



B2012A型龙门刨床电气控制电路原理如图4-21~图4-24所示。其中图4-21所示为交-直流机组电路原理;图4-22所示为B2012A型龙门刨床主拖动系统及抬刀电路原理;图4-23所示为主拖动机组 /△启动及刀架控制电路原理;图4-24所示为B2012A型龙门刨床横梁及工作台控制电路原理。
/△启动及刀架控制电路原理;图4-24所示为B2012A型龙门刨床横梁及工作台控制电路原理。
1.直流发电-拖动系统组成
直流发电-拖动系统主电路如图4-21所示,它包括电机放大机AG、直流发电机G、直流电动机M和励磁发电机GE。
电机放大机AG由交流电动机M2拖动。电机放大机AG的主要作用是根据机床刨床各种运动的需要,通过控制绕组WC的各个控制量调节其向直流发电机G励磁绕组供电的输出电压,从而调节直流发电机发出的电压。
直流发电机G和励磁发电机GE由交流电动机M1拖动。直流发电机G的主要作用是发出直流电动机M所需要的直流电压,满足直流电动机M拖动刨床运动的需要。
励磁发电机的主要作用是由交流电动机M1拖动,发出直流电压,向直流电动机M的励磁绕组供给励磁电源。直流电动机M的主要作用是拖动刨床往返交替做直线运动,对工件进行切削加工。
2.交流机组拖动系统组成
B2012A型龙门刨床交流机组拖动系统主电路原理如图4-22所示。交流机组共由9台电动机拖动:拖动直流发电机G、励磁发电机GE用交流电动机M1,拖动电机放大机用电动机M2,拖动通风用电动机M3,润滑泵电动机M4,垂直刀架电动机M5,右侧刀架电动机M6,左侧刀架电动机M7,横梁升降电动机M8和横梁放松、夹紧电动机M9。
