



设计的结果要通过制造、安装、运输等过程实现,机械设备使用过程中还要多次对其进行维修、调整及操作,正确的结构设计使这些过程可以进行,好的结构设计应使这些过程方便、顺利地进行。
1.方便装卡
大量的零件要经过机械切削加工工艺过程,多数机械切削加工过程首先要对零件进行装卡。结构设计要根据机械切削加工机床的设备特点,为装卡过程提供必要的夹持面,夹持面的形状和位置应使零件在切削力的作用下具有足够的刚度,零件上的被加工面应能够通过尽量少的装卡次数得以完成。如果能够通过一次装卡对零件上的多个相关表面进行加工,这将有效地提高加工效率。
在图4-34所示的顶尖结构中,图4-34a所示结构只有两个圆锥表面,用卡盘无法装卡;在图4-34b所示的结构中增加了一个圆柱形表面,这个表面在零件工作中不起作用,只是为了实现工艺过程而设置的,这种表面称为工艺表面。

图4-34 顶尖结构
在图4-35所示的轴结构中,图4-35a所示将轴上的两个键槽沿周向成90°布置,这两个键槽必须两次装卡才能完成加工;图4-35b所示的结构中将两个键槽布置在同一周向位置,使得可以一次装卡完成加工,方便装卡,提高加工效率。
