



1.机床概况
C5225型立式车床为大型立式加工车床,主要用于加工径向尺寸大而轴向尺寸相对小的重型及大型工件。其工作台直径为2500mm,共装7台三相异步电动机,机床的全部主要用电设备均由380V电源供电,控制电路的电压为220V。
主拖动电动机M1通过变速箱能实现16种转速的变换。横梁的两端装有两个进给箱,在进给箱的后部装有刀架进给和快速移动电动机各一台。两个立柱上各装有一个侧刀架和进给箱。每个进给箱上装有刀架进给和快速移动电动机各一台。
机床的主运动为工作台的旋转运动。进给运动包括垂直刀架的垂直移动和水平移动,侧刀架的横向移动和上下移动。辅助运动有横梁的上下移动。
2.电控特点及拖动要求
1)工作台由主电动机经变速箱直接启动。因立车在工作时主要是正向切削,所以电动机只需要正向转动。但是为了调整工件或刀具,电动机必须有正、反向点动控制。
2)由于工作台直径大、重量大、惯性也大,所以必须在停车时采用制动措施。
3)工作台的变速由电气、液压装置和机械联合实现。
4)由于机床体积大,操作人员的活动范围也大,采用悬挂按钮站来控制,其选择开关和主要操作按钮都置于其上。
5)在车削时,横梁应夹紧在立柱上,横梁上升的程序是松开夹紧装置→横梁上升→最后夹紧。当横梁下降时,丝杠和螺母间出现的空隙,影响横梁的水平精度,故设有回升环节,使横梁下降到位后略微上升一下。所以横梁下降的程序是松→动→回升→紧。
6)必须有完善的联锁与保护措施。
3.C5225型立式车床电气控制图的识读分析
C5225型立式车床电气控制电路原理如图4-6所示。
从图4-6a可知,C5225型立式车床由7台电动机拖动:主轴电动机M1,液压泵电动机从图4-6b、c可知,只有在液压泵电动机M2启动运行、机床润滑状态良好的情况下,其他电动机才能启动。
(1)液压泵电动机M2控制 按下按钮SB4,接触器KM4闭合,液压泵电动机M2启动运转,同时14区接触器KM4的常开触点闭合,接通了其他电动机控制电路的电源,为其他电动机的启动运行做好了准备。
(2)主拖动电动机M1控制 主拖动电动机M1可采用 -△减压启动控制,也可采用正、反转点动控制,还可采用停车制动控制,由主拖动电动机M1拖动的工作台还可以通过电磁阀的控制来达到变速的目的。
