



1.常用弧焊方法的相关工艺特点
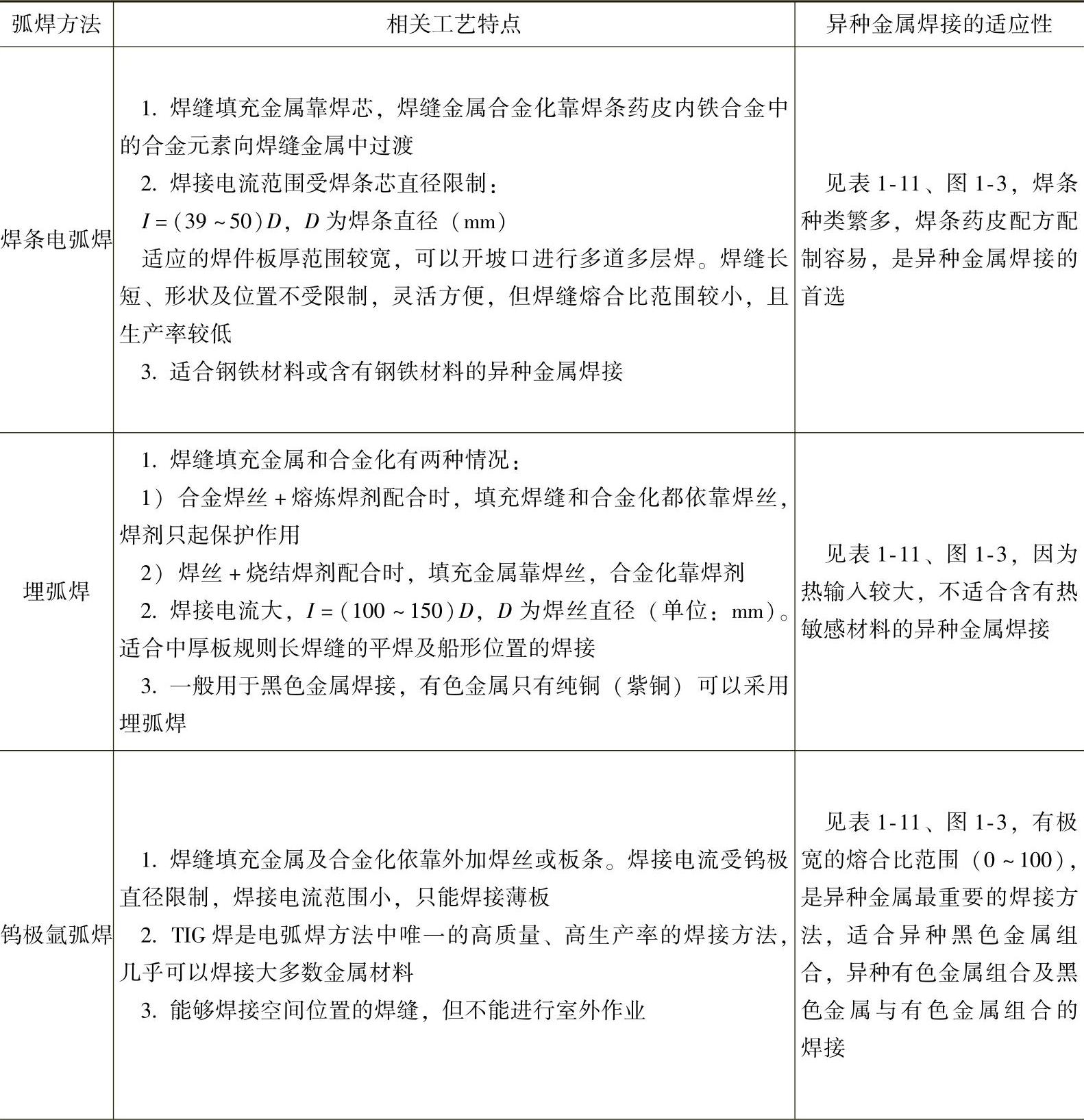
图1-3中,焊条电弧焊(SMAW)、钨极氩弧焊(TIG)(即钨极气体保护焊)、熔化极气体保护焊(GMAW)及埋弧焊(SAW)四种焊接方法都是以焊接电弧作为热源的弧焊焊接方法,表1-10显示了常用弧焊的工艺特点及其对异种金属焊接的适应性。
表1-10 常用弧焊的相关工艺特点及其对异种金属焊接的适应性
(续)
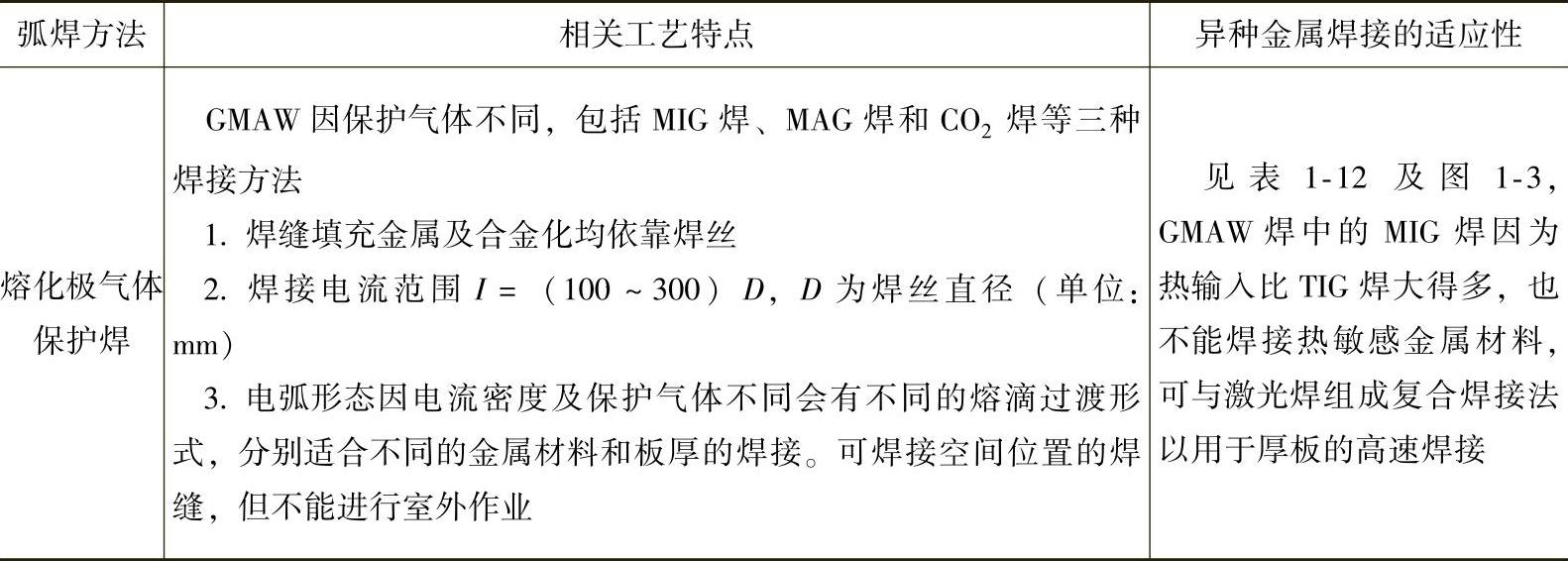
表1-11 异种金属接头组合电弧焊的焊接适应性
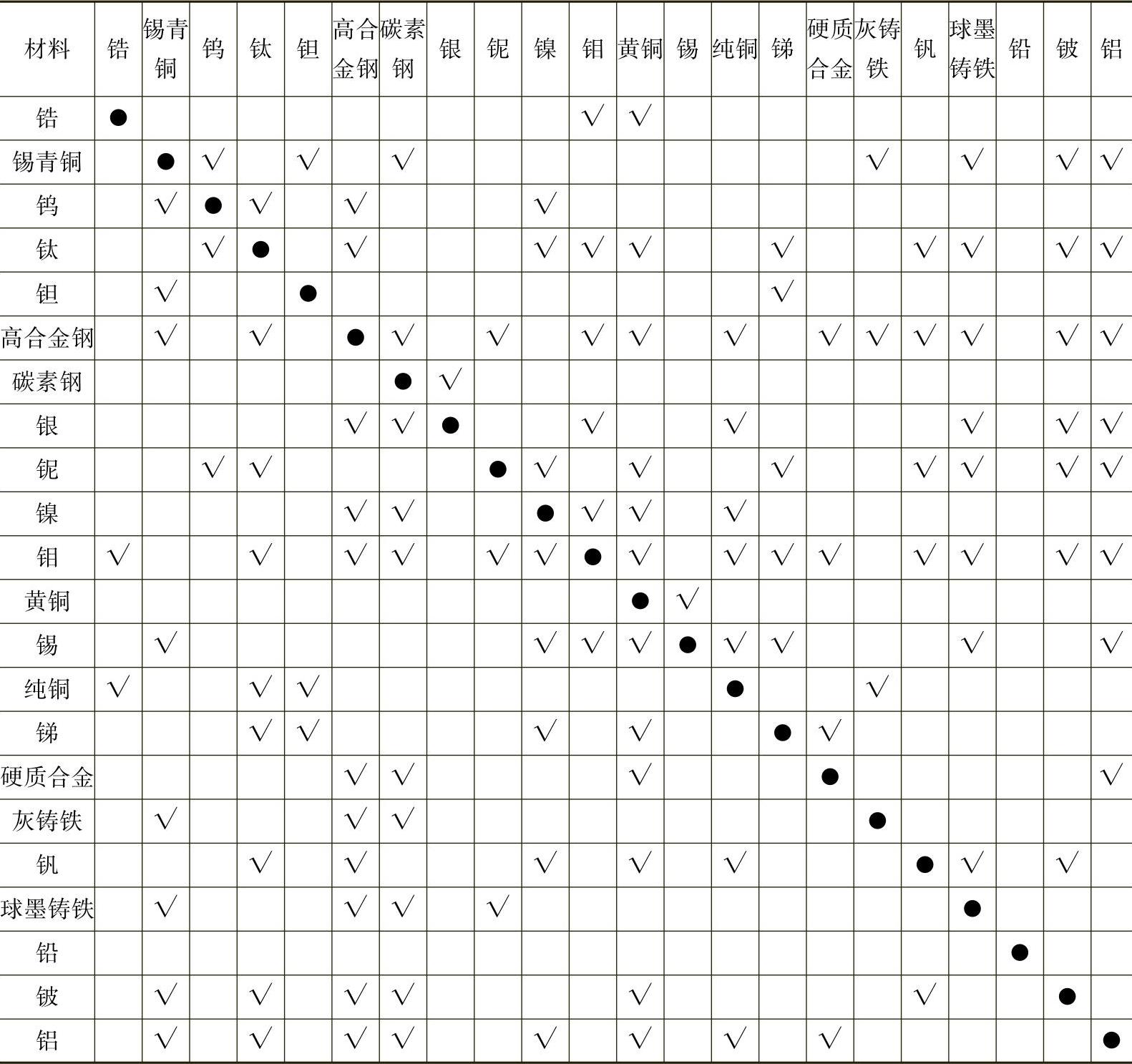
注:√—焊接性良好;●—同种金属焊接;空白处为焊接性差或无数据。
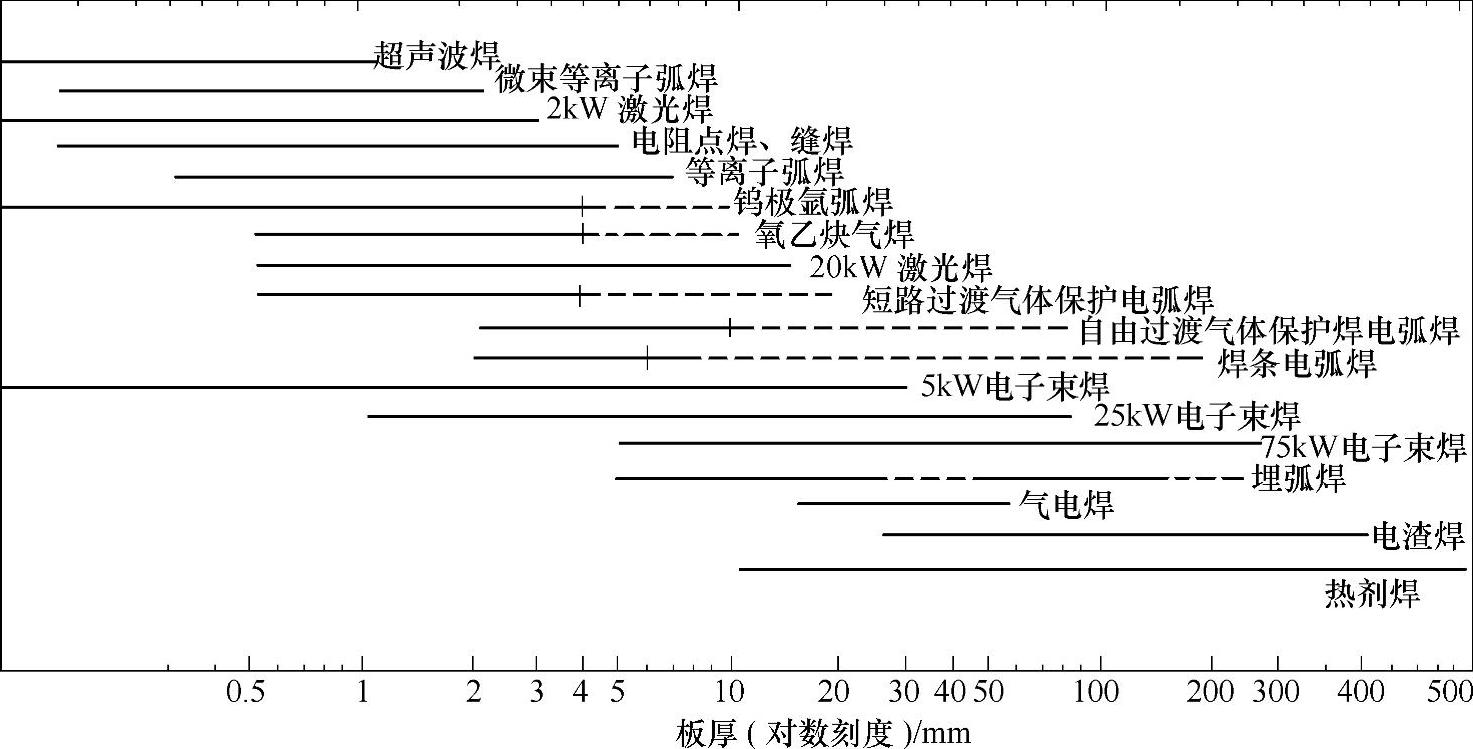
图1-3 常用焊接方法推荐的适用焊件厚度
2.异种金属组合的弧焊典型焊接工艺
(1)铜与铝组合的埋弧焊 铜与铝接头基本上用于电力设备,以及与导电性或导热性有关的结构,铝的密度比铜的小、价格低,以铝代替铜是这类铜-铝结构的经济原则。与钢铁材料相比较,铝与铜的热物理性能的差别还不算大,因此没有以钢代铜之说。
铝-铜在液态时,相互无限互溶;固态时则有限固溶,会形成金属间化合物。在有限溶解度内接头可以形成共同晶粒,以铝为溶剂,以铜为溶质,铜在铝中的固态溶解度只有13%左右,如图1-4所示的铜与铝二元合金相图。因此,铝与铜的焊缝金属应当是铝基合金,可采用铝焊丝作为填充金属。在铜侧开半U形坡口,铝侧不开坡口。半U形坡口内预置ϕ3mm的铝丝,以增加焊缝中铝的比例。
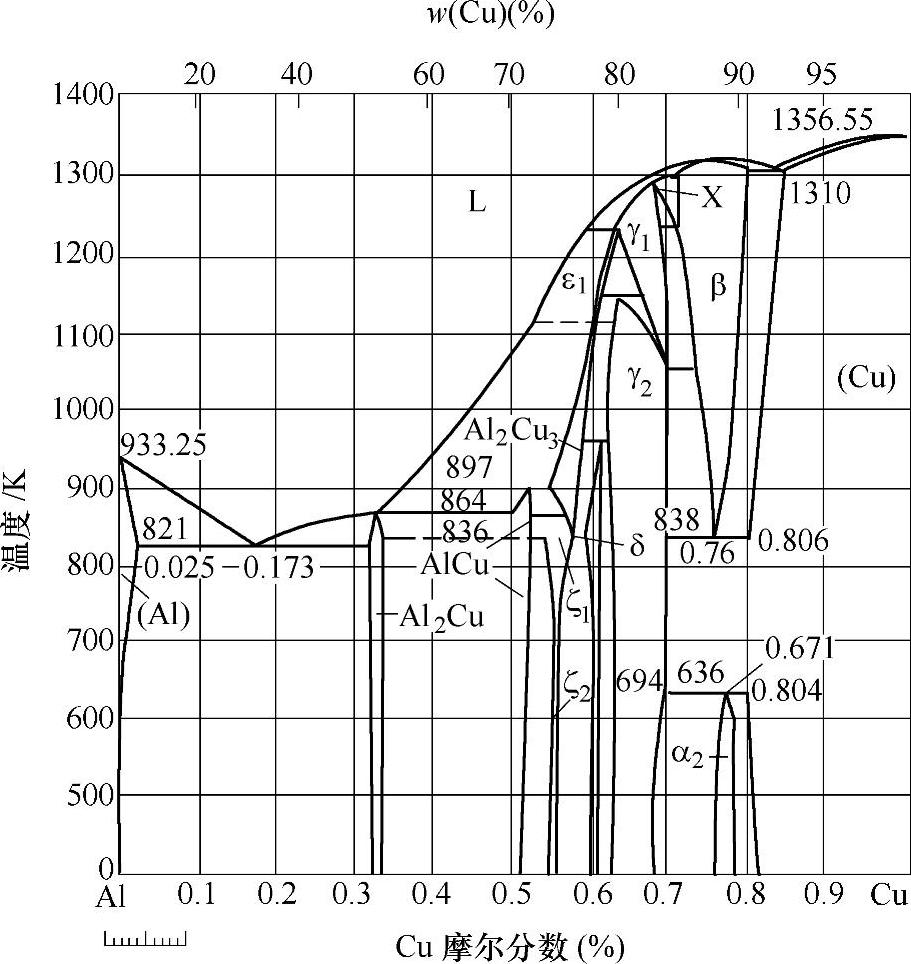
图1-4 铜与铝二元合金相图
由于铜的熔点比铝高出424℃,线胀系数高出40%,电导率高出70%(见表1-1),因此,焊接电弧应指向铜侧,电弧与铜母材坡口上沿的偏离值l为焊件厚度的0.5~0.7倍,以达到均匀熔化,并且采用铝焊剂进行渣保护,铝焊剂的化学成分(质量分数)为:NaCl20%、KCl50%、水晶石30%。铜与铝异种金属组合埋弧焊接头形式示意图如图1-5所示。
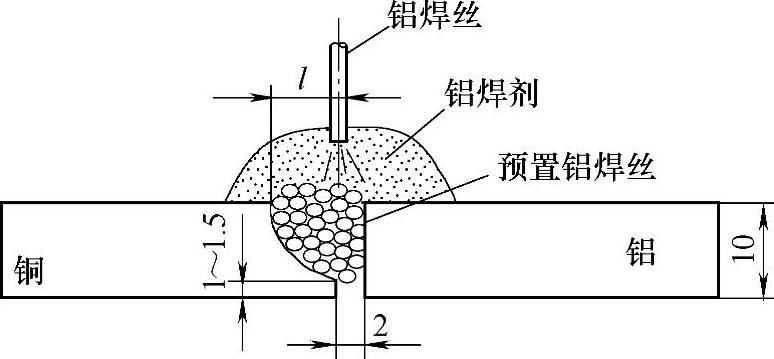