3.各控制电路分析
(1)主拖动机组电动机M1控制电路 由交流电动机M1拖动直流发电机G和励磁发电机GE组成主拖动机组,其控制电路如图4-23所示。其中33区中的按钮SB2为交流电动机M1的启动按钮,按钮SB1为交流电动机M1的停止按钮。
当需要主拖动电动机M1拖动直流发电机G和励磁发电机GE工作时,按下33区中主拖动交流电动机M1的启动按钮SB2,33区中的接触器KM1线圈、35区中的时间继电器KT2线圈、36区中的接触器KM 线圈通电吸合,主拖动交流电动机M1的定子绕组接成
线圈通电吸合,主拖动交流电动机M1的定子绕组接成 接法减压启动,被拖动的直流励磁发电机GE利用剩磁开始发电。
接法减压启动,被拖动的直流励磁发电机GE利用剩磁开始发电。

图4-21 B2012A型龙门刨床直流发电-拖动系统电路原理
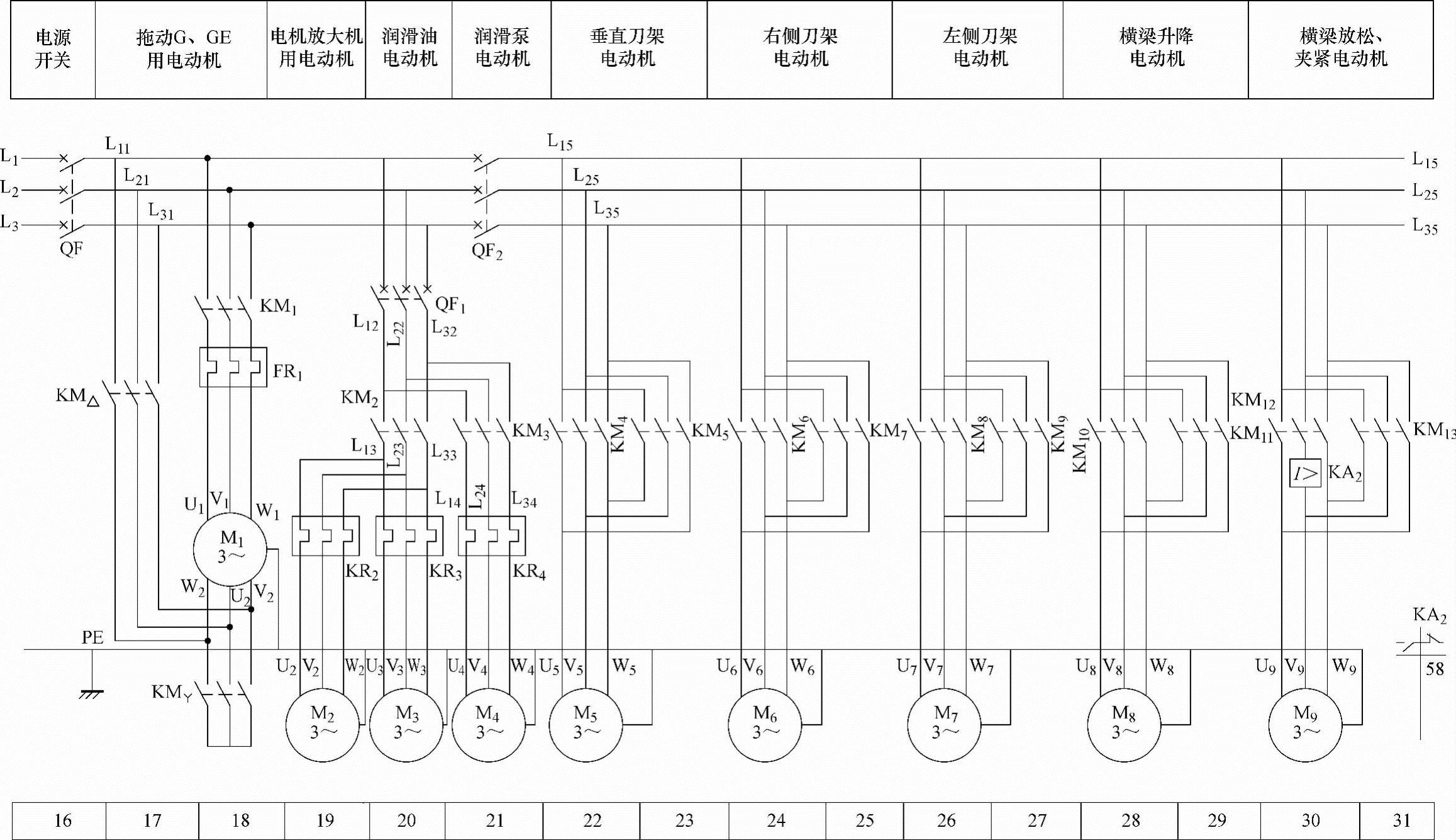
图4-22 B2012A型龙门刨床主拖动系统及抬刀电路原理
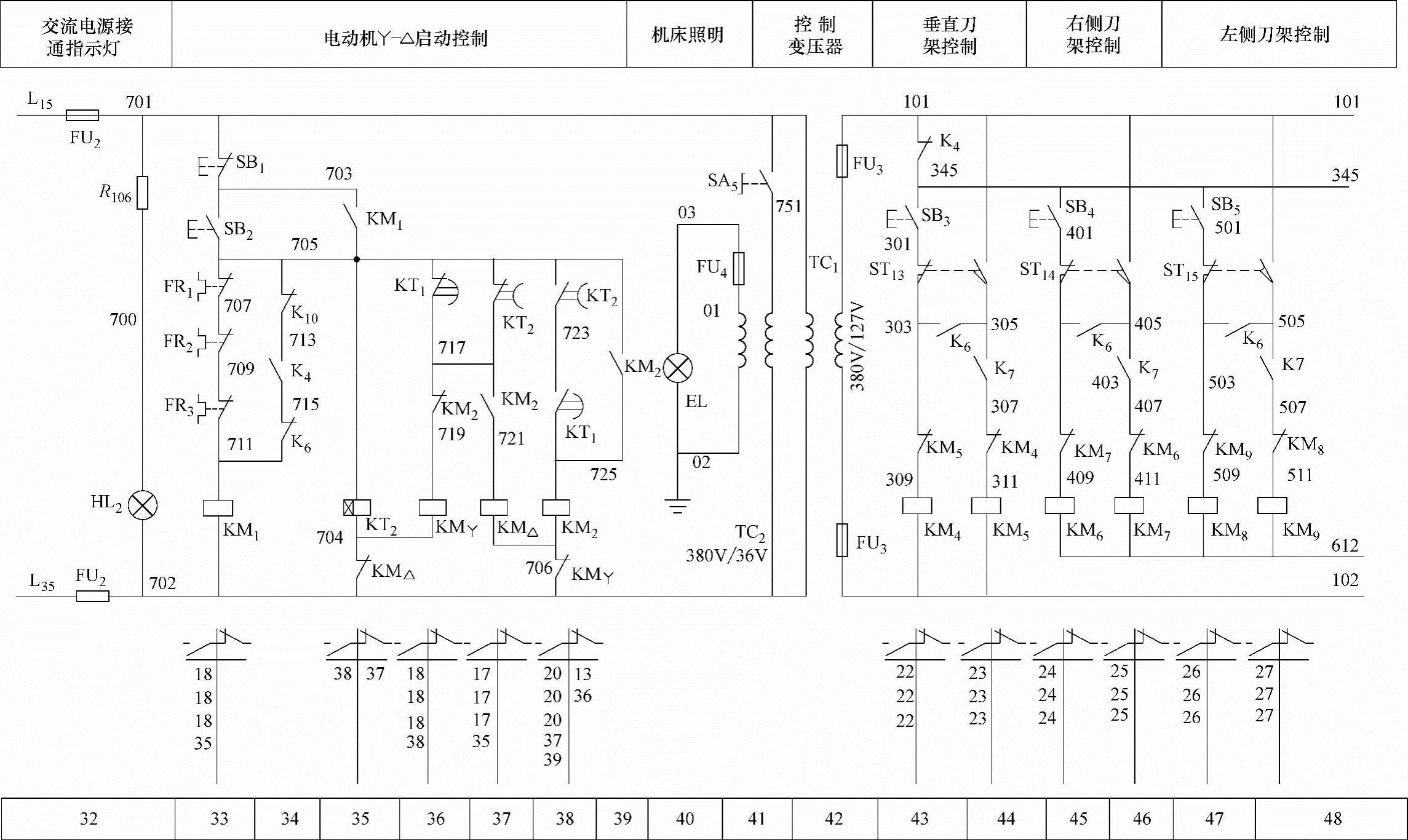
图4-23 主拖动机组 /△启动及刀架控制电路原理图(https://www.xing528.com)