-△减压启动控制,也可采用正、反转点动控制,还可采用停车制动控制,由主拖动电动机M1拖动的工作台还可以通过电磁阀的控制来达到变速的目的。
1)主拖动电动机M1的 -△减压启动控制。按下按钮SB4(15区),中间继电器K1闭合并自锁,接触器KM1线圈(17区)通电闭合,继而接触器KM
-△减压启动控制。按下按钮SB4(15区),中间继电器K1闭合并自锁,接触器KM1线圈(17区)通电闭合,继而接触器KM 线圈(24区)通电闭合,同时时间继电器KT1线圈(21区)通电闭合,主拖动电动机M1开始
线圈(24区)通电闭合,同时时间继电器KT1线圈(21区)通电闭合,主拖动电动机M1开始 -△减压启动。经过一定的时间,时间继电器KT1动作,接触器KM1线圈断电释放,接触器KM
-△减压启动。经过一定的时间,时间继电器KT1动作,接触器KM1线圈断电释放,接触器KM 线圈断电,接触器KM△线圈(26区)通电闭合,主拖动电动机M1△接法全压运行。
线圈断电,接触器KM△线圈(26区)通电闭合,主拖动电动机M1△接法全压运行。
2)主拖动电动机M1正、反转点动控制。按下正转点动按钮SB5(17区),接触器KM1线圈通电闭合,继而接触器KM 通电闭合,主拖动电动机M1正向
通电闭合,主拖动电动机M1正向 接法点动启动运转。按下反转点动按钮SB6(20区),接触器KM2线圈(20区)通电闭合,继而触器KM
接法点动启动运转。按下反转点动按钮SB6(20区),接触器KM2线圈(20区)通电闭合,继而触器KM 通电闭合,主拖动电动机M1反向
通电闭合,主拖动电动机M1反向 接法点动启动运转。
接法点动启动运转。
3)主拖动电动机M1停车制动控制。当主拖动电动机M1启动运转时,速度继电器KS的常开触点(22区)闭合。按下停止按钮SB3(15区),中间继电器K1、接触器KM1、时间继电器KT1、接触器KM△线圈失电释放,接触器KM3线圈通电闭合,主拖动电动机M1能耗制动。当速度下降至100r/min时,速度继电器的常开触点(22区)复位断开,主拖动电动机M1制动停车完毕。
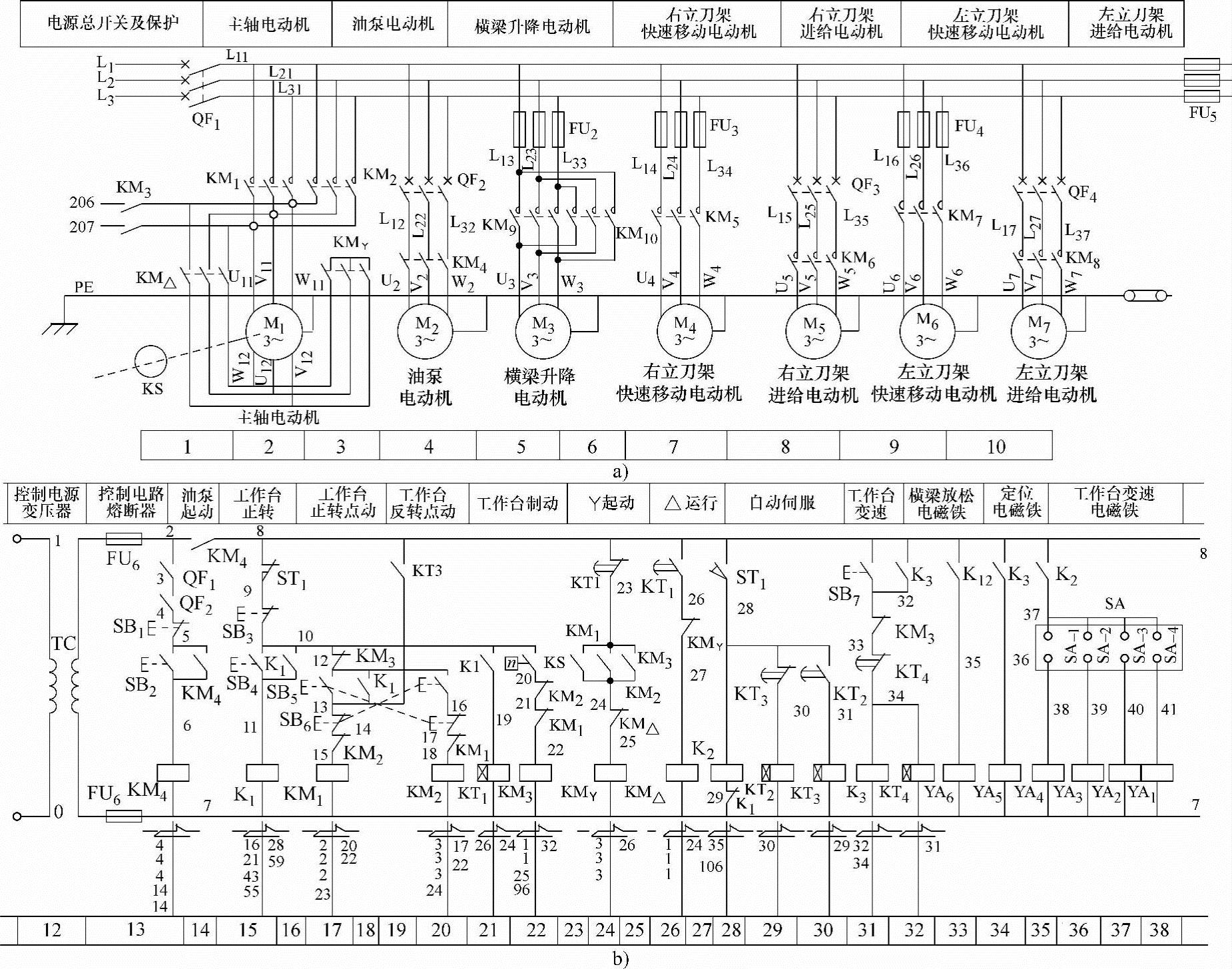
图4-6 C5225型立式车床电气控制电路原理(https://www.xing528.com)