图1-5 铜与铝埋弧焊接头形式示意图
表1-12是铜-铝组合的埋弧焊的焊接参数。
表1-12 铜-铝组合的埋弧焊的焊接参数
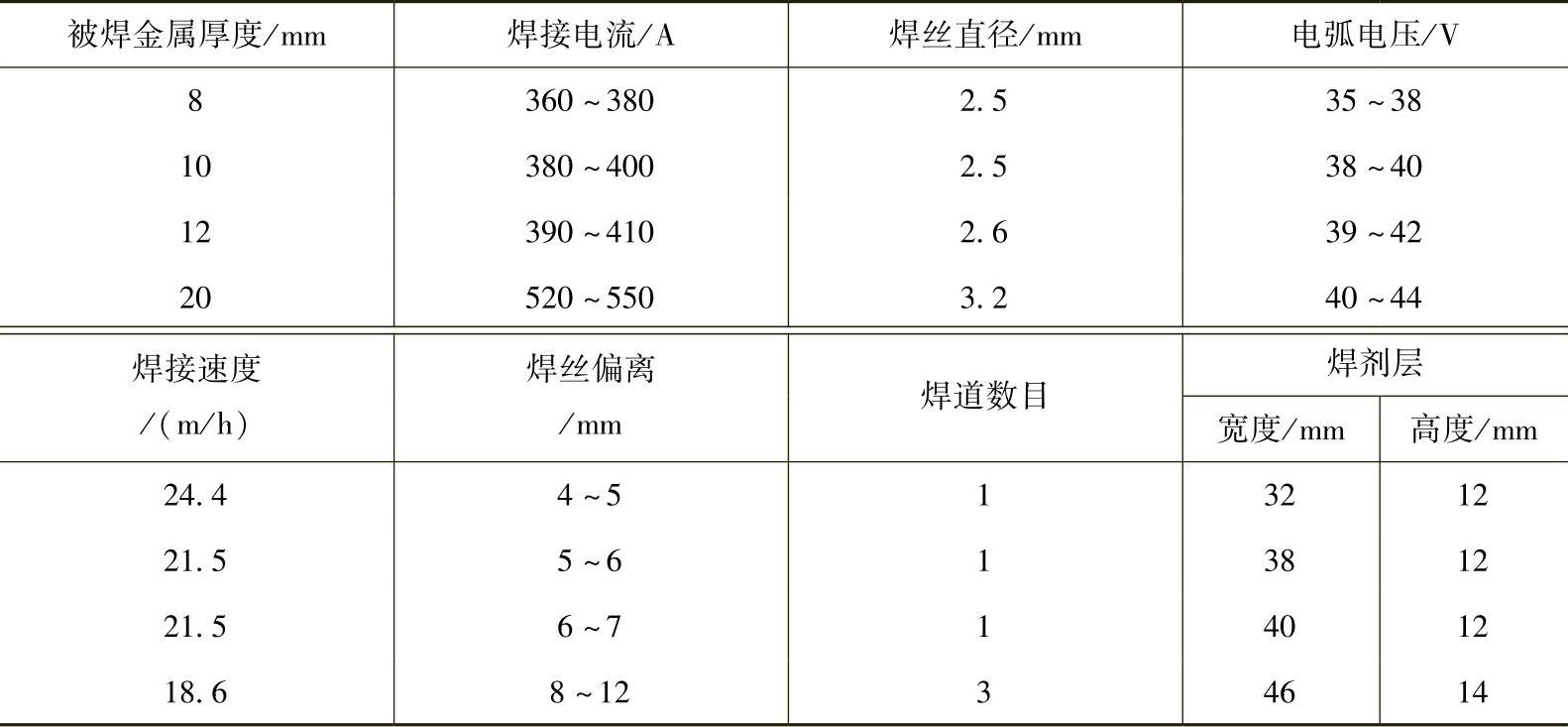
铜与铝组合埋弧焊焊接工艺的关键是,如果焊缝金属中铜的质量分数在8%~10%之间,则可以获得满意的接头力学性能。但不要超过13%,否则从图1-4所示的合金相图中可以看出,焊缝中容易形成各种金属间化合物,如Al2Cu、AlCu、Al2Cu3等。还应尽量缩短液态铝和固态铜的接触时间。在接头铜侧3~10μm内形成金属间化合物的几率最高,而且是不可避免的。在接头铝侧是铜在铝中的固溶体带,在金属间化合物区内的显微硬度很高,使接头强度降低很多。为此,必须将金属间化合物区的厚度减小到小于1μm才不致影响焊接接头的强度。埋弧焊高速度焊接是解决方案之一,如表1-12中焊接速度高达20m/h以上时,加入锌、镁能限制铜向铝中过渡;加入钙、镁能使表面活化,易于填满树枝状结晶的间隙;加入钛、锆、钼等难熔金属有助于细化组织;加入硅、锌元素能减少金属间化合物。
对于铜与铝组合接头的焊接,埋弧焊不是唯一具有工艺适应性的焊接方法,其他焊接方法如TIG焊、电子束焊、摩擦焊等都有较好的适应性。只有在中厚板、长直焊缝或环缝长焊缝条件下,埋弧焊的优势才可以充分发挥出来。另外,只有当焊条电弧焊对铜与铝焊接没有相应的焊条时,才采用埋弧焊。
(2)钢与铜组合的埋弧焊 钢铁材料是铁基合金,不管钢铁材料是什么化学成分,都视为这些合金元素在Fe中的固溶体,可能是有限固溶体。图1-6为铁与铜的二元合金相图。
液态时铁和铜无限互溶,固态时则有限互溶,不形成金属间化合物。以铜为溶剂,铁为溶质,从液态随着温度的下降,铁在铜中的溶解度逐渐下降,铜的温度为1094℃时,铁在铜中的溶解度为4%,650℃时为0.2%,温度再降低时,溶解度已经无明显地变化。
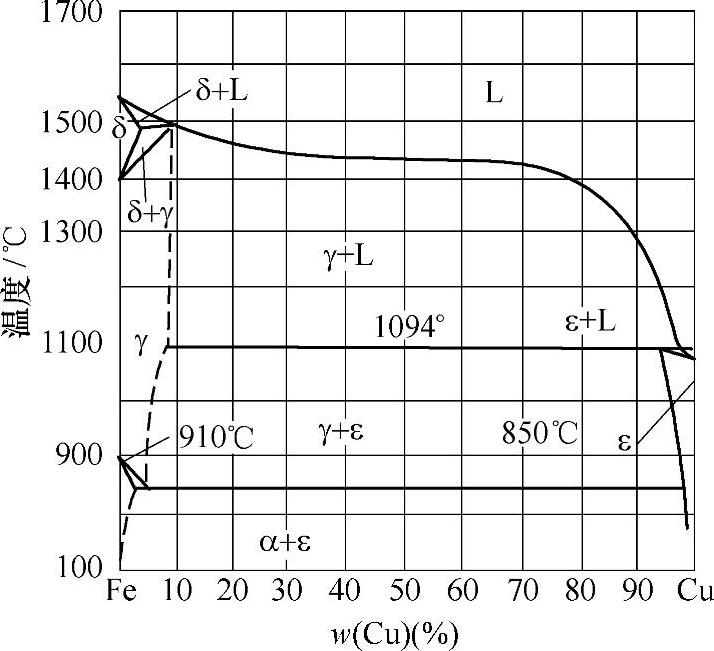
图1-6 铁与铜二元合金相图
从液态的无限互溶到固态时的有限互溶(Fe在Cu中的有限互溶),这一点与铝-铜异种金属的冶金相容性相似。钢-铜热物理性能的差异所增加的焊接难度也极为相似。
钢与铜组合埋弧焊焊接工艺的关键是选择何种焊缝金属。对于低碳钢与铜的埋弧焊,焊缝金属为铜基,则填充焊丝应为纯铜(T2)。Q235低碳钢与2号纯铜(T2)的对接接头形式如图1-7所示。