图4-36所示为立式钻床的床身结构,床身左侧为导轨,需要精加工,床身右侧没有工作表面,不需要切削加工。在图4-36a所示的结构中没有可供加工导轨工作表面使用的装卡定位表面;在图4-36b所示的结构中虽然设置了装卡定位表面,但是由于表面过小,用它定位装卡在加工中不能使零件获得足够的刚度;在图4-36c所示的结构中增大了定位面的面积,并在上部增加了工艺脐,作为定位装卡的辅助支撑,由于工艺脐在钻床工作中没有任何作用,通常在加工完成后将其去除。
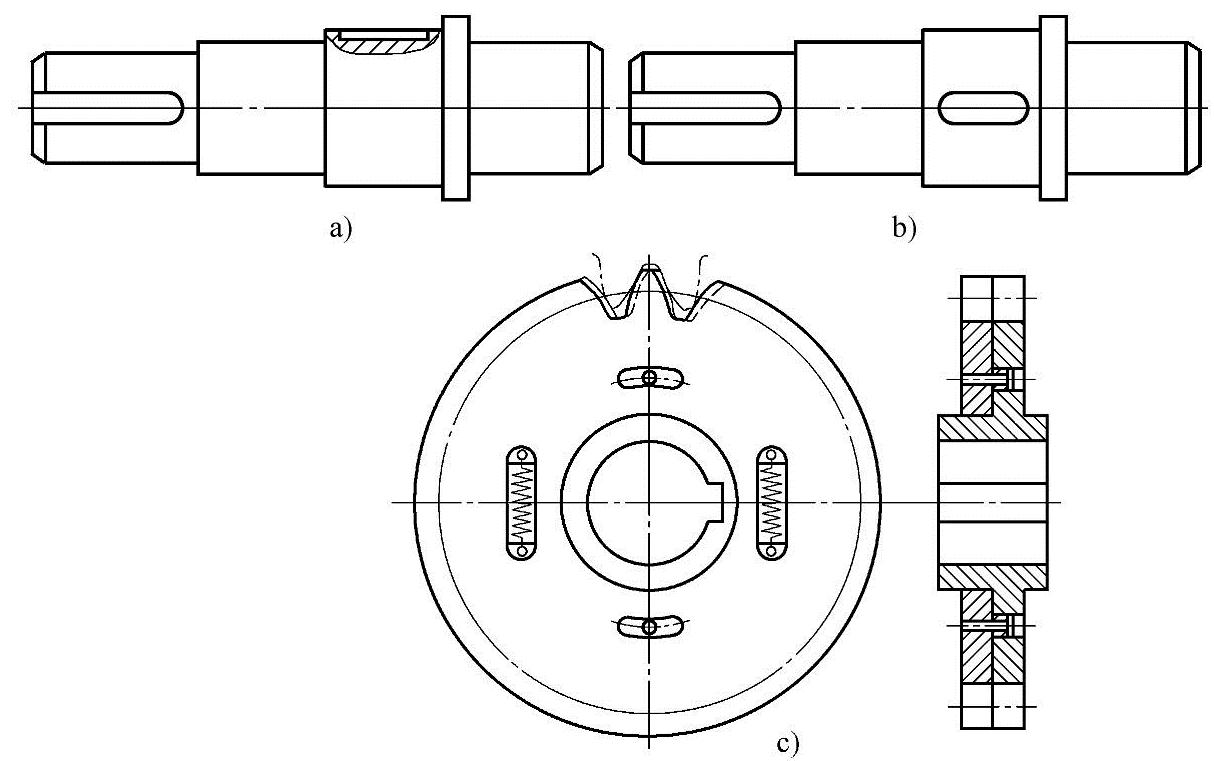
图4-35 减少装夹次数的设计
2.方便加工
切削加工所要形成的几何表面的数量、种类越多,加工所需的工作量就越大,结构设计中尽量减少加工表面的数量和种类是一条重要的设计原则。
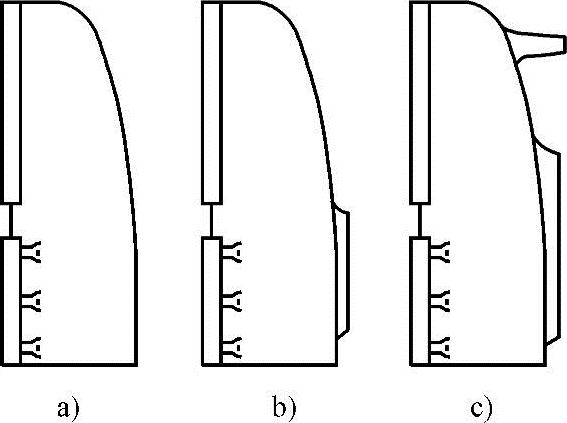
图4-36 工艺脐结构
例如齿轮箱中同一轴系两端的轴承受力通常不相等,但是如果将两轴承选为不同型号,两轴承孔成为两个不同尺寸的几何表面,加工工作量将加大。为此通常将轴系两端轴承选为相同型号。如必须将其选为不同尺寸的轴承时可在尺寸较小的轴承外径处加装套杯。
图4-37a所示的箱形结构顶面有两个不平行平面,要通过两次装卡才能完成加工;图4-37b将其改为两个平行平面,可以一次装卡完成加工;图4-37c将两个平面改为平行而且等高,可以将两个平面作为一个几何要素进行加工。