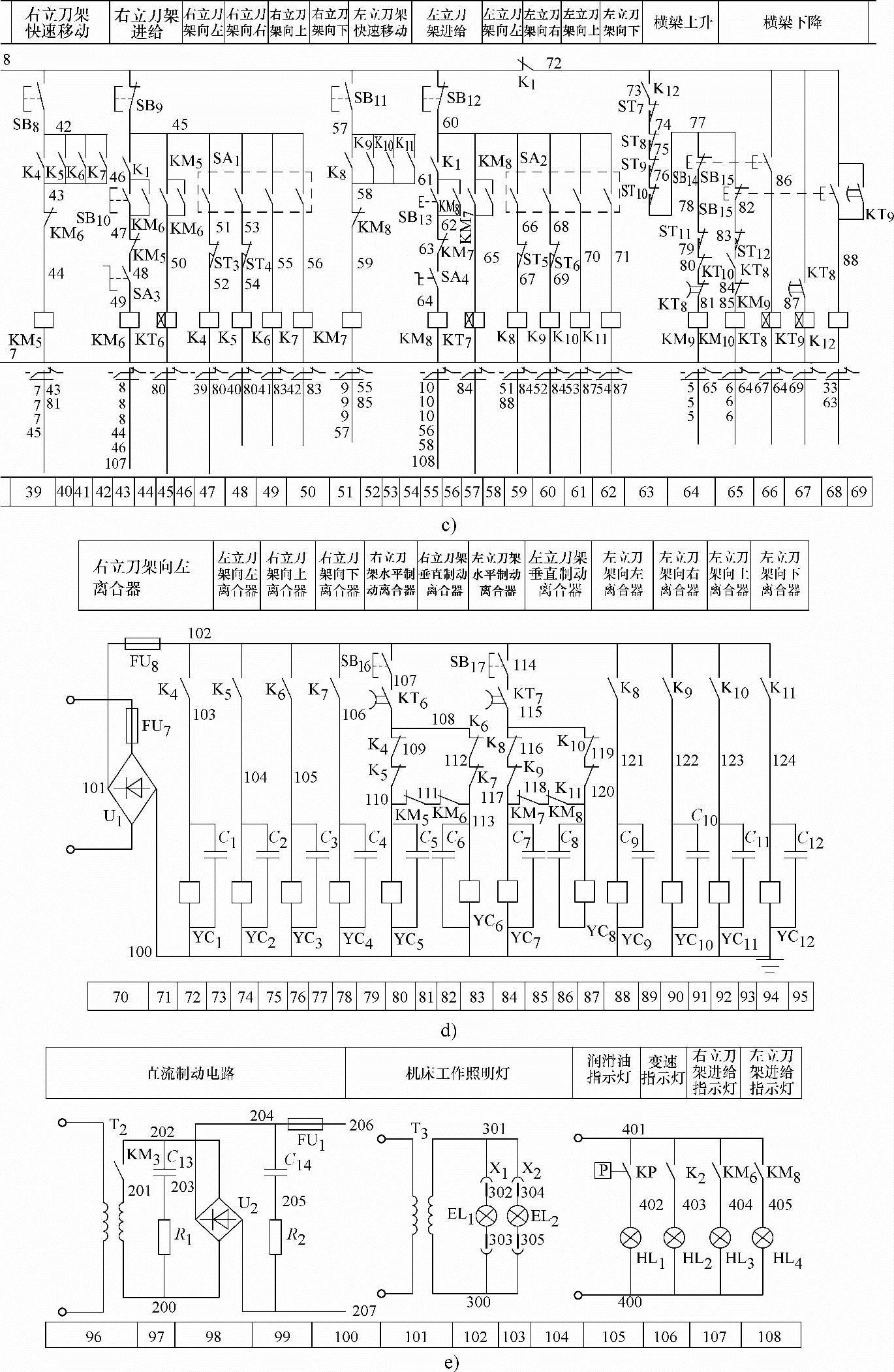
图4-6 C5225型立式车床电气控制电路原理(续)
4)工作台的变速控制。工作台的变速由手动开关SA控制,改变手动开关SA的位置(电路图中35~38区),电磁铁YA1~YA4有不同的通断组合,可得到工作台各种不同的转速。表4-1列出了C5225型立式车床转速表。
表4-1 C5225型立式车床转速表

注:表中“+”表示接通状态,“-”表示断开状态。
将SA扳至所需转速位置,按下按钮SB7(31区),中间继电器K3、时间继电器KT4线圈通电吸合,继而电磁铁YA5线圈通电吸合,接通锁杆油路,锁杆压合行程开关ST1(28区)闭合,使中间继电器K2、时间继电器KT2线圈通电吸合,变速指示灯HL2亮,相应的变速电磁铁(YA1~YA4)线圈通电,工作台得到相应的转速。
时间继电器KT2闭合后,经过一定的时间,KT3线圈通电闭合,使接触器KM1、KM 通电吸合,主拖动电动机M1做短时启动运行,促使变速齿轮啮合。变速齿轮啮合后,ST1复位,中间继电器K2、时间继电器KT2、KT3、电磁铁YA1~YA4失电释放,完成工作台的变速过程。
通电吸合,主拖动电动机M1做短时启动运行,促使变速齿轮啮合。变速齿轮啮合后,ST1复位,中间继电器K2、时间继电器KT2、KT3、电磁铁YA1~YA4失电释放,完成工作台的变速过程。
(3)横梁升、降控制
1)横梁上升控制。按下横梁上升按钮SB15(68区),中间继电器K12通电吸合,继而横梁放松,电磁铁YA6(33区)通电吸合,接通液压系统油路,横梁夹紧机构放松,然后行程开关ST7、ST8、ST9、ST10(63区)复位闭合,接触器KM9线圈(64区)通电闭合,横梁升降电动机M3正向启动运转,带动横梁上升。松开按钮SB15,横梁停止上升。
2)横梁下降控制。按下横梁下降按钮SB14(66区),时间继电器KT8(66区)、KT9(67区)及中间继电器K12(68区)线圈通电吸合,继而横梁放松,电磁铁YA6(33区)通电吸合,接通液压系统油路,横梁夹紧机构放松,然后行程开关ST7、ST8、ST9、ST10(63区)复位闭合,接触器KM10线圈(65区)通电闭合,横梁升降电动机M3反向启动运转,带动横梁下降。松开按钮SB14,横梁下降停止。