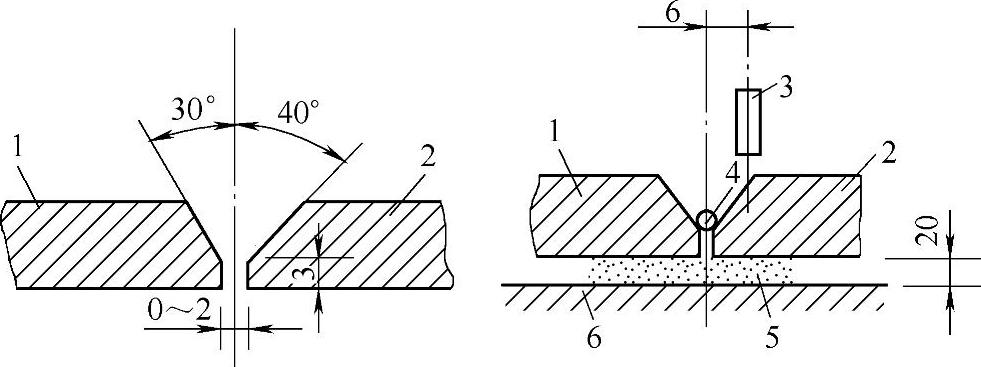
图1-7 Q235低碳钢与2号纯铜对接接头形式
1—低碳钢 2—纯铜 3—填充铜焊丝(T2) 4—躺放镍丝 5—焊剂垫 6—平台
对于厚度大于10mm的钢与铜的异种结构件,需开V形坡口,坡口角度为60°~70°。由于钢与铜的热导率相差较大,可将V形坡口改为不对称形状,铜一侧的角度稍大于钢侧,可以为40°,钝边为3mm,间隙为0~2mm,焊丝偏向铜一侧,距离焊缝中心5~8mm,以减少钢的熔化量。在焊接坡口可以放镍丝或铝丝作为填充焊丝,焊剂用HJ431或HJ430,低碳钢与铜组合埋弧焊的焊接参数见表1-13。
(3)不锈钢与铜组合的埋弧焊 不锈钢与铜组合的埋弧焊,焊前要严格清理焊件、焊丝表面。板厚为8~10mm的焊件,一般需要开70°V形坡口,铜一侧的坡口角度为40°,12Cr18Ni9(1Cr18Ni9)不锈钢一侧的坡口角度为30°,并采用铜衬垫,坡口形式如图1-8所示。
表1-13 低碳钢与铜组合埋弧焊的焊接参数
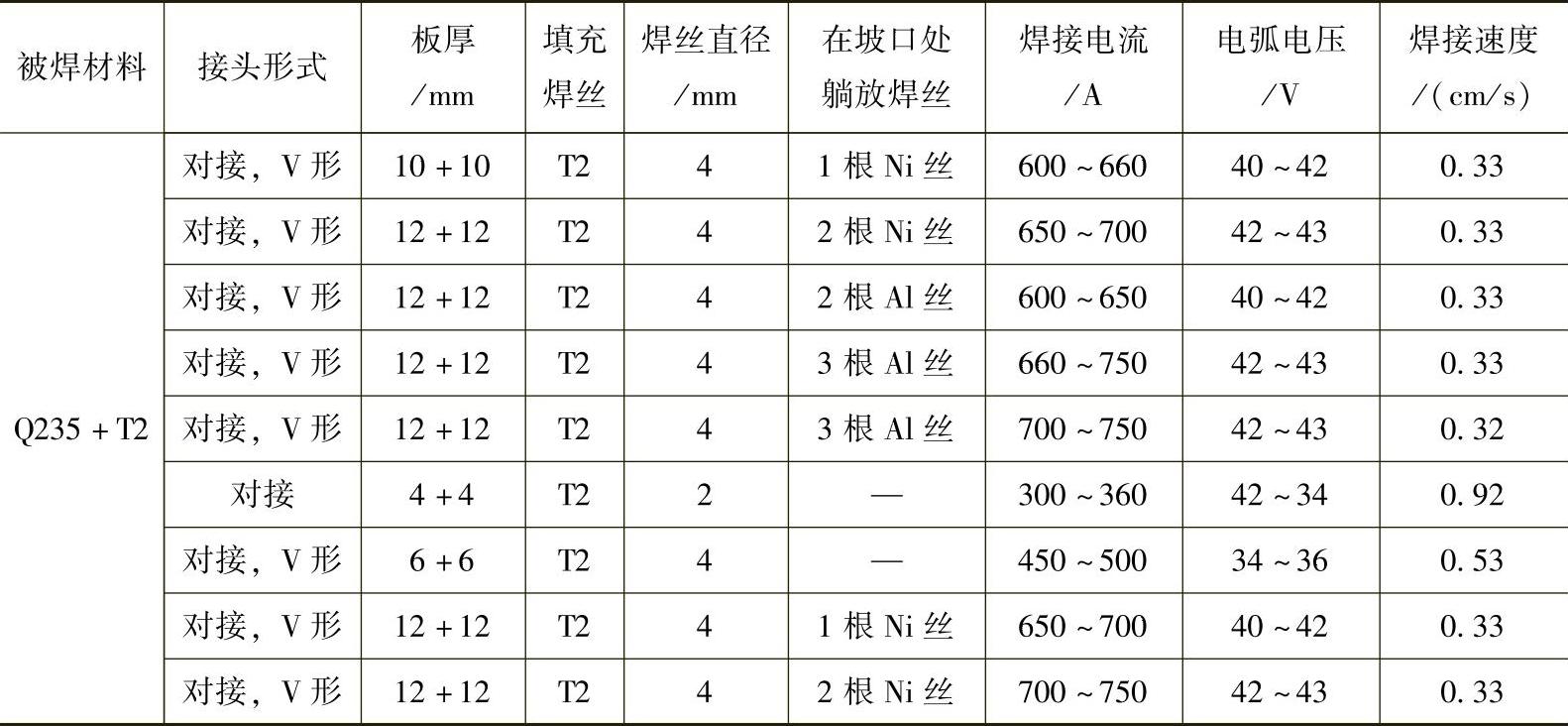
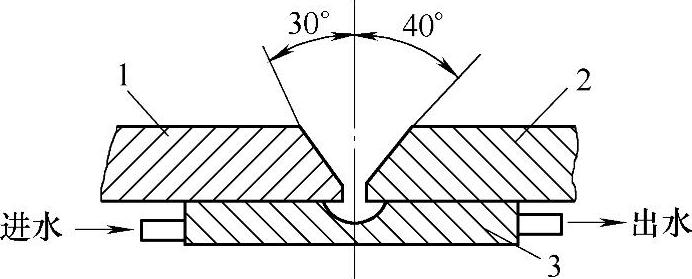
图1-8 不锈钢与铜埋弧焊的坡口形式
1—不锈钢 2—铜 3—滑块
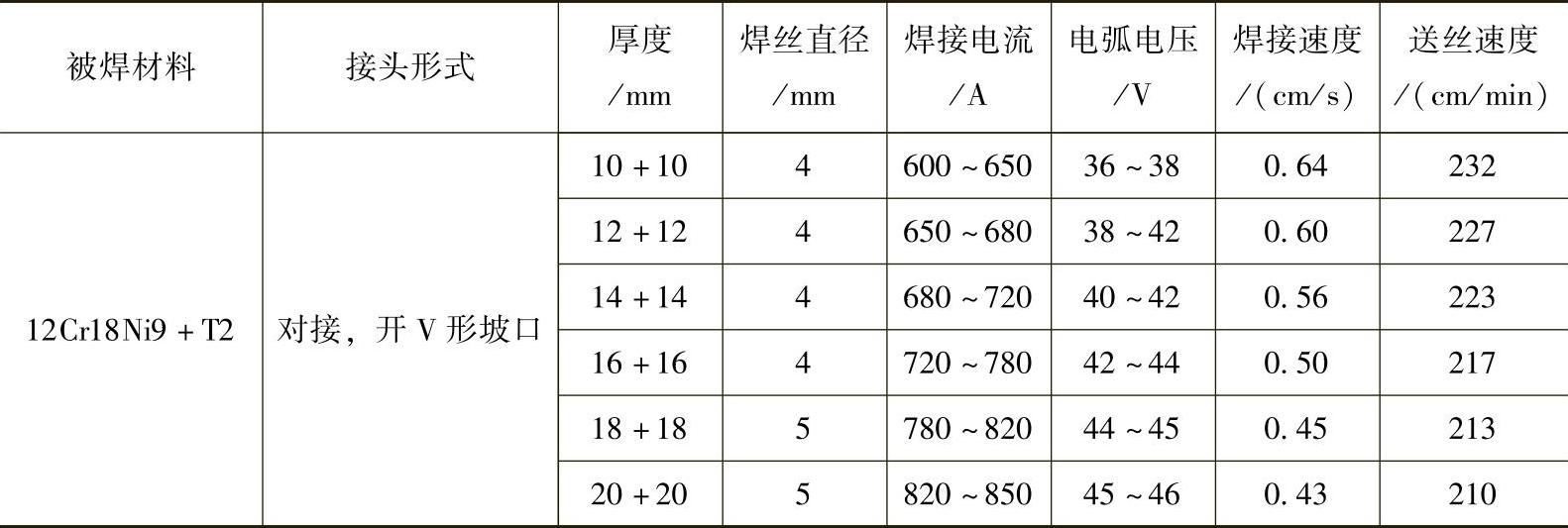
一般可选择铜焊丝,电弧偏向铜一侧并距坡口中心5~6mm。不锈钢与纯铜组合埋弧焊的焊接参数见表1-14。
表1-14 不锈钢与纯铜组合埋弧焊的焊接参数
传统啤酒酿造厂的糊化锅是不锈钢与纯铜组合的异种金属焊接,其局部结构示意图如图1-9所示。该容器是由12Cr18Ni9不锈钢与T2纯铜焊接而成,不锈钢与纯铜都紧贴在Q235低碳钢上,三者共同组成接头。所以不需另加衬垫,属于异种金属的内环缝焊接。
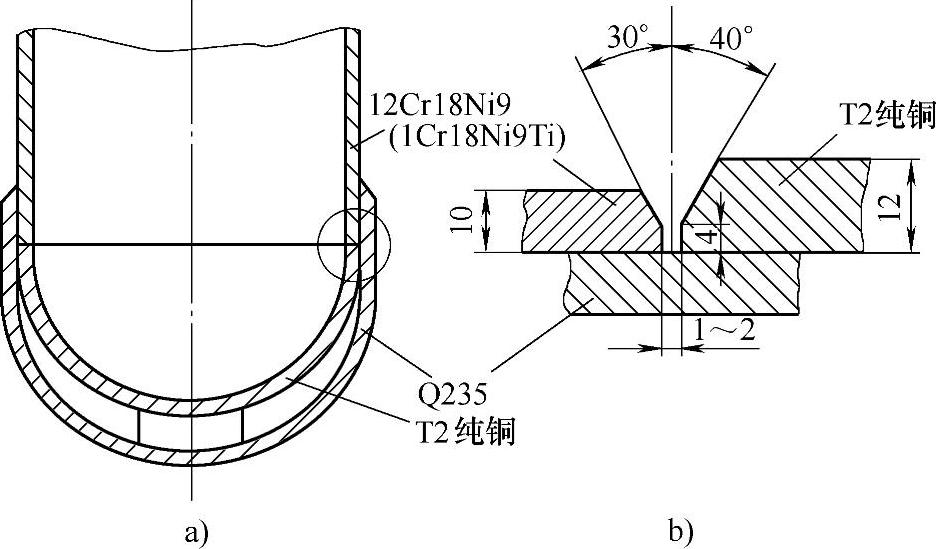
图1-9 啤酒糊化锅不锈钢与纯铜焊接的结构示意图
a)糊化锅底部结构 b)坡口形状和尺寸
