



双面单工液压传动组合机床电气控制电路原理如图4-26所示。双面单工液压传动组合机床由左、右动力头电动机M1、M2及冷却泵电动机M3三台电动机拖动。在双面单工液压传动组合机床控制电路中,手动开关SA1为左动力头单独调整开关,SA2为右动力头单独调整开关,SA3为冷却泵电动机的工作选择开关。
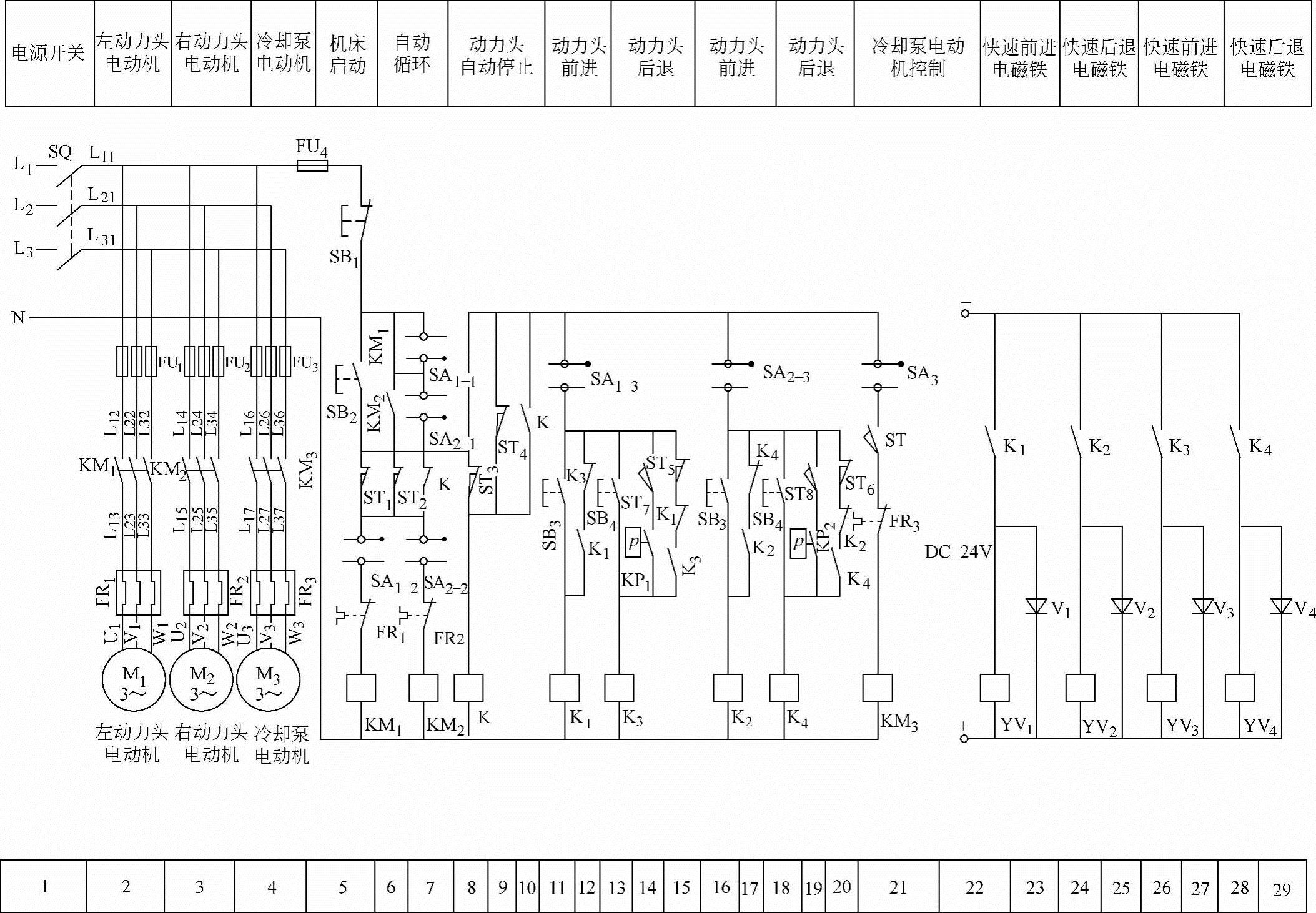
图4-26 双面单工液压传动组合机床电气控制电路原理
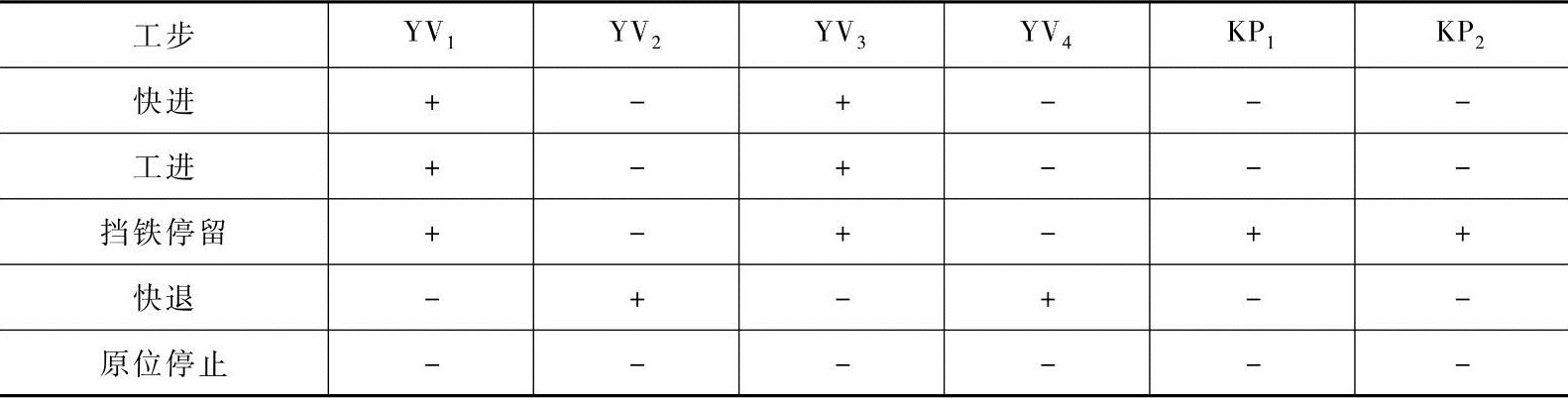
各电磁阀及液压继电器的工作动作表见表4-5;左、右动力头的工作循环如图4-27所示。当左、右动力头在原位时,行程开关ST1、ST2、ST3、ST4、ST5、ST6被压下。
表4-5 各电磁阀及液压继电器动作表
 (https://www.xing528.com)
(https://www.xing528.com)
说明:表格中“+”代表相应的元件接通,“-”代表相应的元件断电。
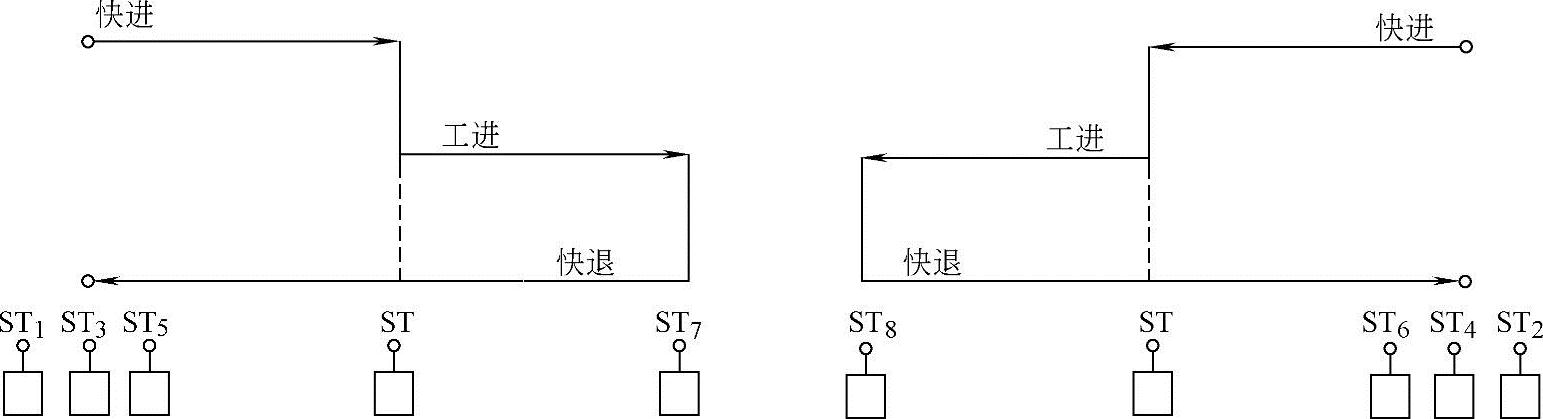
图4-27 左、右动力头的工作循环
当需要机床工作时,将手动开关SA1、SA2扳至自动循环位置,按下机床启动按钮SB2,接触器KM1、KM2通电闭合并自锁,其主触点闭合,左、右动力头电动机M1、M2启动运转。然后按下“前进”按钮SB3,中间继电器K1、K2通电闭合并自锁,电磁阀YV1、YV3线圈通电动作,左、右动力头离开原位快速前进。