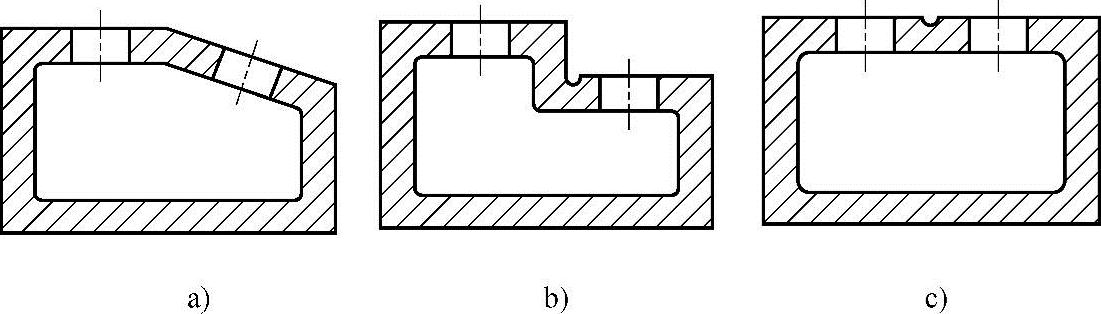
图4-37 减少加工面的种类数量
结构设计中如果为加工过程创造条件,使得某些加工过程可以成组进行,将会明显地提高加工工作效率。图4-38所示的齿轮结构中,图4-38a所示的齿轮结构由于轮毂与轮缘不等宽,如果成组进行滚齿加工则由于零件刚度较差而影响加工质量,如改为图4-38b所示的结构,使轮毂与轮缘等宽,则为成组滚齿创造了条件,大大提高了滚齿工作效率。(https://www.xing528.com)
3.简化装配、调整和拆卸
加工好的零部件要经过装配才能成为完整的机器,装配的质量直接影响机器设备的运行质量,设计中是否考虑装配过程的需要也直接影响装配工作的难度。
图4-39a所示的滑动轴承右侧有一个与箱体连通的注油孔,如果装配中将滑动轴承的方向装错将会使滑动轴承和与之配合的轴得不到润滑。由于装配中有方向要求,装配人员就必须首先辨别装配方向,然后进行装配,这就增加了装配工作的工作量和难度。如改为图4-39b所示结构则零件成为对称结构,虽然不会发生装配错误,但是总有一个孔实际并不起润滑作用。如改为图4-39c所示的结构,增加环状储油区,则使所有的油孔都能发挥润滑作用。