糊化锅的内环缝采用ϕ4mm的T2纯铜焊丝与HJ431或HJ350焊剂配合的埋弧焊,其焊接参数为:电弧电压为40~42V,焊接电流为600~800A,焊接速度为0.5~0.6cm/s。焊接接头的抗拉强度可达到353MPa,高于纯铜本身的强度。
(4)20g钢与Q345钢组合的埋弧焊 埋弧焊时,按照20g钢的焊接性要求选择焊丝和焊剂。按Q345(16Mn)钢的要求选择预热工艺,一般板厚小于8mm的薄板结构可不预热,板厚在15~30mm时,预热温度为150~150℃。20g钢与Q345钢组合埋弧焊的焊接参数见表1-15。
表1-15 20g钢与Q345钢组合埋弧焊的焊接参数
(5)钢与铝异种金属组合的TIG焊 钢与铝接头是唯一能适应TIG焊或电子束焊的异种金属组合。因为作为异种金属熔焊的首选焊接方法SMAW,没有合适的焊条,也找不到合适的中间过渡层金属采用SMAW焊使两侧金属Fe和Al都能够接受。因而,钢与铝组合的SMAW或SAW的工艺焊接性极差。
TIG焊采取特殊的工艺措施则可以基本满足钢+铝TIG焊的焊接性要求。图1-10是铁与铝二元合金相图。由图中可知,Fe和Al既可以形成有限固溶体,又可以形成多种金属间化合物,还可以形成共晶体。(https://www.xing528.com)
Fe在固相Al中的溶解度极小,室温时几乎不溶于Al。因此,含微量铁的铝合金在冷却凝固过程中会析出FeAl、FeAl2、FeAl3、Fe2Al7、Fe3Al和Fe2Al5等金属间脆性化合物,其中以Fe2Al5脆性最大。此外,铝还可以与钢中的Mn、Cr、Ni等元素形成有限固溶体和金属间化合物,还能与钢中的碳形成金属间化合物。这些化合物都是促使钢与铝焊接接头强度和硬度的提高以及塑性和韧性下降的主要原因;铝在铁中的溶解度要比铁在铝中的溶解度大得多,含有一定量铝的铁具有良好的抗氧化性能,但当铁中铝的质量分数超过5%以上时,则有较大的脆性,严重影响其焊接性。表1-16是钢与铝及铝合金的物理性能对比。
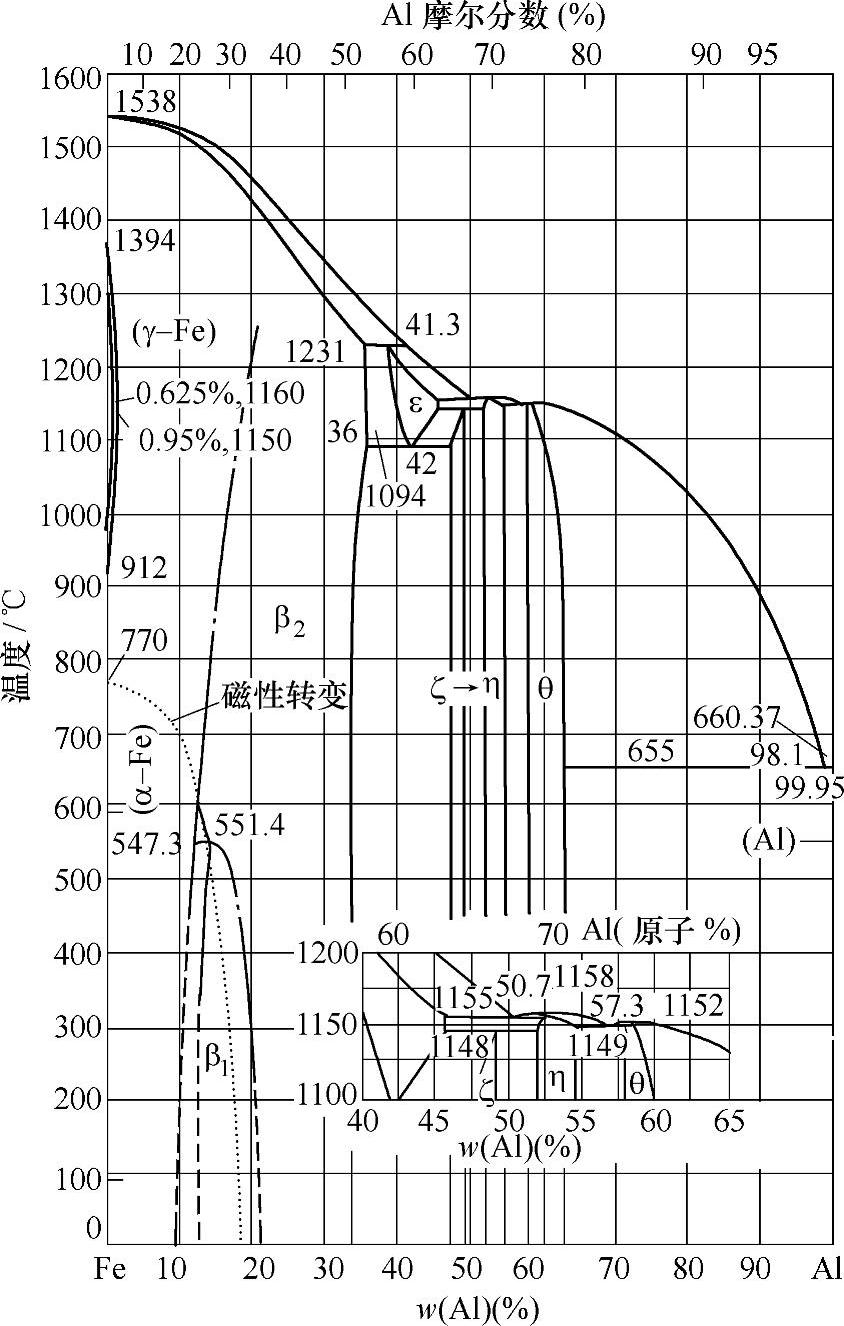
图1-10 铁与铝二元合金相图
β1—AlFe3 β2—AlFe η—AlFe2 θ—Al3Fe ε—复杂体心立方(化学式不详)
表1-16 钢与铝及铝合金的物理性能对比

(续)
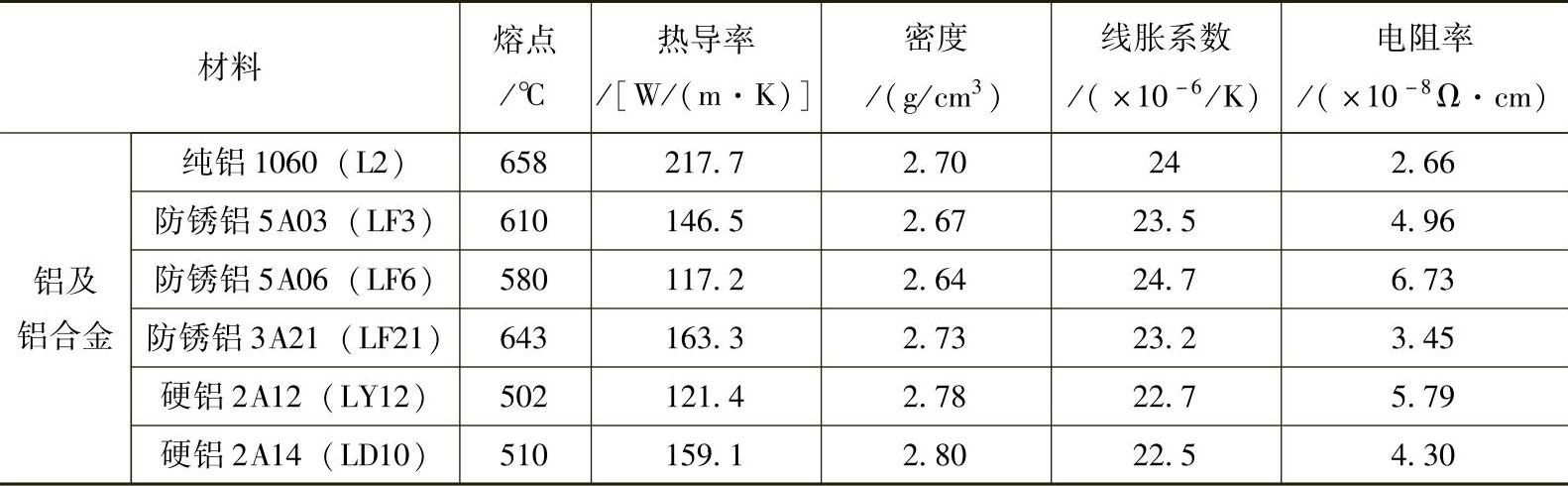