/△启动及刀架控制电路原理图(https://www.xing528.com)
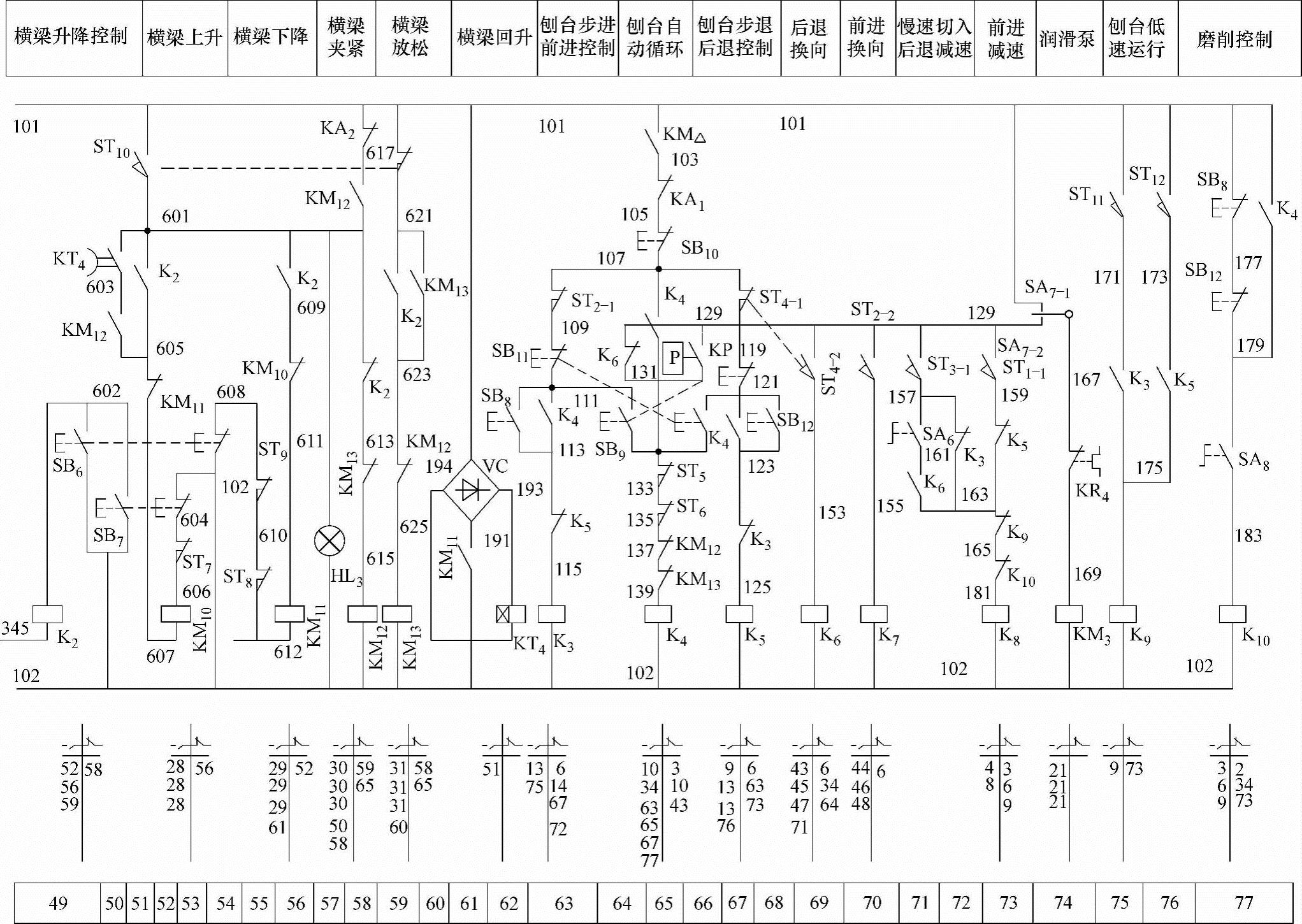
图4-24 B2012A型龙门刨床横梁及工作台控制电路原理图
接触器KM2通电闭合自锁,其在20区中的主触点闭合,接通交流电动机M2、M3的电源,交流电动机M2、M3分别拖动电机放大机AG和通风机工作。同时,接触器KM△通电闭合。此时接触器KM1和接触器KM△的主触点将交流电动机M1的定子绕组接成△接法全压运行,交流电动机M1拖动直流发电机G和励磁发电机G全速运行,完成主拖动机组的启动控制过程。
(2)横梁控制电路 在图4-24所示的电路中,50区中的按钮SB6为横梁上升启动按钮,51区中的按钮SB7为横梁下降启动按钮,53区中的行程开关ST7为横梁上升的上限位行程保护行程开关,55区中的行程开关ST8和ST9为横梁下降的下限位保护行程开关,52区和59区中的行程开关ST10为横梁放松及上升和下降动作行程开关。
1)横梁的上升控制。当需要横梁上升时,按下50区中的横梁上升启动按钮SB6,中间继电器K2线圈通电闭合,接触器KM13通电闭合并自锁。横梁放松、夹紧电动机M9通电反转,使横梁放松。
此时,行程开关ST10在59区中的常闭触点断开,接触器KM13失电释放,横梁放松夹紧电动机M9停止反转。行程开关ST10在52区的常开触点闭合,接触器KM10通电闭合,交流电动机M8正向运转,带动横梁上升。