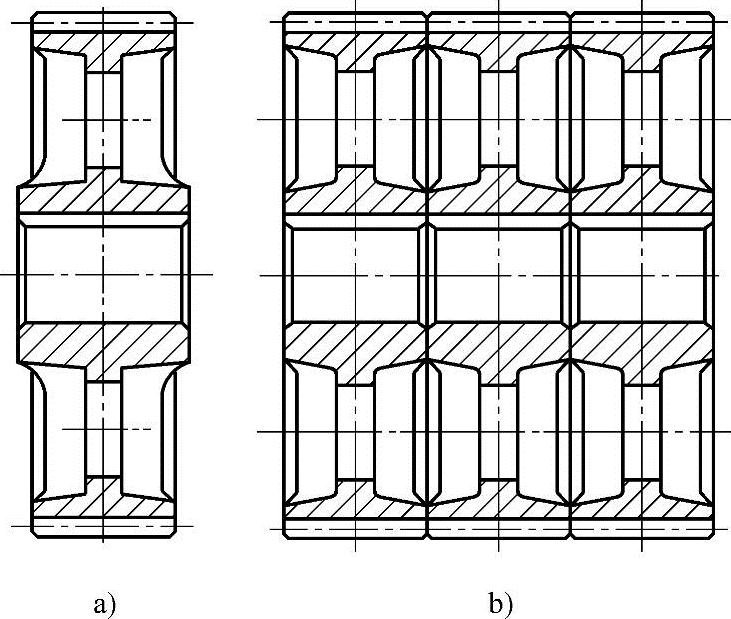
图4-38 使齿轮成组加工的结构设计
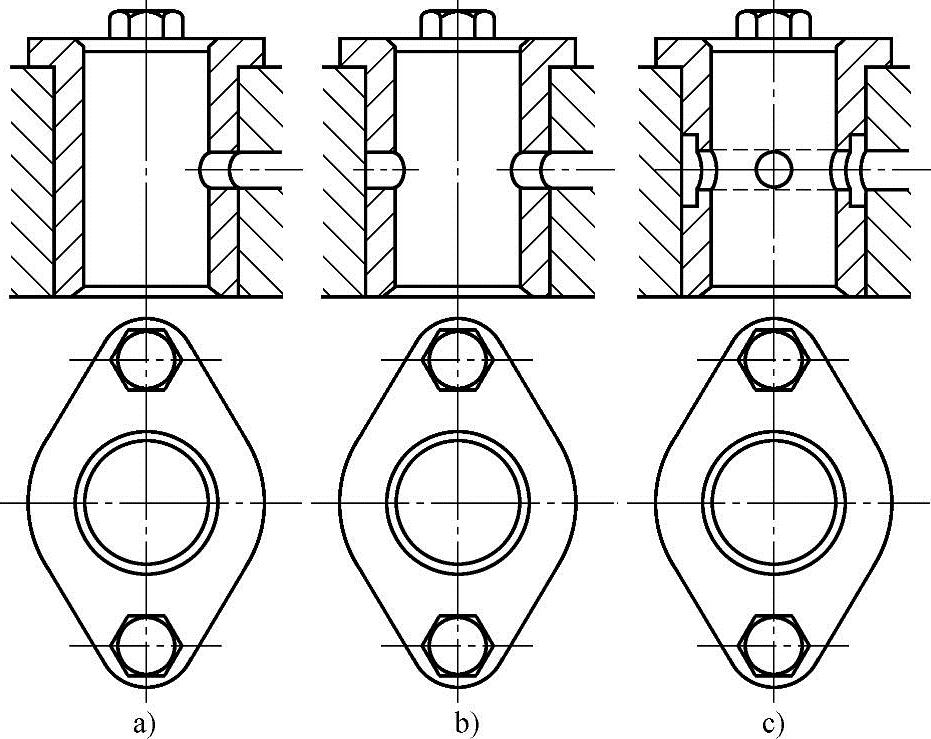
图4-39 降低装配难度的结构设计
随着装配过程自动化程度的提高,越来越多的装配工作应用了装配自动线或装配机器人,这些自动化设备具有很高的工作速度,但是对零件上的微小差别的分辨能力比人差很多,这就要求设计人员应减少那些具有微小差别的零件种类,或增加容易识别的明显标志,或将相似零件在可能的情况下消除差别,合并为同一种零件。
例如图4-40a所示的两个圆柱销的外形尺寸完全相同,只是材料及热处理方式不同,这在装配过程中无论是人或是自动化的机器都很难区别,装错的可能性极大。如果改为图4-40b所示的结构,使两个零件的外形尺寸有明显的差别,使得错误的装配不能实现,这就避免了发生装配错误的可能性。
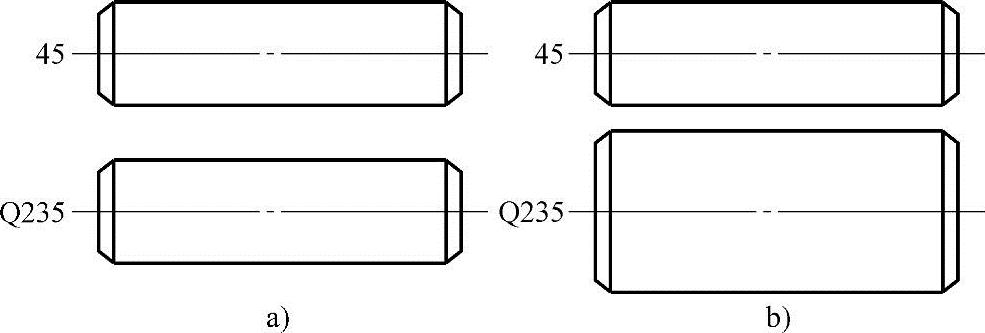
图4-40 相似零件具有明显差别
在机械设计中很多设计参数是依靠调整过程实现的,当对机器进行维修时要破坏某些经过调整的装配关系,维修后需要重新调整这些参数,这就增加了维修工作的难度。结构设计应减少维修工作中对已有装配关系的破坏,使维修更容易进行。