从表1-17可以看出,铝及铝合金的物理性能与钢相差甚远,这也会给它们之间的焊接过程造成很大的难度。首先,它们的熔点相差达800~1000℃时,当铝或铝合金已完全熔化时,钢还保持着固态,这就很难发生熔合现象,而且液态的铝对固态的钢也很难润湿。虽然有用于同种金属及其合金焊接的铝焊条(GB/T3669—2001),如E1100(TAl)、E3003(TAlMn)及E4043(TAlSi),但要用这些铝焊条在钢坡口上堆焊过渡层是不可行的。其次,铝及铝合金的热导率与钢相差2~3倍,故很难均匀加热。线胀系数相差1.4倍以上,这也必然会在接头界面两侧产生残余应力,而且无法通过热处理来消除它,残余应力是产生裂纹的原因之一。另外,铝及铝合金加热时在表面迅速形成稳定的氧化膜(Al2O3),也会造成熔合困难。综上所述,焊接钢与铝及铝合金,采用熔焊方法焊接是极其困难的。
对于最单纯的Q235低碳钢和工业纯铝的组合接头,必须要找到一种金属作为过渡层,避开铁和铝的直接接触。过渡层金属既能和铁固溶又能与铝固溶,在金属元素中只有锌、银可以。
在Q235钢一侧坡口上涂覆一层锌层,以TIG焊的电弧作为热源,以锌条作为填充金属熔敷在钢侧表面的方法曾被采用。过渡层越厚越好。这种接头坡口形式、焊件与焊丝和钨极的相对位置如图1-11所示。
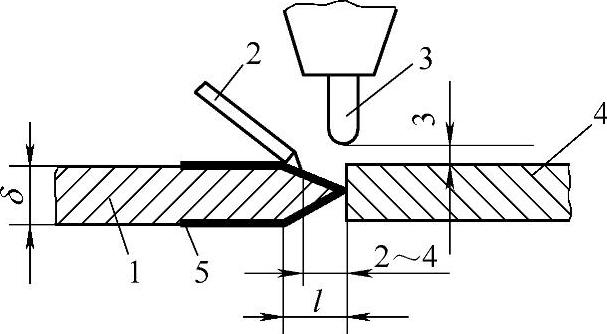
图1-11 接头坡口形式和电弧位置
1—钢件 2—填充焊丝 3—钨极 4—铝件 5—镀锌层
电弧偏向铝侧,填充金属采用工业纯铝,其纯度比母材的工业纯铝相等或高一个等级,例如,铝母材为1050A时,填充焊丝应为1070A。钨极直径为ϕ2~ϕ5mm,交流电源,焊接电流根据焊件厚度,可按表1-17中数据选择。
表1-17 低碳钢与工业纯铝组合的TIG焊的焊接电流

这种TIG焊的技术要点是电弧沿铝一侧表面移动,而铝焊丝沿钢一侧移动,使液态铝流至钢的坡口表面,要注意保护坡口上的镀锌层,勿使之过早熔化蒸发而失去作用。
采用上述工艺Q235钢与工业纯铝组合的接头强度可达88~98MPa。以上讨论的是低碳钢(以Q235为例)与工业纯铝(以1060/L2为例)焊接时,采用TIG焊与钎接涂覆低熔点锌的过渡层的TIG焊接工艺。对于其他钢种(如奥氏体不锈钢),以及其他铝合金(如防锈铝3A21)的TIG焊,工艺会更麻烦一些,单靠锌过渡层就不能得到满意的结果了。这部分内容将在本节“钢与有色金属的焊接”有关章节中讨论。