当横梁上升到要求高度时,松开横梁上升启动按钮SB6,接触器KM10线圈失电释放,横梁停止上升。继而接触器KM12闭合,交流电动机M9正向启动运转,使横梁夹紧。然后行程开关ST10常开触点复位断开,59区中行程开关ST10的常闭触点复位闭合,为下一次横梁升降控制做准备。
但由于58区接触器KM12继续通电闭合,因而电动机M9继续正转。随着横梁的进一步夹紧,电动机M9的电流增大。电流继电器KA2吸合动作,接触器KM12失电释放,横梁放松夹紧电动机M9停止正转,完成横梁上升控制过程。
2)横梁下降控制。当需要横梁下降时,按下51区中的横梁下降启动按钮SB7,中间继电器K2线圈通电闭合,接触器KM13通电闭合并自锁。横梁放松、夹紧电动机M9通电反转,使横梁放松。横梁放松后,行程开关ST10在59区中的常闭触点断开,接触器KM13失电释放,横梁放松夹紧电动机M9停止反转。行程开关ST10在52区中的常开触点闭合,接触器KM11通电闭合,横梁升降电动机M8反向运转,带动横梁下降。当横梁下降到要求高度时,松开横梁下降启动按钮SB7,横梁停止下降。接触器KM12接通横梁放松、夹紧电动机M9的正转电源,交流电动机M9正向启动运转,使横梁夹紧。继而接触器KM10通电闭合,电动机M8启动正向旋转,带动横梁作短暂的回升后停止上升,然后横梁进一步夹紧。
