



此法是测定管线钢焊接热影响区冷裂纹敏感性的一种定量试验方法。因插销试验消耗钢材较少,试验结果稳定可靠,在国外都有广泛应用。经适当改变,此法还可用于测定再热裂纹敏感性和层状撕裂敏感性。
插销试验是将被焊钢材加工成圆柱形的插销试棒,试棒插入底板上的孔中,试棒上端与底板表面平齐。试棒上端附近有环形或螺形缺口。试验时在底板上以规定的热输入熔敷一条焊道,其中心线通过试棒的中心,其熔深应使缺口尖端位于热影响区的粗晶区内,如图4-8。
插销试棒的形状、尺寸如图4-9及表4-4,缺口位置a与热输入E的关系见表4-5。
表4-4 插销试棒的尺寸

表4-5 缺口位置a与热输入E的关系

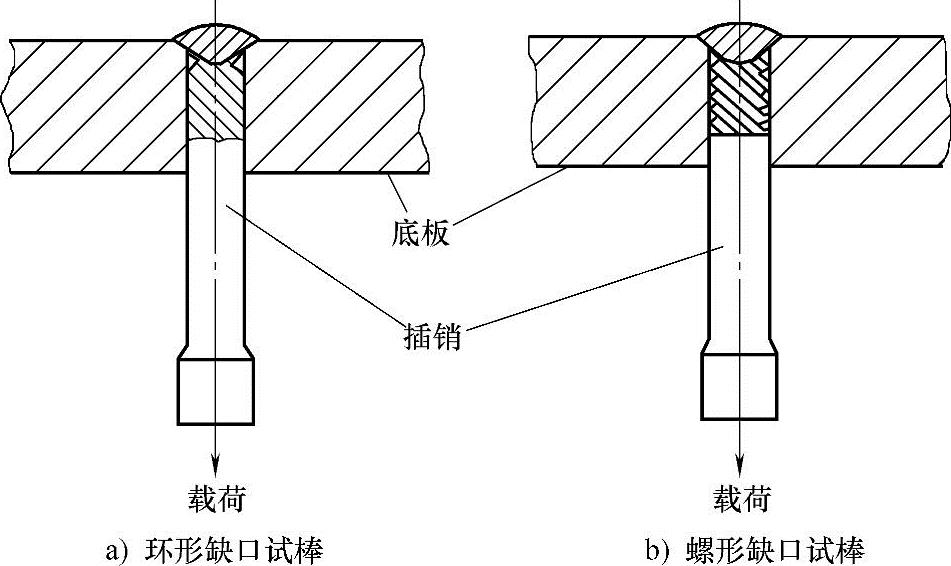
图4-8 插销试棒、底板及熔敷焊道(https://www.xing528.com)
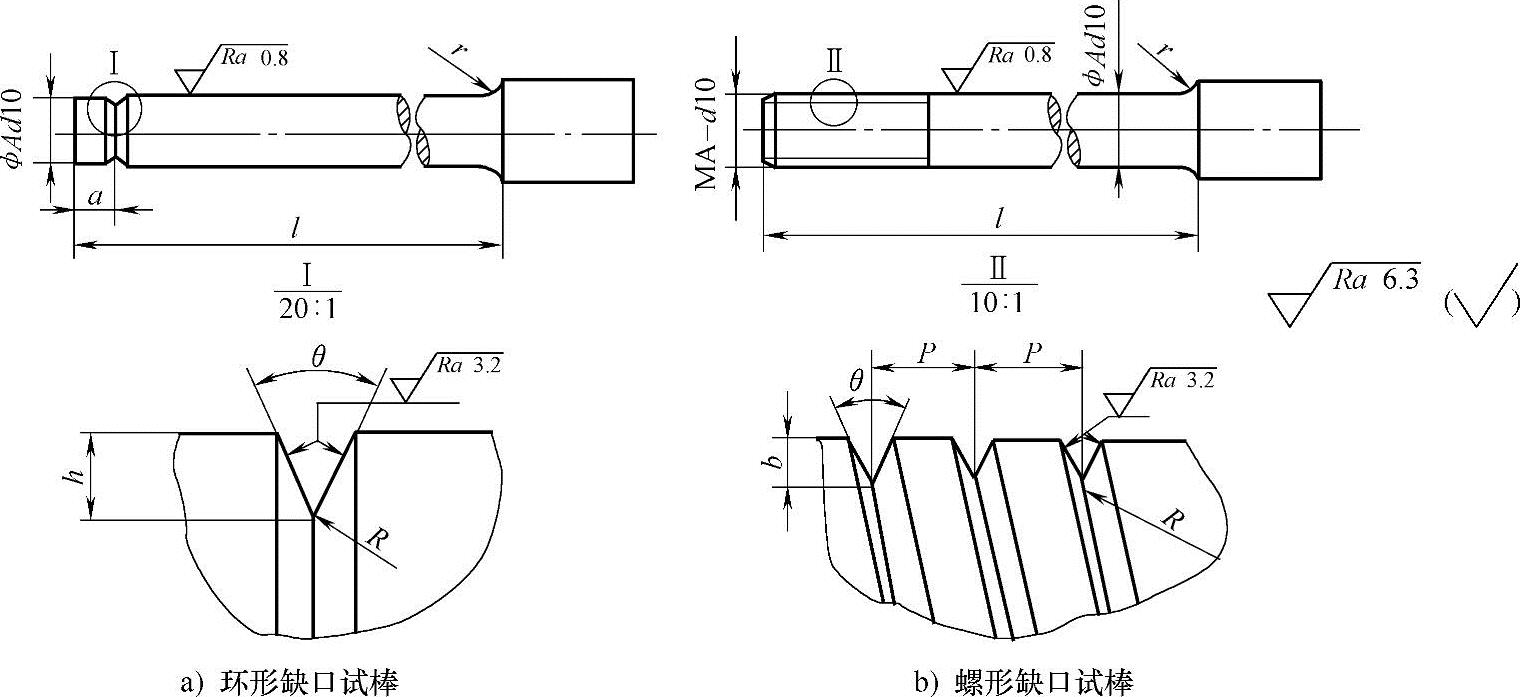
图4-9 插销试棒的形状
底板材料应与被试钢材相同或热物理常数基本一致,其形状及尺寸如图4-10所示。
