



1.一般规定
目前国内外较大管道工程开工前,承包方参与相应工程建设的焊工都要进行焊工上岗考试。焊工上岗考试的目的是检验焊工能否使用经过评定合格的焊接工艺规程焊接出合格的对接或角接管焊缝。广义焊工上岗考试包括焊机操作工上岗考试。
关于焊工上岗考试,应以业主签发的焊工上岗考试要求为基准,这里仅介绍长输管道目前推行的、基本固化的焊工上岗考试模式(参照SY/T 4103—2006标准)。凡参加焊机操作工上岗考试的焊工应首先按照TSG Z6002—2010《特种设备焊接操作人员考试细则》要求,获得质量技术监督部门核发的有效相应焊机操作工资格证并经业主或业主代表确认后,方可准许进行焊机操作工上岗考试。
焊工上岗考试由业主或业主代表下达指令并委托专门的考试单位组织考试。上岗考试过程中业主或业主代表全程跟踪和监督考试。焊工上岗考核合格方可从事相应工程的焊接施工。
焊工上岗考试内容包括基本知识考试和操作技能考试,考试合格后由焊工考试机构对合格焊工核发相应工程的焊工上岗证。基本知识考试主要由考试用自动焊工艺规程的相关知识、焊接质量控制相关知识、焊接安全与防护基本知识等组成,基本知识考试应不低于60分为合格。焊接操作技能考试应按照业主制定的考试办法并采用现场使用的设备进行考试,考试采用批准的焊接工艺规程。
在对焊工进行上岗考核时,可要求焊工独立、连续完成一个完整的管接头或管接头的扇形段全部焊道或扇形段的具体焊道层。当焊接管接头扇形段时,应将其支承在具有典型的平焊、立焊和仰焊的位置。
通常直径φ<508mm的管对接接头可要求焊工焊接整道焊口,直径φ≥508mm的管对接接头可要求焊工焊接其周长的一半。
上岗资格分为主线路根焊、主线路热焊和填充焊、主线路盖面焊、连头焊和返修焊五种。焊工(操作工)应根据其将从事的焊接作业,使用业主批准的焊接工艺规程进行焊接操作考试,并取得相应的上岗资格。进行返修焊接作业资格认定时,应将射线检测合格的焊缝按5G管位置固定在考试工位上,去除3点至6点(包含6点)处约330mm长的全部焊缝,修出坡口和间隙,每名焊工应独立、连续完成焊接操作。