(3)工作台自动循环控制电路 工作台自动循环控制电路分为慢速切入控制、工作台工进速度前进控制、工作台前进减速运动控制、工作台后退返回控制、工作台返回减速控制、工作台返回结束并转入慢速控制等。
工作台自动循环控制主要通过安装在龙门刨床工作台侧面上的四个撞块A、B、C、D按一定的规律撞击安装在机床床身上的四个行程开关ST1、ST2、ST3、ST4,使行程开关ST1、ST2、ST3、ST4的触点按照一定的规律闭合或断开,从而控制工作台按预定的要求进行运动。
(4)工作台步进、步退控制 工作台的步进、步退控制主要用于在加工工件时调整机床工作台的位置。
当需要工作台步进时,按下62区中的工作台步进启动按钮SB8,工作台步进;松开按钮SB8,工作台可迅速制动停止。
当需要工作台步退时,按下68区中的工作台步退启动按钮SB12,工作台步退;松开按钮SB12,工作台也可迅速制动停止。
(5)刀架控制电路 在龙门刨床上装有左侧刀架、右侧刀架和垂直刀架,分别由交流电动机M7、M6、M5拖动。各刀架可实现自动进给运动和快速移动运动,由装在刀架进刀箱上的机械手柄来进行控制。刀架的自动进给采用拨叉盘装置来实现,拨叉盘由交流电动机拖动,依靠改变旋转拨叉盘角度的大小来控制每次的进刀量。在每次进刀完成后,让拖动刀架的电动机反向旋转,使拨叉盘复位,以便为第二次自动进刀作准备。
刀架控制电路由自动进刀控制、刀架快速移动控制电路组成。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。