(6)铸铁与碳钢组合的CO2气体保护焊 铸铁异种材料的焊接不是不同种类铸铁之间的焊接,如灰铸铁与可锻铸铁材料的焊接,而是指铸铁与碳钢或有色金属之间的焊接。铸焊联合结构的制造,其优点是可以同时发挥铸铁和碳钢或有色金属各自的性能优势,降低制造成本,提高产品的经济效益。铸铁自身的焊接性比较差,异种金属焊接时出现的难度与存在问题都是出自焊接性较差的铸铁一侧。铸铁的性能优点是耐磨性、切削加工性和吸振性等比较好。缺点是抗拉强度低、塑性差,常见灰铸铁的塑性几乎为零。所以,几乎没有铸铁焊接构件,但铸铁异种金属构件——铸件与钢或有色金属的组合构件还是不少的。
本节以HT200+Q275[1]组合的焊接,讨论其典型CO2气体保护焊焊接工艺。图1-12是某机械设备上风缸的活塞与活塞杆的焊接结构及活塞杆的加工尺寸图。
利用灰铸铁的耐磨性、良好的切削加工性等优点制造成活塞,活塞杆约为0.5m长,整体结构若用铸造成形工艺则比较困难。因此,采用铸-焊联合结构,对接强度要求不高,抗拉强度能达到铸铁抗拉强度就很满足。活塞杆可用Q275低碳钢,其具有较好的韧性。
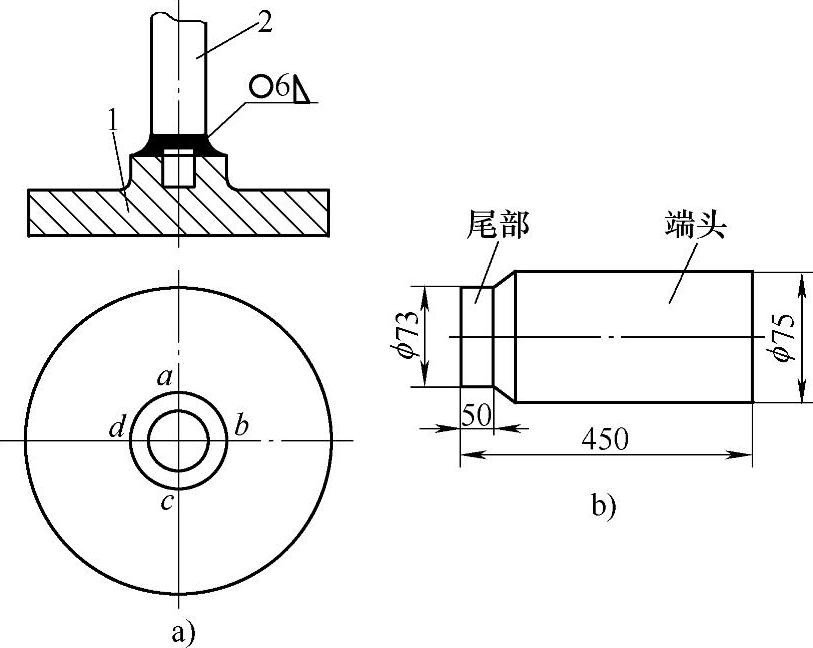
图1-12 活塞杆与活塞的焊接结构以及活塞杆的加工尺寸
a)活塞杆与活塞的焊接结构 b)活塞杆的加工尺寸
1-活塞 2-活塞杆
铸铁本身也是Fe-C合金,也有资料认为铸铁是Fe-C-Si三元合金,但不妨碍其冶金相容性分析。从一种金属冶金相容性考虑,灰铸铁HT200和低碳钢Q275能够形成连续固溶体,冶金焊接性不存在问题,即不一定会有脆性金属间化合物生成。但二者的物理性能、化学成分及力学性能的差异会给这种组合的焊接带来许多工艺难度。表1-18~表1-20分别为灰铸铁HT200和低碳钢Q275在物理性能、力学性能、化学成分及常态金相组织等方面的差异比较。
表1-18 灰铸铁HT200及低碳钢Q275的物理性能

表1-19 灰铸铁HT200及低碳钢Q275的力学性能

表1-20 灰铸铁HT200及低碳钢Q275的化学成分(质量分数,%)常态金相组织

在灰铸铁(HT200)与低碳钢(Q275)的焊接性上,首先是铸铁的塑性接近为零,所以不能考虑压焊方法,其熔焊工艺焊接性主要存在两个方面的问题:其一是焊接热循环过程中,接头(HT200一侧)容易形成白口化和高碳马氏体淬硬组织;其二是接头容易形成裂纹。分析如下:
1)白口化和淬硬组织。灰铸铁同种金属弧焊或与低碳钢组合弧焊时,且不管焊缝金属为何种类型(铸铁、铁基、铜基、镍基)接头,HT200侧在电弧加热熔化热循环过程中,如果工艺处理不当,在一般焊接冷却条件下,不可避免地要在热影响区产生白口组织。当HT200与Q275组合焊缝金属为低碳钢(钢基焊缝)时(低碳钢焊条J422,SMAW焊或CO2气体保护焊),HT200中的碳肯定会过渡到焊缝金属中而出现马氏体淬硬组织。
2)裂纹包括热裂纹和冷裂纹。由于铸铁(包括灰铸铁)含杂质碳、硫、磷量较高(见表1-21),特别是硫、磷有害元素比Q275高出5~6倍,因此在选用钢基焊缝时,由于HT200中硫、磷的溶入而产生低熔共晶物FeS和Fe3P,在其应力条件下产生热裂纹,热裂纹也包括焊缝收尾时的火口裂纹。因为发生在高温结晶过程中,所以称为热裂纹或结晶裂纹。冷裂纹发生在金属凝固后较低温度(一般低于400℃),一般发生在HT200一侧的近缝区,甚至HT200母材上。冷却收缩产生的拉应力使得塑性几乎为零的HT200近缝区有白口组织与马氏体淬硬组织的HT200一侧母材和近缝区也会产生冷裂纹。
HT200与Q275组合接头的焊接方法可有多种选择:如传统的SMAW焊、CO2气体保护焊、TIG焊、MIG及MAG焊等。SMAW热焊法,将焊接部位或者构件整体加热到400~600℃(暗红色),使HT200得到较好的热塑性,然后用焊条焊接,电弧略倾向于HT200一侧,焊接过程中,焊接区的温度不得低于400℃,在400~600℃条件下,HT200有很好的塑性,没有热应力。因此,不会出现热裂纹,焊完之后自然冷却到100~200℃时,再马上加热到600~620℃,保温1h,然后缓冷,用热石棉或草木灰覆盖焊缝区,缓冷速度为25℃/h。这种缓冷程序称之为消除应力热处理。热焊焊条采用钢芯铸铁焊条(牌号为Z208或Z100或Z106)、镍基焊条(牌号Z408等),或者结构钢焊条(牌号J422、J507),这种预热、缓冷的热焊法需要消耗较大的能源,成本较高。冷焊法虽然能源消耗少,但焊条价格高昂。冷焊法不预热、不缓冷、工序简单,焊条采用镍基焊条或镍铜焊条。铜和镍对接头组合两侧都有较好的冶金相容性。如果采用J422或J507焊条,则应先在HT200一侧用镍基焊条堆焊过渡层,之后再用铜基焊条堆焊中间过渡层。