在上岗考核过程中,焊工应遵守依据相应评定报告而编制的焊接工艺规程中的所有要求,包括钢管类型与规格、采用的焊接设备与焊接材料、焊接参数与相关技术措施等。上岗资格考试用钢管宜与工程用钢管材质和规格相同。考试前,应给焊工(操作工)一定的时间熟悉考试用焊接设备、焊接工艺和焊接材料。用于手工焊和半自动焊考核用的钢管长度应不小于125mm。用于自动焊考核用的钢管的长度应根据满足焊接工艺规程所有要求的需要而具体确定。
所有考试焊缝均应进行外观检查和射线检测。考试委员会有权决定用破坏性试验替代无损检测。若考试委员会认为某个焊缝的无损检测结果不足以评价焊工的能力时,有权要求对其进行破坏性试验。
当上述检查内容均为合格时,则该焊工获得相应的焊工上岗证。
从事焊接工艺评定的焊工在其评定的焊接工艺被认定合格时,则该焊工此焊接工艺可免于参加上岗考试。
2.上岗资格范围
取得上岗资格证书的焊工(操作工)可进行规定范围内的焊接作业。当焊接工艺规程有下列基本要素变更时,焊工(操作工)应重新进行上岗资格认定。
1)由一种焊接方法变为另一种焊接方法或其他焊接方法的组合。应包括下列内容:
①由一种焊接方法变更为另一种焊接方法。
②改变焊接方法组合。焊工具有该组合工艺中各项焊接方法的上岗资格证书,无需重新进行上岗资格认定。
③焊接方向由向上焊变为向下焊,或反之。
2)焊接材料分类的变更。
3)钢管壁厚分组的变更。钢管壁厚分组如下:
①小于4.8mm。
②大于或等于4.8mm,且小于或等于19.1mm。
③大于19.1mm。
4)从一种管外径分组变为另一种管外径分组,管外径的分组如下:
①管外径小于60.3mm。
②管外径大于或等于60.3mm至管外径小于或等于323.9mm。
③管外径大于323.9mm。
5)焊接位置的变更,如从垂直焊接位置(2G)变为水平焊接位置(5G),或反之。若焊工已取得倾斜45°固定管焊接位置(6G)对接焊的上岗资格,则可进行任意位置对接焊和角焊的焊接操作。