此时行程开关ST1、ST2、ST5、ST6首先复位,接着行程开关ST3、ST4也复位。由于行程开关ST3、ST4复位,因而中间继电器K通电闭合并自锁,为左、右动力头自动停止做好准备。动力头在快速前进的过程中,由各自的行程阀自动转换为工进,并压下行程开关ST1,使得接触器KM3通电闭合,冷却泵电动机M3启动运转,供给机床切削冷却液。左动力头加工完毕后,压下行程开关ST7,并通过挡铁机械装置动作使油压系统油压升高,压力继电器KP1动作,使图4-26电路中14区压力继电器KP1的常开触点闭合,中间继电器K3闭合并自锁,K1失电释放。同理,右动力头加工完毕后,压下行程开关ST8,使得压力继电器KP2动作,19区中压力继电器KP2的常开触点闭合,中间继电器K4闭合并自锁,K2失电释放。由于中间继电器K1、K2失电释放,YV1、YV3失电且YV2、YV4通电,根据表4-6中各电磁阀及液压继电器的工作动作表可知,此时左、右动力头快速后退。当左、右动力头退回至行程开关ST处时,ST复位,接触器KM3失电释放,冷却泵电动机M3停转。而当左、右动力头退回至原位时,首先压下行程开关ST3、ST4,然后压下行程开关ST1、ST2、ST5、ST6,接触器KM1、KM2失电释放,左、右动力头电动机M1、M2停转,完成一次循环加工过程。
图中按钮SB4为左、右快退手动操作按钮,按下SB4,能使左、右动力头退至原位停止。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。