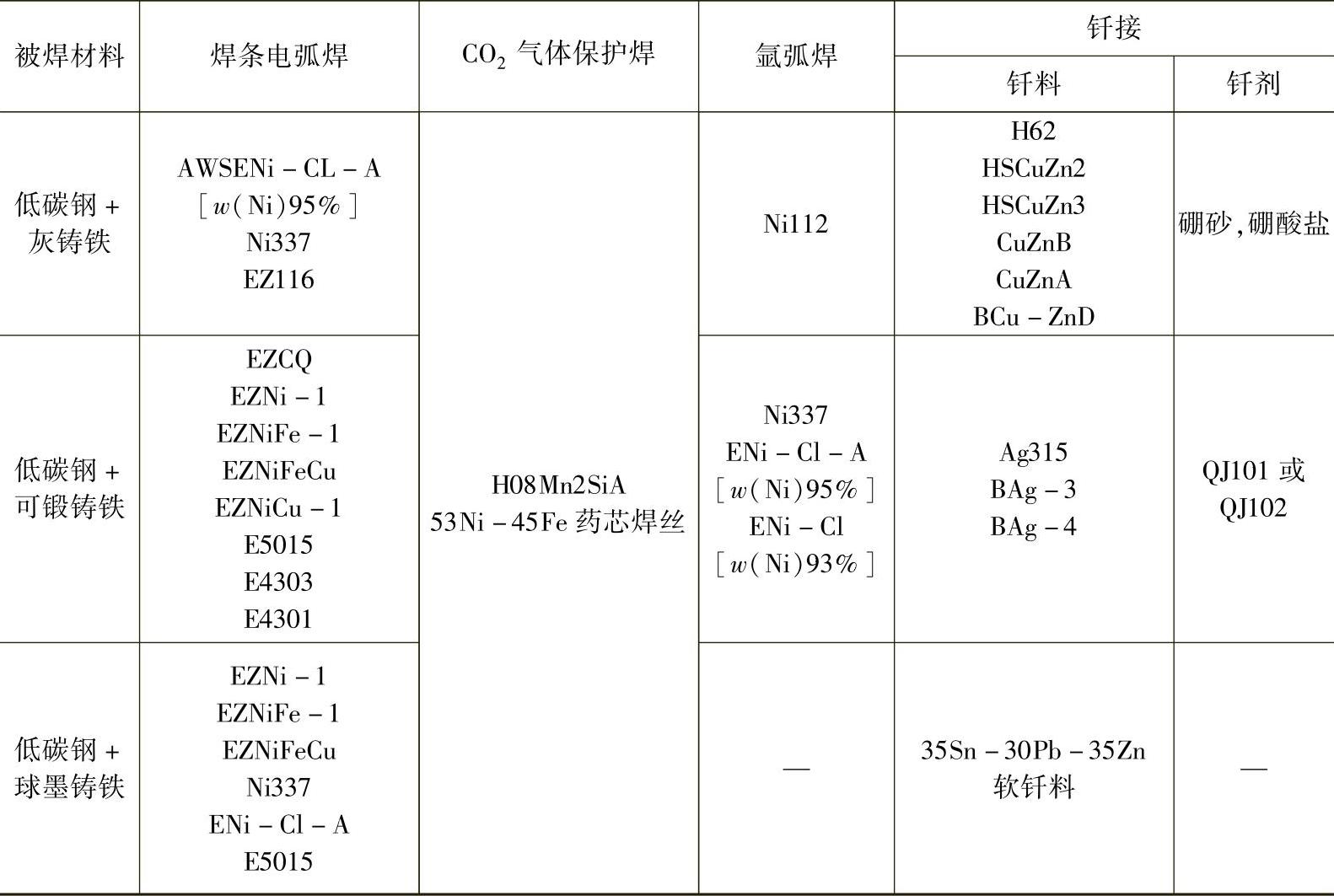
铸铁与钢焊接时,填充金属的选择请见表1-21。无论热焊还是冷焊,其工艺要点是小电流、短弧焊、短道焊、每焊完一段焊道(10~20mm)趁热马上用铁锤击打焊缝,打出麻点以松弛热应力。
对于灰铸铁自身的焊接(补焊),以及其他铸铁(如球墨铸铁、可锻铸铁、合金铸铁等)自身的补焊及其异种金属组合(同钢铁金属或有色金属)焊接,也基本上是上述的焊接工艺:预热、缓冷、高价的专用焊条,以及低热输入、短道焊、断续焊,趁热锤击焊缝松弛应力等。因此,HT200与Q275组合采用SMAW焊是成本很高的工艺方法。
灰铸铁(HT100、HT150、HT250等)是所有铸铁种类(球墨、可锻等)中最廉价的金属材料,廉价指的是制造(浇铸及其热处理)工艺简单、成本最低。在所有熔焊方法中,CO2气体保护焊也是成本最低。因此,HT200与Q275组合采用CO2气体保护焊应当是最合理的选择。因为CO2气体保护焊的特点之一就是氧化性恰好对铸铁焊接不构成危害。细丝短路过渡CO2气体保护焊与SMAW焊比较,不仅熔敷速度高(高2倍),焊接速度快(快2倍),还在于CO2气体保护焊的热输入比SMAW焊小,可以做到比SMAW焊更小的熔合比。TIG焊、MIG/MAG焊及高能束焊(等离子弧焊、电子束焊、激光焊)可能都会获得低热输入和小熔合比,但焊接成本都远远高于CO2气体保护焊。
表1-21 铸铁与钢焊接时填充金属的选择
HT200与Q275组合的CO2气体保护焊的焊接工艺要点如下:
1)采用热焊工艺,即焊前预热、焊后缓冷,预热缓冷规范与SMAW热焊法完全一样。
2)采用小电流、短焊缝(10~20mm),断续焊。
3)每道短焊缝焊完后趁热马上锤击敲打。
4)待全部焊完后施加缓冷措施,与SMAW热焊法一样。
HT200铸铁活塞与Q275低碳钢活塞杆CO2气体保护焊的焊接参数见表1-22。
表1-22 HT200铸铁活塞与Q275低碳钢活塞杆CO2气体保护焊的焊接参数

按以上4个工艺要点施焊,接头没有冷、热裂纹,完全可以满足使用要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。