6)接头设计的变更(如去除垫板,或由V形坡口改为U形坡口等)。
3.外观检查
焊工(操作工)上岗考试焊缝表面不应打磨。焊缝外观应符合以下要求:
1)焊缝外观成形应均匀一致,焊缝宽度应比外表面坡口宽度每侧增加0.5~2.0mm。错边量应满足相应的规范要求。
2)焊缝余高应不低于母材表面,并与母材圆滑过渡。焊缝余高宜不大于2mm,局部不大于3mm的连续长度宜不大于50mm。当焊缝余高超高时,宜进行打磨,修磨过程中若伤及母材,应测量打磨处母材的厚度。
3)盖面焊缝为排焊时,相邻焊道间的沟槽底部应高于母材,焊道间的沟槽深度(焊道与相邻沟槽的高度差)不应超过1.0mm。焊缝表面鱼鳞纹的余高和深度应符合排焊的沟槽要求。(https://www.xing528.com)
4)焊缝及其附近表面上不应有裂纹、未熔合、气孔、夹渣、引弧痕迹、有害的焊瘤、凹坑及夹具焊点等缺陷。咬边深度不应超过0.5mm。咬边深度小于0.3mm的任何长度均为合格。咬边深度在0.3~0.5mm之间的,单个长度不应超过30mm,累计长度不应大于焊缝周长的15%。
外观检查不合格的焊缝,相应的焊接操作人员不合格。
4.无损检测
考试焊缝应按SY/T 4109—2013进行射线检测,并符合射线Ⅱ级的要求。如考试焊缝存在缺陷,且能够区分缺陷的具体位置,则焊接该位置的焊工(操作工)不合格。如果缺陷的位置不能区分,则相关焊层的焊工(操作工)不合格。
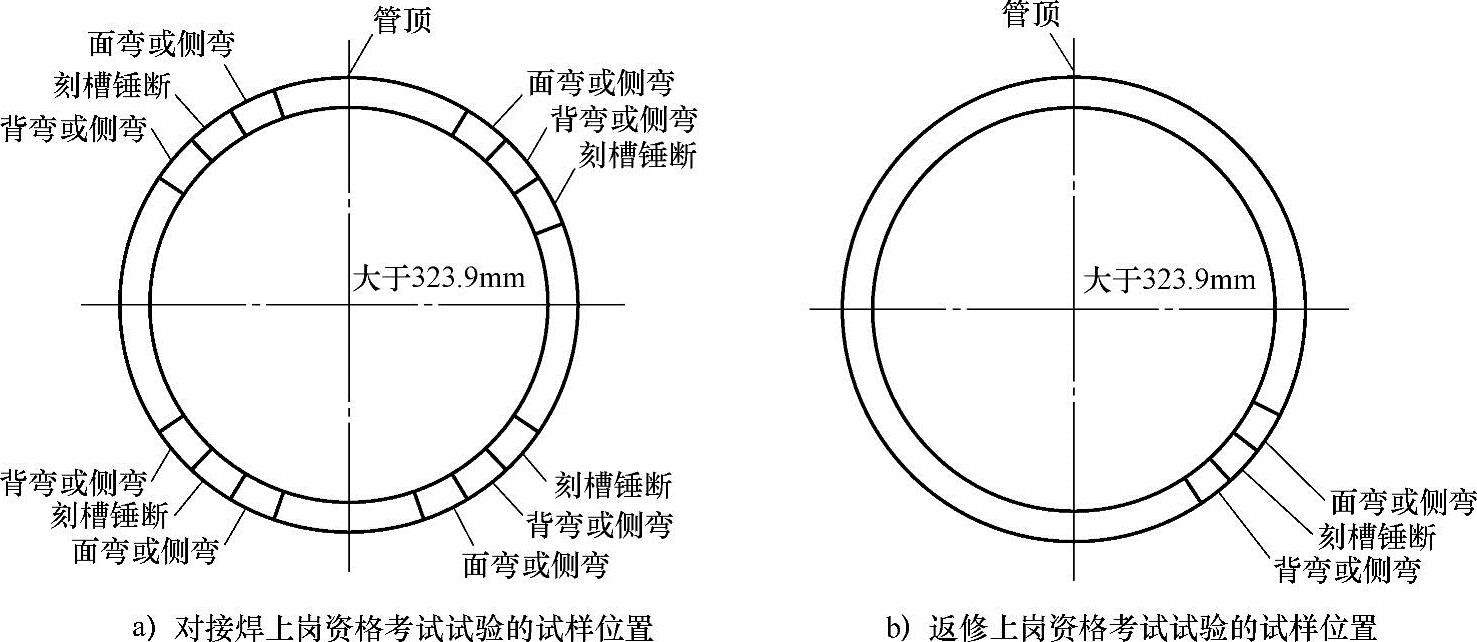
图6-1 上岗资格考试试验的试样位置
5.破坏性试验
(1)取样 取样时不应用无损检测挑选取样位置。当考试焊缝是完整接头时,应按图6-1中所示的位置在每个考试焊缝上取样;当考试焊缝是管接头的扇形段时,应从每一扇形段上截取数量相等的试样。试验项目和试样数量要求见表6-12。试样应空冷至室温后试验。
表6-12 上岗考试的对接接头试样类型及数量 (单位:个)
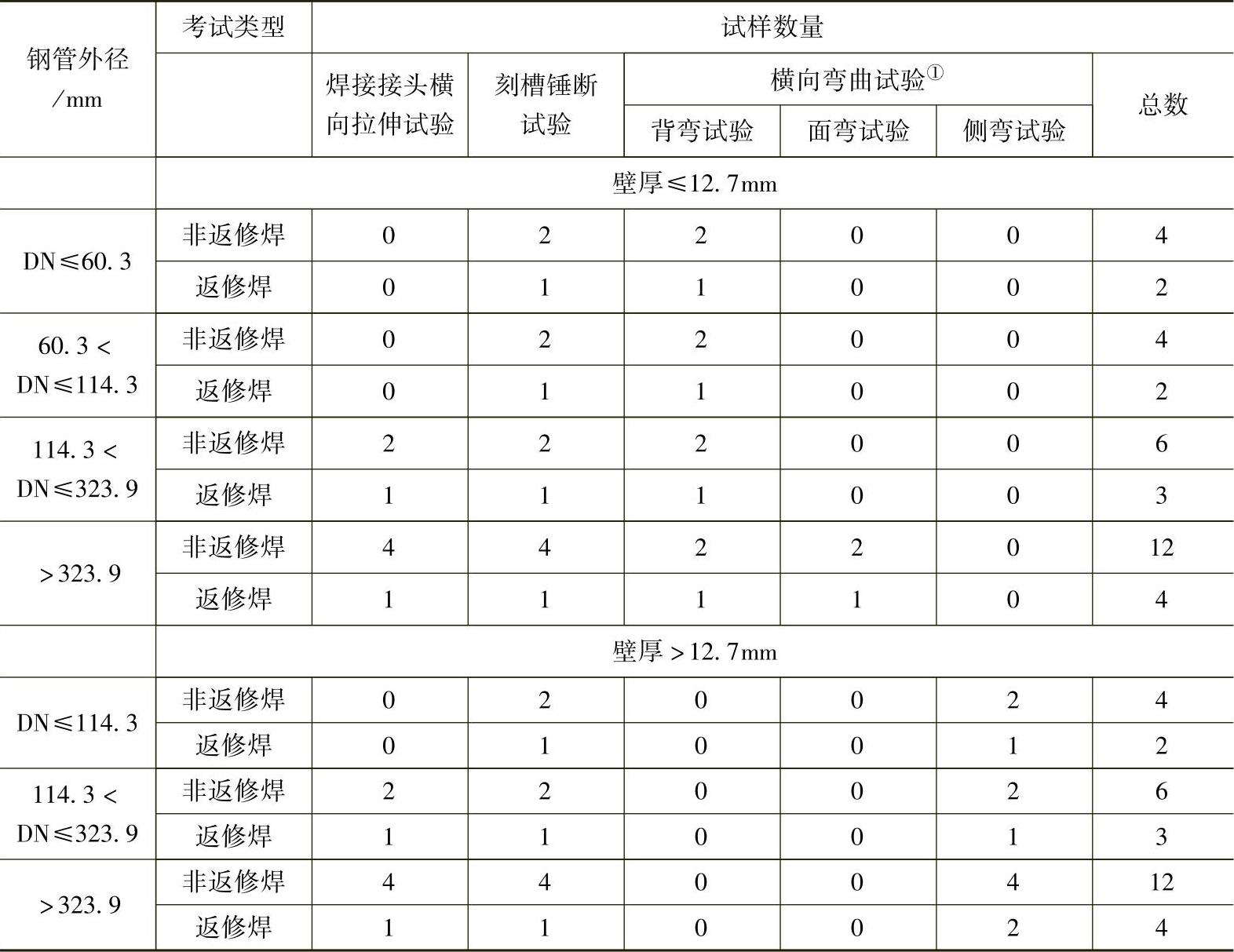