(4)刀架控制
1)右立刀架快速移动控制。将十宇手动开关SA1扳至“向左”(47区~50区)位置,中间继电器K4(47区)通电吸合,继而右立刀架向左快速移动,离合器电磁铁YC1线圈(72区)通电吸合。然后按下右立刀架快速移动电动机M4的启动按钮SB8(39区),接触器KM5通电吸合,右立刀架电动机M4启动运转,带动右立刀架快速向左移动。松开按钮SB8,右立刀架快速移动电动机M4停转。
同理,将十宇手动开关SA1扳至“向右”、“向上”、“向下”位置,分别可使右立刀架各移动方向电磁离合器电磁铁YC2~YC4(74区~79区)线圈吸合,从而控制右立刀架向右、向上、向下快速移动。
与右立刀架快速移动控制的原理相同,左立刀架快速移动通过十宇手动开关SA2(59区~62区)扳至不同位置来控制电磁离合器电磁铁YC9~YC12的通断,通过按下或松开左立刀架快速移动电动机M6启动按钮SB11(51区)控制左立刀架快速移动电动机M6的启停。
2)右立刀架进给控制。在工作台电动机M1启动的前提下,将手动开关SA3(43区)扳至接通位置,按下右立刀架进给电动机M5启动按钮SB10,接触器KM6通电吸合,右立刀架进给电动机M5启动运转,带动右立刀架工作进给。按下右立刀架进给电动机M5的停止按钮SB9,右立刀架进给电动机M5停转。
左立力架进给电动机M7的控制过程相同。
3)左、右立刀架快速移动和工作进给制动控制。当右立刀架快速移动电动机M3或右立刀架进给电动机M4启动运转时,时间继电器KT6通电闭合,80区瞬时闭合延时断开触点闭合。当松开右立刀架快速进给移动电动机M3的点动按钮SB8或按下右立刀架进给电动机M4的停止按钮SB9时,接触器KM5或KM6失电释放,由于KT6为断电延时,因而80区中的时间继电器KT6的瞬时闭合延时断开触点仍然闭合,此时按下右立刀架水平制动离合器按钮SB16(80区),右立刀架水平制动离合器电磁铁YC5、YC6线圈通电吸合,使制动离合器动作,对右立刀架的快速进给及工作进给进行制动。
左立刀架快速移动和工作进给制动控制的工作过程相同。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。