



1.合闸启动,FV1断,指示灯HL亮
故障原因是主回路短路或误触发。
1)先用示波器检查各相触发器输出脉冲的相位是否正确。若不正确,进行调整。
2)若各相触发脉冲相位正确,则检查V1~V3是否被击穿。
3)如果晶闸管没有损坏,对门极引线和脉冲变压器加以屏蔽。
表5-10 XF-014轧辊磨床(SCR-200A)电气元件参数表
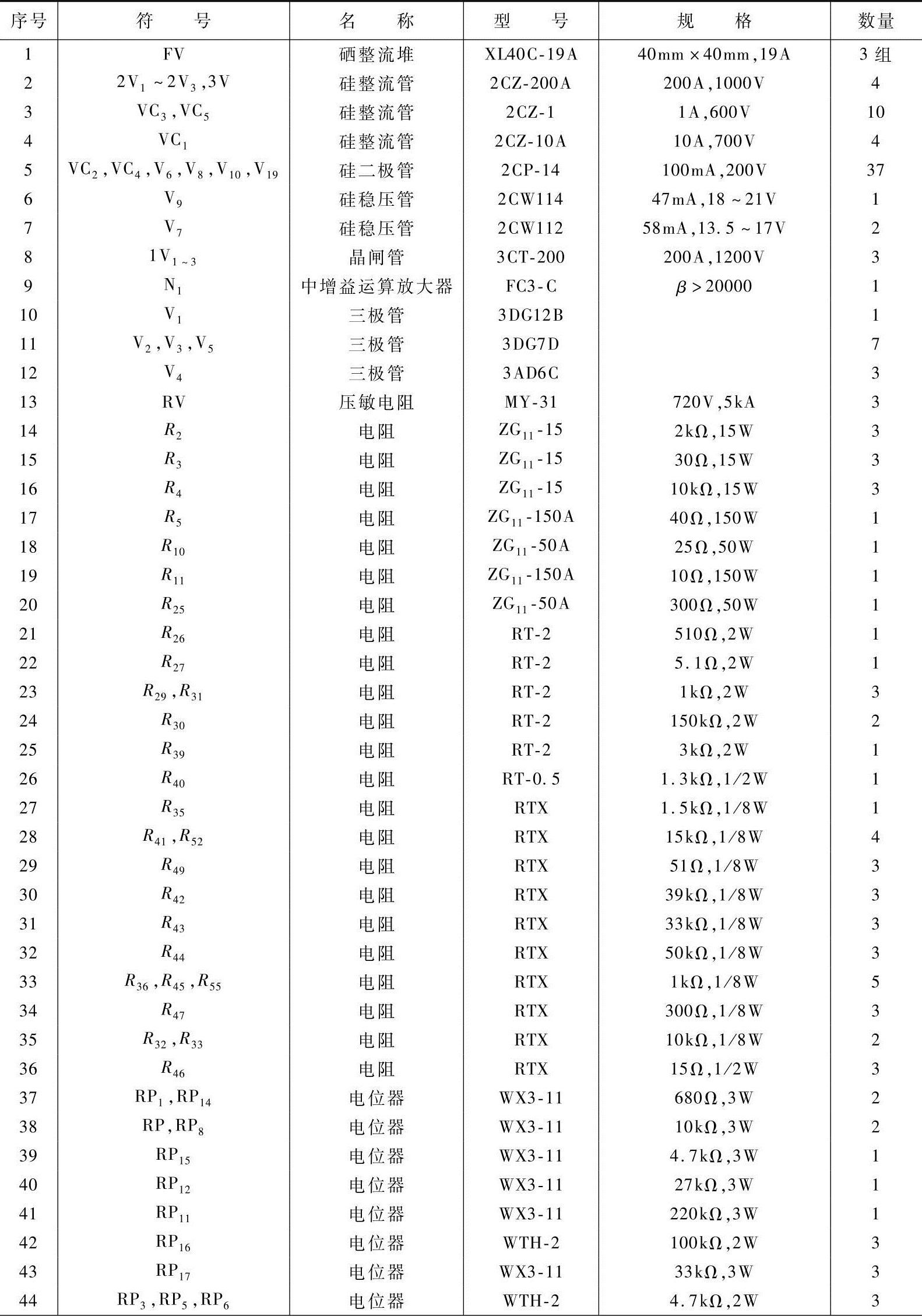
(续)

2.电动机启动不起来
故障原因是电源电压未加上,或者没有励磁电源。
1)先用示波器检查各相触发器有无脉冲输出。若没有脉冲输出,则从给定电压开始逐级检查。看放大器、移相器有无电源;检查运算放大器N1有无损坏。
2)若触发脉冲有输出,晶闸管装置一定有直流电压输出。这时若电动机仍不启动,就应检查励磁电源TC1和VC1。
3)若以上检查均无问题,则一定是电动机本身有损坏,对电动机进行检查。
3.电动机转速过高,超速继电器动作
故障原因是励磁电流太小或转速反馈信号消失。
1)先检查有无励磁电压。若没有电压,就检查整流桥VC1的二极管是否损坏;若无电压或电压低于正常值,则检查励磁回路的电阻值是否变大,或者已断路。
2)以上检查正常,再检查测速反馈回路是否断线,或者调节反馈信号大小的电位器RP8有否接触不良的故障,V10是否损坏。(https://www.xing528.com)
3)重新调整欠电流继电器FA2的动作值。
4.电动机转速快慢不均匀
故障原因是整流电压不稳,或是速度反馈电路断路使机械特性变软。
1)首先用万用表测量电动机两端电压是否正常。若电压时高时低,再检查各给定电位器的输出电压是否正常。如果不正常,则是给定电位器变质或接触不良,同时检查晶体管V9及电容C15是否损坏。
2)若电动机两端电压正常,则应检查转速负反馈回路。检查速度反馈电位器及各插件的接触是否良好,检查测速发电机的机械连接、固定及电刷等部位。
5.转速周期性快慢变化
原因是系统产生振荡。系统产生振荡、校正环节有故障或者有机外干扰,首先应确定是外部干扰还是调节器本身自激而引起的故障。停下车,单独检查控制回路,断开主回路电源,用示波器观察触发器输出端。把放大器的输入端短路,振荡消除即可断定为机外干扰;若振荡未消除,则是校正环节有故障。这两种情况的解决方法是:
1)对于机外干扰,要设法找出干扰源,一般为附近的电子设备或变化较强的电磁场。这时应使设备远离干扰源。若无法远离就必须对控制回路的主要信号线和脉冲变压器进行屏蔽,或者在放大器输入端增加适当的滤波电路。
2)对于调节器本身的自激,可改变其校正参数加以消除。
①调整RP2以减小放大器的放大器倍数,这样可减小反馈强度。
②检查电容C28、C29是否失效。
6.电动机启动电流过大或启动缓慢
原因是电流截止负反馈环节有故障。
1)检查电流限幅是否过大或过小,重新调整RP1。
2)检查光电隔离管E1是否工作正常。
7.过电流继电器FA1动作,电动机过热
原因是电动机过载。应检查传动机构是否被卡住或阻力增大,使电动机较长时间在限幅电流下工作。在这种情况下,可请有工作经验的钳工协助共同排除故障。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。