



1.碳当量(Carbon Equivalent)法
钢材的化学成分对焊接热影响区的淬硬及冷裂倾向有直接影响,因此可以利用钢材的化学成分来分析其冷裂敏感性。钢材中的各种元素中碳是对钢材冷裂敏感性影响最显著的。因而,人们就将各种元素对钢材冷裂敏感性的影响都按相当若干含碳量折合并叠加起来求得所谓碳当量(CE或Ceq),用CE或Ceq来估计钢材冷裂倾向的大小。
由于世界各国和各研究单位所采用的试验方法和钢材的合金体系不同,所以各自建立了许多碳当量公式。下面就是几种比较常用的CE或Ceq公式。
1)国际焊接学会(IIW)推荐的CE公式:

式中元素符号表示该元素的质量分数。此式适用于中、高强度的非调质低合金高强度钢(Rm=500~900MPa)。当板厚小于20mm,CE(IIW)<0.40%时,钢材淬硬倾向不大,焊接性良好,不需预热;CE(IIW)=0.40%~0.60%,特别当大于0.5%时,钢材易于淬硬,焊接前需预热。
2)日本JIS和WES标准规定的CE(JIS)公式:

式中元素符号表示该元素的质量分数。此式主要适用于低碳调质的低合金高强度钢(Rm=500~1000MPa),其化学成分的范围为:w(C)≤0.2%,w(Si)≤0.55%,w(Mn)≤1.5%,w(Cu)≤0.5%,w(Ni)≤2.5%,w(Cr)≤1.25%,w(Mo)≤0.7%,w(V)≤0.1%,w(B)≤0.006%。
当板厚小于25mm,焊条电弧焊热输入为17kJ/cm时,确定的预热温度大致如下:
钢材Rm=500MPa,CE(JIS)≈0.46%,不预热;
Rm=600MPa,CE(JIS)≈0.52%,预热75℃;
Rm=700MPa,CE(JIS)≈0.52%,预热100℃;
Rm=800MPa,CE(JIS)≈0.62%,预热150℃。
3)美国焊接学会(AWS)推荐的CE公式:

式中元素符号表示该元素的质量分数。此式适用化学成分范围:w(C)≤0.6%,w(Mn)≤1.6%,w(Ni)≤3.3%,w(Cr)≤1.0%,w(Mo)≤0.6%,w(Cu)为0.5%~1.0%,w(P)为0.05%~0.15%。当w(Cu)<0.5%或w(P)<0.05%时,可不计入。
碳当量及所对应板厚的焊接性和施焊条件分别见图4-1和表4-1。
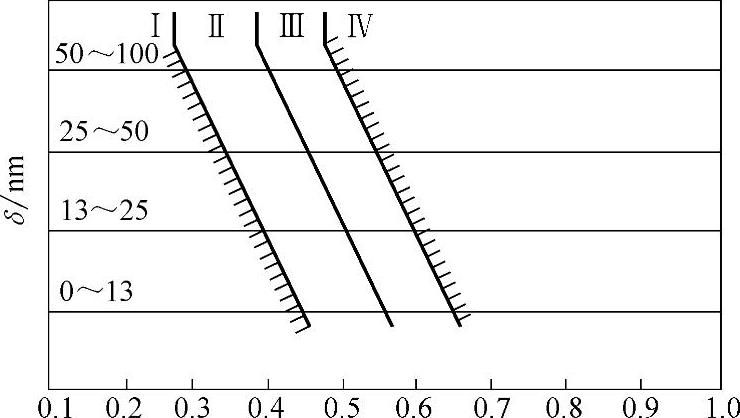
图4-1 焊接性与碳当量CE的关系
表4-1 不同条件下的预热要求

4)美国金属学会提出的用于计算预热温度的碳当量CE经验公式:
CE=C+Mn/6+Ni/15+Mo/4+Cr/4+Cu/13(%) (4-4)
式中元素符号表示该元素的质量分数。此式适用于碳钢和低合金高强度钢。当CE<0.45%时,可不预热;当CE在0.45%~0.60%之间时,预热100~200℃;当CE>0.60%时,预热200~370℃。
5)日本的伊藤等人通过对200多种不同化学成分的低碳微量多合金元素的低合金高强度钢试验,提出了钢种化学成分的冷裂纹敏感指数Pcm公式:

