



FANUC0i系统面板
1.开机步骤
1)打开机床总电源。
2)按下系统面板上 按钮,将进入系统启动状态。
按钮,将进入系统启动状态。
3)系统启动完成后,观察显示器上是否有报警,如有报警,按下 按钮进入此页面看报警信息,并解除报警,方可对机床进行下一步操作。比如,显示的报警为“Emergencystop”,顺时针旋转
按钮进入此页面看报警信息,并解除报警,方可对机床进行下一步操作。比如,显示的报警为“Emergencystop”,顺时针旋转 急停按钮,即可解除报警。当然,机床开机出现的报警不仅仅有急停“Emergencystop”,有时,还会出现切削液液面低报警,润滑油液面低报警等。这时,需要采取相应的措施解除报警。
急停按钮,即可解除报警。当然,机床开机出现的报警不仅仅有急停“Emergencystop”,有时,还会出现切削液液面低报警,润滑油液面低报警等。这时,需要采取相应的措施解除报警。
2.返回参考点
1)检查机床各个轴是否停在极限位置
2)选择“REF”档位,按下“+X”“+Y”“+Z”按键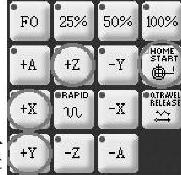 ,然后按
,然后按 即进行回零启动,回到零点后,在LED显示界面,显示零点灯亮,即完成回零动作。
即进行回零启动,回到零点后,在LED显示界面,显示零点灯亮,即完成回零动作。
3.手动和手轮操作模式
(1)JOG手动方式移动坐标轴
1)选择“JOG”档位,进入JOG方式。
2)在 中选择一个移动轴及移动方向。
中选择一个移动轴及移动方向。
3)调节进给倍率开关旋钮 ,能够改变轴移动的快慢。
,能够改变轴移动的快慢。
4)快速移动调节速度: ,一般刚学习数控铣床时,选择25%,然后,再选择轴及移动方向按住
,一般刚学习数控铣床时,选择25%,然后,再选择轴及移动方向按住 加速键,轴即会快速移动。
加速键,轴即会快速移动。
(2)HANDLE手轮方式移动坐标轴
1)选择“HANDLE”档位,进入HANDLE方式。
2)选择想要移动的轴的档位(OFF、X、Y、Z、A),再选择进给速度(X1、X10、X100)。
3)不同厂家生产出机床手轮一般有两种:一种是有手轮开关,一种没有手轮开关。有手轮开关的在使用时要按下开关,没有则直接使用即可。
4)然后顺时针旋转为轴正向移动,逆时针为轴负向移动。
注意
数控铣床X、Y轴的正方向与笛卡儿坐标系相反,Z轴同笛卡儿坐标系一样(使用在手动移动轴的情况)。而编辑程序输入坐标时按照笛卡儿坐标系输入。
4.程序的编制
进行程序编制前要认识键盘上几个编辑修改键,编辑程序时所用的按键有:程式PROG、退格CAN、替换ALTER、插入INSERT、删除DELET、上档SHIFT等。(https://www.xing528.com)
(1)搜索程序
1)选择编辑(EDIT)模式状态。
2)按程序PROGRAM按键进入程序界面。
3)左下端输入栏内输入“OXXXX”(数字),按↑或者↓键即可出现此程序的内容。
(2)程序的输入
1)选择编辑(EDIT)模式状态。
2)按PROGRAM按钮进入程序界面。
3)新建程序名,程序名第一个字母为“O+四位数字”,例如输入“O0001”,按INSERT。
4)按EOB即显示“;”,按下INSERT(发那科系统编程习惯每句话后面用“;”隔开,再输入下一句话)。
5)依次如此输入指令代码及相应数字即可,右下角字母的输入,按SHITE切换即可。
注意
输入过程中程序自动保存到系统内,无须保存程序。
(3)程序的修改
输入程序过程中通常有以下两点需要修改:
1)在输入左下角位置出现“XX”之类重复输入,选择CAN键自右向左依次可删除。
2)修改已经输入到程序内的指令代码,把光标移到要修改的指令代码或者字符上,有两种方式可以修改,一种是用DELET删除后再输入正确指令代码或者字符,另一种是输入正确指令代码或者字符用“ALTER”键替换所修改的内容即可。
(4)删除程序
1)删除程序的条件是将程序写保护打开。
2)选择EDIT档位,进入PROG界面。
3)使用MDI键盘输入要删除的程序名在CRT界面的左下角,直接按DELET按键即将程序删除。
(5)关机
按下急停开关→关掉系统电源→关掉机床电源,最后关闭总电源。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。