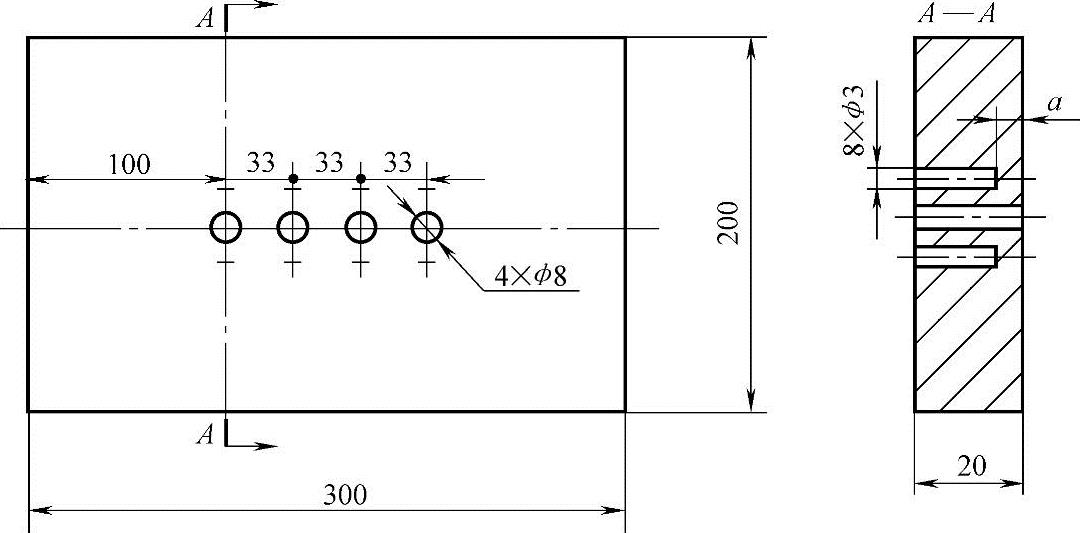
图4-10 底板形状尺寸
试验前,应对每个插销试棒尺寸进行严格检查,合格后才能使用。施焊时,利用焊在底板φ3mm盲孔中的热电偶和x-y函数记录仪测定t8/5或t100等焊接热循环参数,焊道长度为100~150mm。如不预热,焊后冷却至100~150℃时加载。如有预热,应在高于预热温度50~70℃时加载。载荷应在1min之内,且在冷却至100℃或高于预热温度50~70℃之前施加完毕。如有后热,应在后热之前加载。
在无预热条件下,载荷保持16h而试棒未断裂即可卸载。有预热条件下,载荷保持至少24h才可卸载。经多次改变载荷,即可求出在试验条件下不出现断裂的临界应力σcr。σcr可以用启裂准则[即(σcr)F≥σs],也可以用断裂准则[即(σcr)C≥σs],但应加以注明。通常插销试验的断裂临界应力(σcr)F较启裂临界应力(σcr)C高。管线钢插销试验时,多用启裂准则。σcr的大小,即可相对比较材料抵抗产生冷裂纹的能力。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。