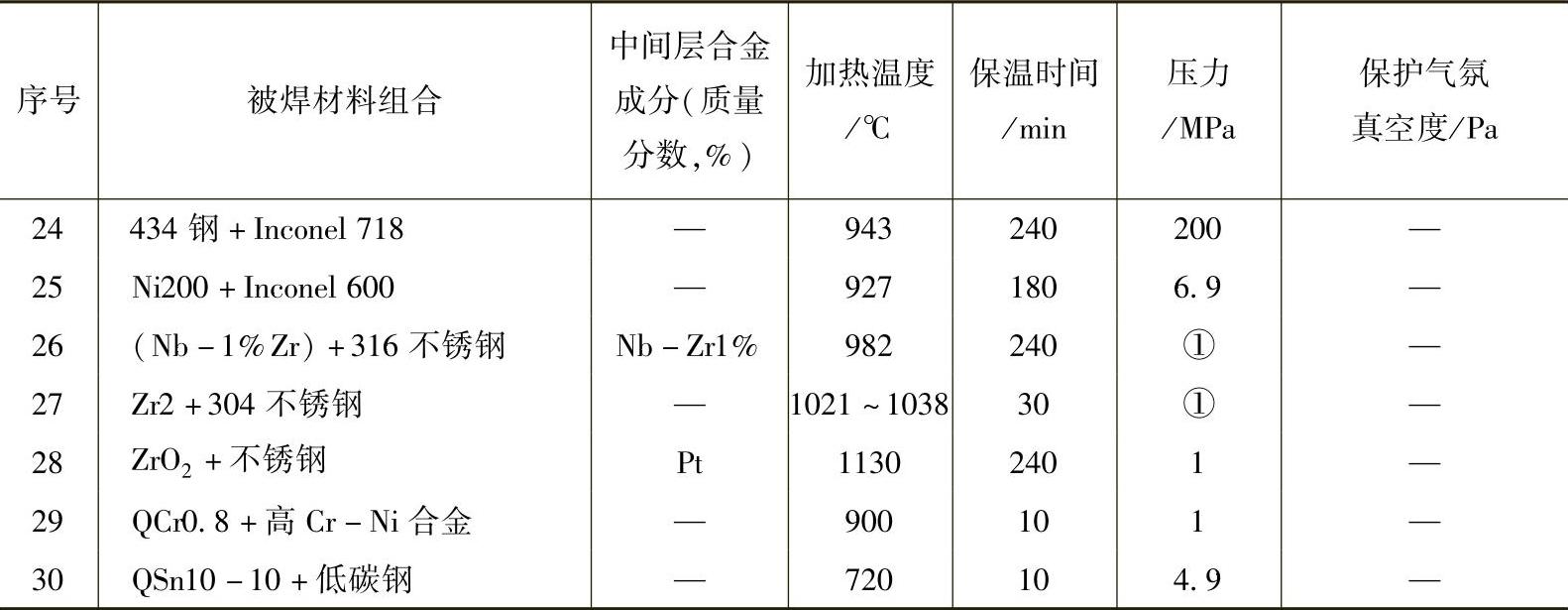
表1-45 一些常用异种金属材料组合扩散焊的焊接参数
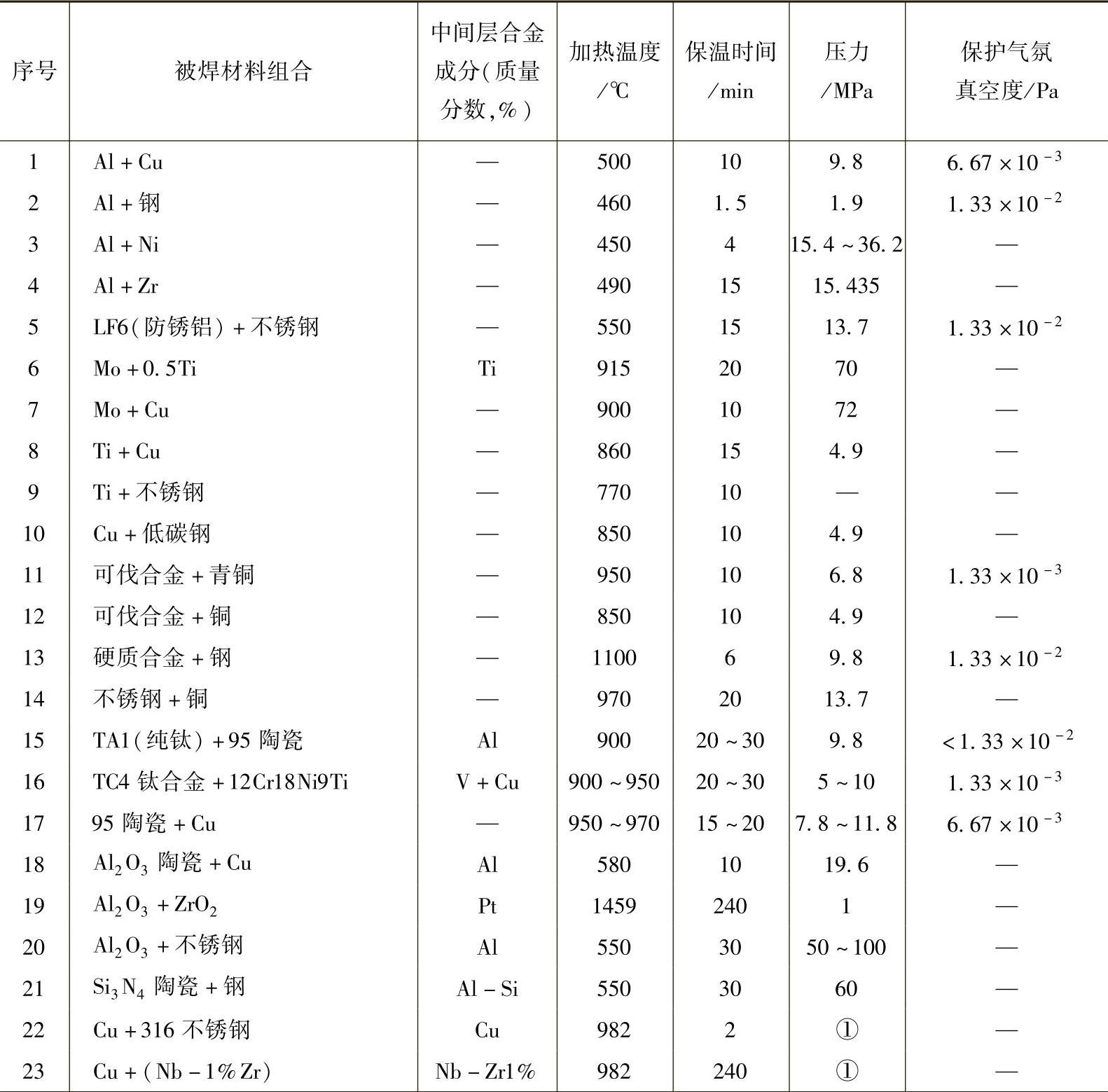
(续)
异种金属组合扩散焊在确定其焊接参数及条件时,应注意表1-43中异种金属扩散焊容易出现的3个工艺缺陷,即扩散孔洞、应力变形和低熔共晶相及金属间化合物。其中扩散孔洞是异种金属组合扩散焊所特有的,同时也与同种金属扩散焊一样,存在界面孔洞。异种金属直接扩散焊接头质量出现的所有问题都和上面3个工艺缺陷有关。如果异种金属组合加上中间扩散层,则上述大部分问题都可以解决。
(3)加中间扩散层的异种金属扩散焊 加中间扩散层的异种金属扩散焊,是异种金属扩散焊保证接头质量的有效手段,可大大突破表1-43所示的异种金属组合适应的扩散焊范围,成为几乎万能的异种金属焊接方法。