



影响异种金属焊接性的因素应从两个方面分析:其一是异种金属组合中两种金属或合金的诸多性能差异,包括物理、化学性能差异,力学性能差异及两种金属材料的金相组织的差异;其二是焊接方法的选择,即不同的焊接方法在异种金属焊接的共同接头上发生的热过程的差异,不同的热输入及热循环对接头产生缺陷的敏感性及接头质量恶化程度不同,这些会直接影响产品使用的力学性能。其中,焊接缺陷不仅指的是冷热裂纹、气孔、夹渣、未焊透,还包括焊缝中产生金属间脆性化合物。接头性能恶化主要指的是接头或结构的力学性能指标下降。
影响异种金属焊接性的因素十分复杂,任何一条影响规律都带有多种边界条件,几乎没有独立参数。
1.物理性能的差异
异种金属或合金的组合中,两种金属材料的物理性能差异越大,在相同的边界条件下其焊接性越差。表1-1显示的是几种常用金属材料的热物理性能参数。
表1-1 几种常用金属材料的热物理性能

①电导率的单位中,IACS是指国际退火铜标准,该栏数据可视为铜的允许电流通过能力为100时的相对电导率。
金属元素或金属及其合金的物理性能也称做热物理性能,因为表1-1所列参数都是和焊接时的加热与散热有关的参数。这些热物理性能都会直接影响焊接热过程,而焊接热过程会直接影响焊接质量与焊接生产率。
异种金属焊接时,两种不同金属的热物理性能差别越大,其焊接性就越差、越复杂,即异种金属的焊接能力就越小,焊接难度越大。
当低碳钢和铝合金焊接时,这种组合其热物理性能的诸参数相差很大,采用任何熔焊方法焊接都十分困难,工艺焊接性极差。原因之一是,由于熔点相差2倍多,熔焊时铝已经熔化,而低碳钢(Fe)仍处于固相状态;原因之二是线胀系数相差2倍,焊接过程中会产生很大的热应力,增加了裂纹倾向;原因之三是导热性与比热容不同,会产生不对称的温度场,所以接头两侧的结晶条件不同。但对于压焊(电阻焊、摩擦焊等)低碳钢和铝的组合却有着较好的压焊工艺焊接性。因为影响异种金属组合焊接性的因素不止是热物理性能的差异,还有其他影响因素,如力学性能等。
2.力学性能的差异
一般情况下,同类金属材料中的异种金属材料的力学性能差异越接近,其熔焊或压焊的焊接性越好,反之亦然。同类金属材料指的是金属材料的大类,即黑色金属(钢铁材料)和有色金属(非钢铁材料)。黑色金属中的低碳钢与不锈钢的组合就是同类异种金属材料;低碳钢与铝(及其合金)的组合则是非同类异种金属材料。非同类异种金属材料即使力学性能相近,也不一定有良好的焊接性,部分金属材料的力学性能见表1-2。