①当试件焊缝两侧的母材之间,或焊缝金属与母材之间的弯曲性能有显著差别时,可用1个纵向面弯代替2个横向面弯,1个纵向背弯代替2个横向背弯试验。
(2)对接焊的刻槽锤断和弯曲试验 刻槽锤断试样及弯曲试样的准备、试验及验收按相关标准规定进行。如只有一个弯曲试样不合格,可在原来试样相邻位置再切取两个试样进行补充试验。若两个试样均合格,则该焊工合格,否则该焊工不合格。
6.补考和重新考试
如果焊工焊接过程和完成试件没通过上述各项检查和试验后,则准许其进行补考一次,通常需完成两个相同考试焊件并进行相应的检查和试验。只要两个考试焊件中有一个不合格,则可认为该焊工未通过考试,且该焊工必须通过再培训后,才有资格再次参加上岗考核。
下列情况下,可决定对焊工重新进行上岗考试:
1)该焊工中断焊接工作六个月以上。
2)焊接操作行为超出焊工上岗资格约定范围。
7.上岗资格证书
考试完成后焊工考试机构应根据每名焊工上岗考核结果为其出具相应焊工上岗证,并汇总焊工上岗考试基本情况并上报相关部门。上岗资格证书应包括下列内容:
1)姓名、性别、单位、证书编号、身份证号及本人证件照片。
2)工程名称、考试合格项目、执行标准。
3)上岗资格认定机构名称和日期。
4)上岗资格认定机构盖章和主考人签字。
8.记录
焊工考试机构应记录每个焊工(操作工)的上岗资格考试过程及检验、试验结果,并应给每个焊工(操作工)建立档案。档案应包括下列内容:
1)证书编号、准考证编号。
2)身份证复印件、资格证书复印件。
3)考试用焊接工艺规程。
4)现场记录、外观检查报告、射线检测报告及其他检验、试验原始报告。
5)上岗资格认定结论。
6)上岗资格证书复印件。
9.有效期
取得上岗资格的焊工(操作工),若中断同类焊接方法的焊接工作超过六个月,应重新进行上岗资格认定。焊工的上岗资格在相应工程施工期间均有效。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。