中间扩散层的作用与A+C+A形成的同种金属组合加中间扩散层C完全一样,对于A+C+A或A+C+B组合都有如下优点:
1)利用活化扩散元素或低熔共晶反应促进扩散过程,可提高生产率。
2)降低了对焊件表面制备质量的要求。
3)可以降低焊接温度与压力,从而减少焊件的变形。
4)可焊接各种不同类型的异种金属、非金属等冶金上完全不相容的材料。
5)根据需要,可防止中间金属化合物和低熔共晶相的生成。
在A+C+B组合形式中,中间扩散层选择原则与A+C+A的C基本相同。中间扩散层C的材料相对基体A和B应具备一些如下相同的性能:
1)含有容易向基体中扩散或降低中间扩散层熔点的元素,如B、Be和Si等。
2)塑性好、易变性。
3)不与基体A和B产生不希望的冶金反应。C与A及B的物理、化学性能差别小于A和B之间的差别。
4)完全扩散到基体内以后,对基体的性能没有不良影响。
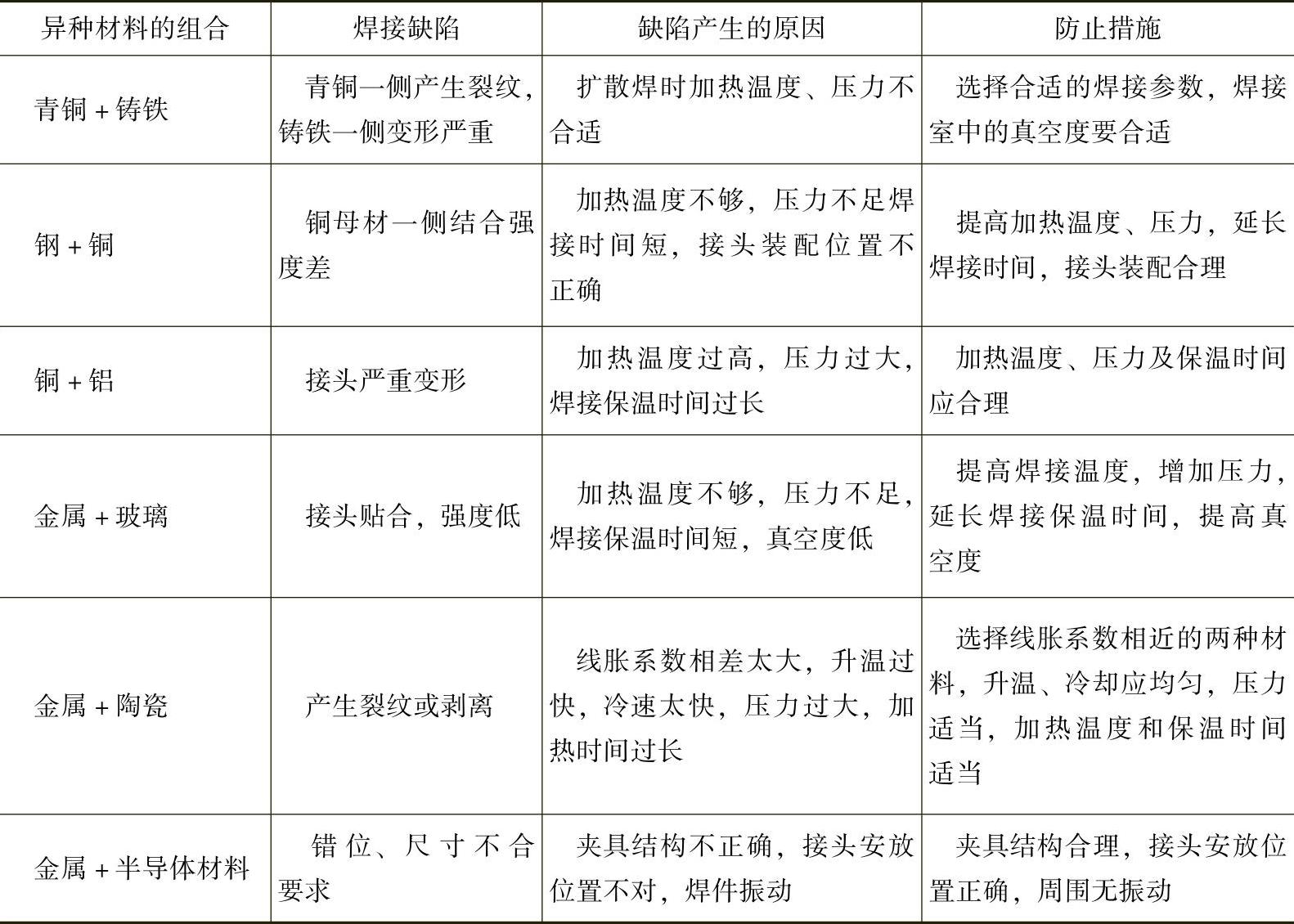
中间扩散层材料是纯金属,如Ti、Ni、Cu和Al等,也可以是含有活化扩散元素或降低熔点元素,而成分与母材A和B相近的合金,许多标准的钎焊合金都常用来作中间扩散层材料。表1-45中也显示了异种金属加中间扩散层的焊接参数与对应的中间扩散层的合金种类。A+C+B的中间扩散层的制备方法及尺寸与A+C+A完全一样。异种金属扩散焊无论A+B还是A+C+B形式,都得通过焊接参数的合理选择来实现无缺陷的接头质量。表1-46显示的是由于焊接参数选择不当引起的焊接缺陷、产生原因及解决措施。
表1-46 异种材料扩散焊的缺陷、产生的原因及解决措施
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。