表1-2 部分金属材料的力学性能
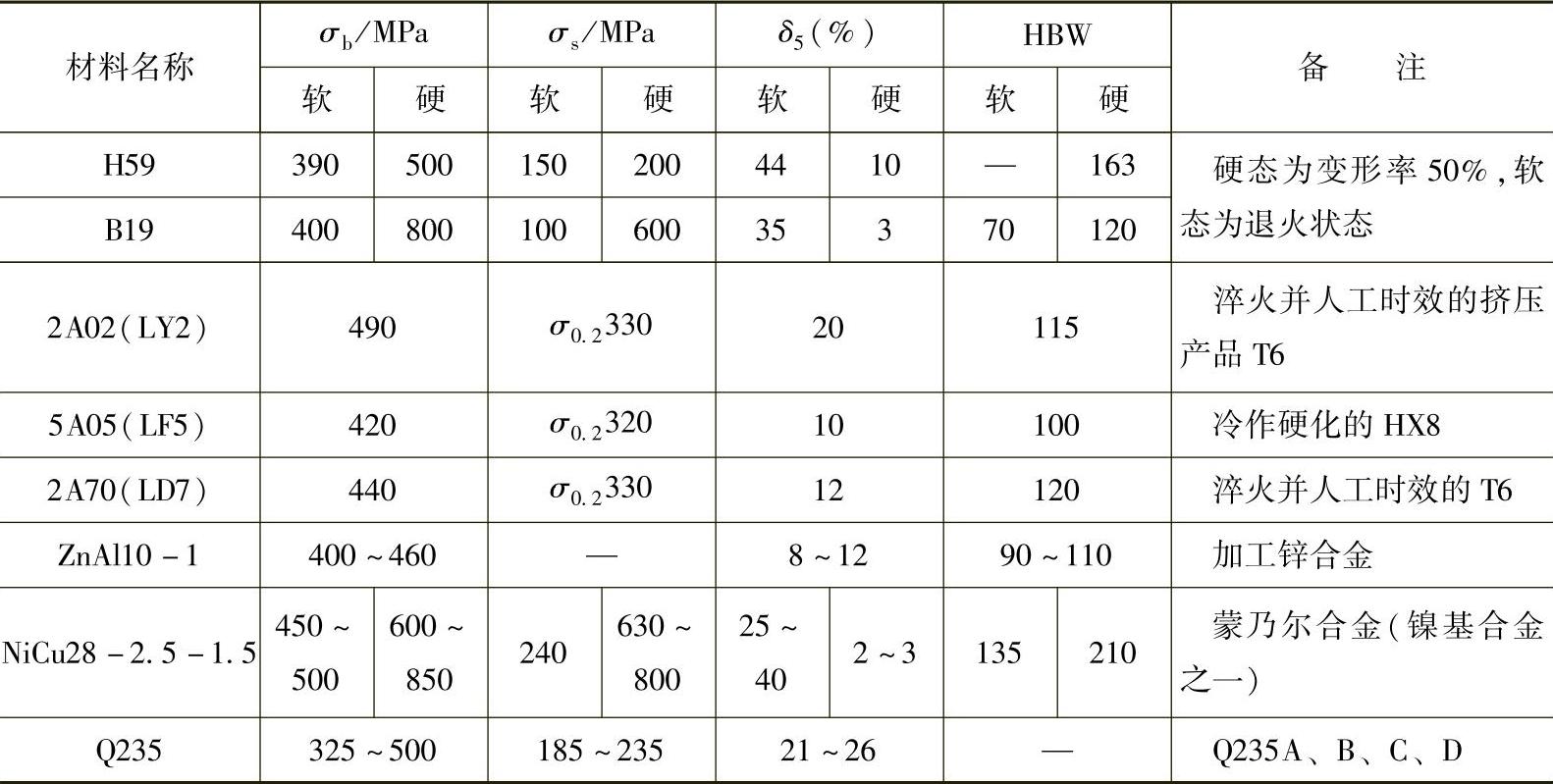
注:金属材料力学性能新符号见国家标准GB/T228.1—2010,其部分新旧符号对照为:抗拉强度Rm(σb),抗压强度Rmc(σbc),伸长率A(δ),断面收缩率Z(ψ)……由于新旧标准符号许多不对应,全面贯彻新标准目前还不具备,故本书仍沿用旧标准符号,请读者见谅。
无论熔焊或压焊,例如常用碳素结构钢(简称碳钢)Q235与有色金属防腐铝5A05(LF5)、硬铝合金2A02(LY2)等都有相接近的力学性能,但其组合的焊接性(熔焊和压焊)极差,因为不是同类金属。而Q235和蒙乃尔合金的组合,其力学性能差异较大,但有较好的熔焊焊接性。此外,影响异种金属焊接性的因素不是孤立的,不止是异种金属组合中的物理性能差异和力学性能差异,还有其他影响因素。不同的组织状态及不同的热处理方式都会影响金属材料的力学性能及其焊接性。异种钢焊接时,金相组织相同的金属有相近的物理性能,可以实施相同的工艺原则。表1-3是钢铁材料按其室温金相组织的分类方法。
3.化学成分的差异
化学成分的差异越大,同类异种金属组合的焊接能力越差。因为金属或合金的化学成分和热物理状态,决定了这种金属或合金的金相组织和力学性能。以碳钢为例,碳钢是Fe和C的合金,其化学成分中含碳量的不同,会有低碳钢、中碳钢及高碳钢之分。低、中、高碳钢因为化学成分不同,而且是仅仅一种化学成分碳的含量不同,则会有不同的金相组织状态和力学性能。表1-3同时也是常用于异种钢焊接的结构钢钢种,从中可以看出不同化学成分的牌号供应状态对应的金相组织。至于合金结构钢(低合金及中合金),则因为多种合金元素的含量不同会有不同的组织与力学性能也是必然的。除了碳之外的合金元素对合金的金相组织、力学性能及焊接过程中脆硬、冷裂及脆化等的影响十分复杂。为了定性及定量分析方便,因而出现了一个众所周知的“碳当量”的概念。这里说的金相组织指的是待焊的金属材料的供应状态条件下,可能是属于铁素体钢、珠光体钢和奥氏体钢等,而不是焊接接头形成过程中因为热循环在焊缝及热影响出现的不同金相组织或金属间化合物。同类异种金属材料的化学成分的差异会直接影响异种金属组合中两种金属的力学性能的差异,同时也会通过焊接热过程间接影响接头的金相组织的变化、焊接缺陷发生的种类和几率,又进一步影响异种金属焊接接头的力学性能。接头的力学性能则是异种金属组合的使用焊接性的主要评价指标。
表1-3 钢铁材料按其室温金相组织的分类