图4-41a所示轴承座结构的装配关系不独立,更换轴承时不但需要破坏轴承盖与轴承座的装配关系,而且需要破坏轴承座与机体的装配关系。图4-41b所示的结构中轴承座与机体的装配关系和轴承盖与轴承座的装配关系互相独立,更换轴承时不需要破坏轴承座与机体的装配关系。
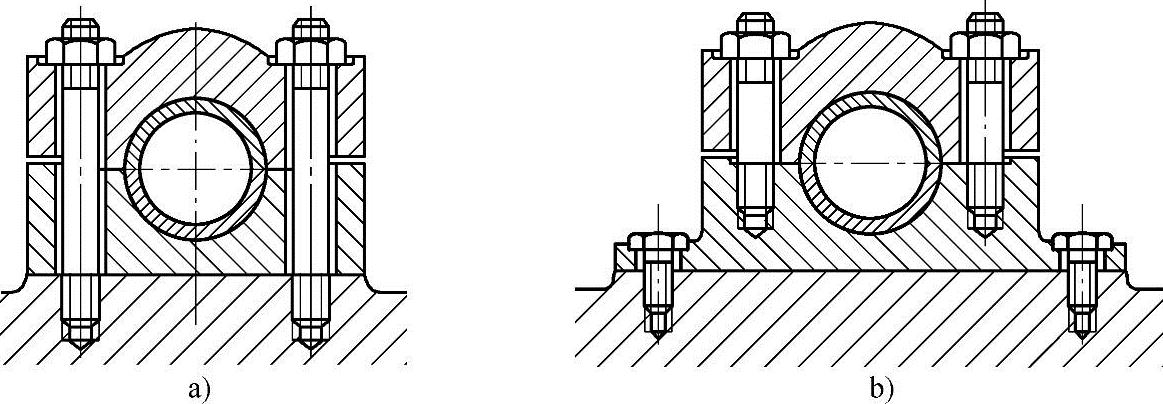
图4-41 装配关系独立的结构设计
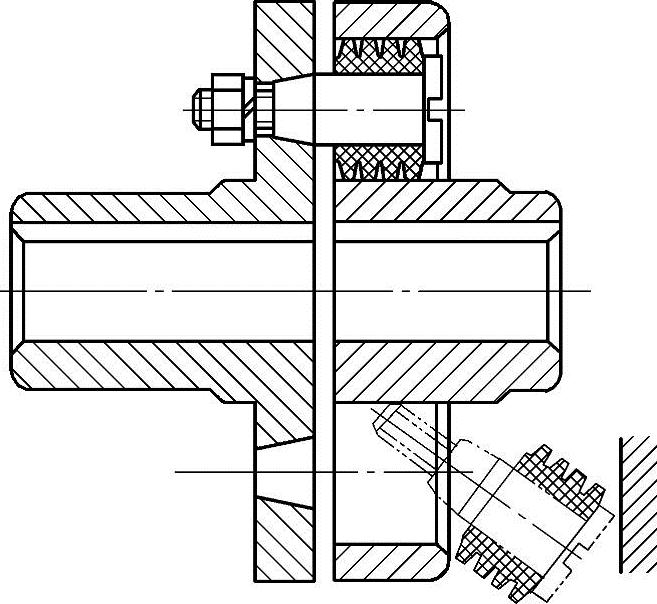
图4-42 弹性套柱销联轴器
机械设备中的某些零部件由于材料或结构的关系使用寿命较低,这些零部件在设备的使用周期内需要多次更换,结构设计中要考虑这些易损零件更换的可能性和方便程度。例如V带传动中带的设计寿命较低,需要经常更换。V带是无端带,如果将带轮设置在两固定支点间,则每次更换带时都需要拆卸并移动支点,为此通常将带轮设置在轴的悬臂端。图4-42所示的弹性套柱销联轴器的弹性元件由于使用橡胶材料所以寿命较低,联轴器两端通常连接较大设备,更换弹性元件时很难移动这些设备,结构设计时应为弹性元件的拆卸和装配留有必要的空间。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。