①Q255、Q275牌号在GB/T700—2006标准中已取消,但目前有些工程中仍有应用的,下同。
4.异种金属的冶金相容性
不同金属材料冶金相容性是影响异种金属熔焊焊接性的重要因素,所谓冶金相容性是指两种金属在液态和固态时互为溶质和溶剂的溶解性能。这里会有如下三种情况:
其一是熔焊时在液态下两种金属或合金互不相容,这类异种金属或合金的组合从熔化到冷凝过程极易分层脱离而使焊接失败。如铁与镁、铁与铅、铅与铜等的组合。
其二是在液态和固态都具有良好的互溶性(即无限互溶)的组合,因而能够形成连续固溶体的异种金属材料,具有良好的熔焊焊接性。所谓连续固溶指的是液态和固态条件下溶解度没有发生变化。常见金属形成连续固溶体的组合有以下几种:
铁的组合:Fe(γ)-Co(β),Fe-V(1234℃以上),Fe-Cr(920℃以上)。(https://www.xing528.com)
钛的组合:Ti-Zr,Ti(β)-W,Ti(β)-V,Ti(β)-Ta,Ti(β)-Mo,Ti(β)-Nb。
镍的组合:Ni-W,Ni-Mn(γ),Ni-Cu,Ni-Co。
铬的组合:Cr-Ti(β)(1350℃以上),Cr-Mo,Cr-V,Cr-W。
锰的组合:Mn(γ)-Cu,Mn(γ)-Co(β)。
铌的组合:Nb-Mo,Nb-Ta,Nb-W。
钼的组合:Mo-Ta,Mo-W。
钨的组合:W-Ta。
决定异种金属合金相容性的因素是金属元素的化学性能,表1-4列出了常见金属的化学性能。
表1-4 常见金属的化学性能

(续)

一般来说,当两种金属的晶格类型相同,晶格常数、原子半径相差不超过10%~15%,电化学性能的差异不太大时,溶质原子能够连续固溶于溶剂,形成连续固溶体。能够形成连续固溶体的异种材料具有良好的熔焊工艺焊接性,否则易形成金属间化合物,使焊缝性能大幅度地降低。
由表1-4找出下列的铁(Fe)、铅(Pb)、铜(Cu)、镁(Mg)金属的晶格常数、原子半径及晶格类型的数据,可以解释上述铁与镁、铁与铅、铅与铜的组合为什么没有熔焊焊接性的原因。
实际上表1-4所列的金属化学性能对判断不同类的黑色金属(钢铁材料)与有色金属(非铁材料)的异种金属组合的熔焊焊接性具有一定的参考价值和指导意义。对于黑色金属大类中异种金属组合(异种钢铁材料)的熔焊焊接性的判断,表1-4所示的化学性能的指导意义却不是那么明显而且要复杂的多。
其三,异种金属组合中两种金属或合金具有有限的互溶性,即两种金属的化学性能(原子半径、晶格常数、晶格类型)有一定的差异条件下,两种金属互溶的溶解度有限,在液态和固态时的溶解度相同或者液态冷却结晶时溶解度降低,则会因固态时的溶质金属过饱和而析出,无论析出的形式是金属间化合物,还是晶粒间的残存物,都会使接头力学性能降低并增加产生焊接裂纹的倾向。
当熔焊时采取的冶金措施和工艺措施不足以克服因互溶性差造成的焊接难度大时,则这种组合的熔焊焊接性就会变得很差。
表1-5是常见金属元素固态下相互作用的特性,显示了作为溶剂的金属元素在固态时能形成无限固溶和有限固溶的溶质元素,特别有助于对异种金属的熔焊工艺焊接性的分析。
表1-5 常见金属元素固态下相互作用的特性

(续)

具有有限互溶性的异种金属组合及可能生成的金属间化合物,焊接过程中它们只能在溶解度范围内进行扩散运动。能否生成金属间化合物是有条件的,这个条件是温度和时间。压焊方法一般不会生成金属间化合物,熔焊方法可能生成金属间化合物,但如果采用高能密度焊,由于热循环时间极短,小于生成金属间化合物的孕育时间,也不会生成金属间化合物。所以,焊接方法的选择十分重要,焊接方法强烈地制约此类异种金属的焊接性。
综上所述,从冶金相容性分析,异种金属的组合大体分为互不相容、无限互溶、有限互溶三大类。实际上异种金属焊接工程中经常遇到的是具有冶金有限互溶的异种金属材料的焊接,其余两种是极端情况。所以,从某一方面来说,异种金属的焊接技术也是冶金相容性较差的有限互溶的异种金属材料的焊接技术。
影响异种金属焊接性的因素中,冶金相容性对异种金属焊接性起决定性的作用。合金相图是判断异种金属冶金相容性的首选工具。只有在合金相图中能够形成无限或有限固溶体的异种金属材料,才具备冶金相容性,才具备有熔焊焊接性。判断压焊工艺的焊接性,主要是考察异种金属的塑性,特别是高温塑性的差异及接头形式等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。