式中元素符号表示该元素的质量分数。此式主要适用于Rm=400~1000MPa的低合金高强度钢,其适用化学成分范围:w(C)为0.07%~0.22%,w(Si)为0~0.60%,w(Mn)为0.40%~1.4%,w(Cu)为0~0.50%,w(Ni)为0~1.2%,w(Mo)为0~0.70%,w(V)为0~0.12%,w(Nb)为0~0.04%,w(Ti)为0~0.05%,w(B)为0~0.005%。
6)日本新日铁公司N.Yurioka等人,近年来通过大量的试验研究,为适应工程需要提出了新的碳当量CE公式:
 (https://www.xing528.com)
(https://www.xing528.com)
式中元素符号表示该元素的质量分数。此式是新日铁公司近年提出的,适用于w(C)为0.034%~0.254%的钢种,是目前应用较广、精度较高的碳当量公式。
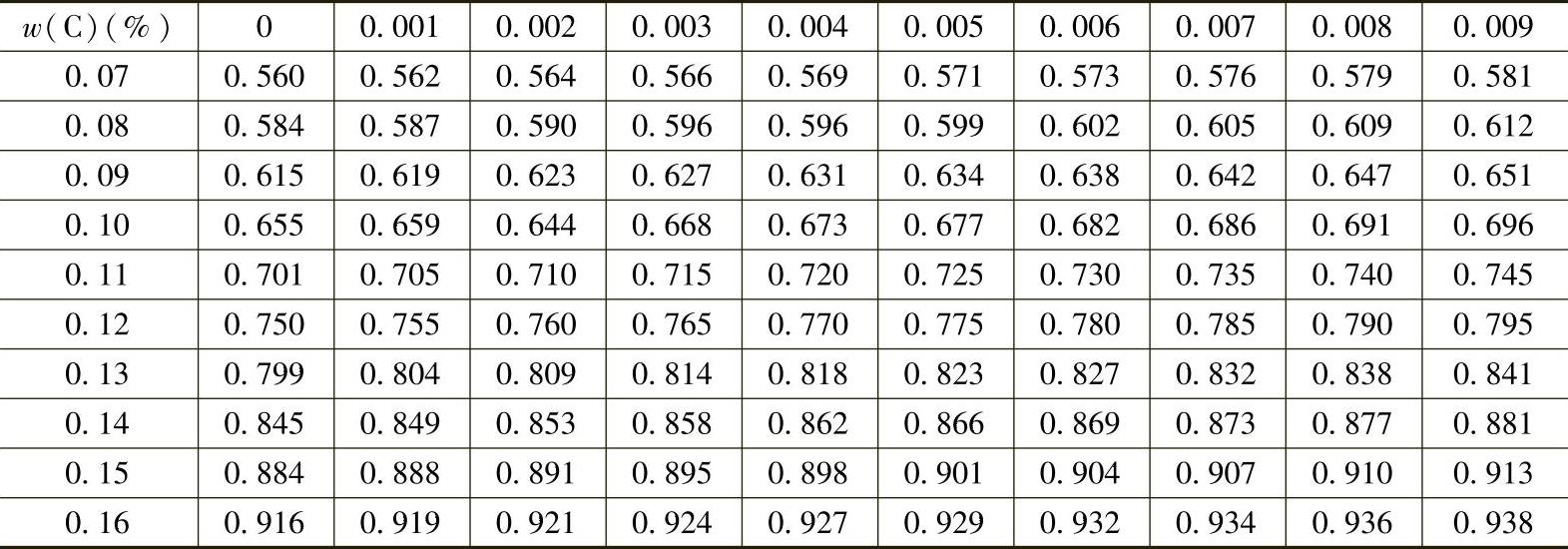
且式中A(C)为碳的适应系数,与钢材中含碳量的关系为A(C)=0.75+0.25tanh[20(C-0.12)],tanh为双曲正切函数,系数A(C)在w(C)≥0.17%时为1;在w(C)≤0.17%时为0.5;在0.07%<w(C)<0.17%时,为方便应用可查表4-2。
表4-2A(C)与C的关系
依据式(4-6)计算出CE值,由图4-2即可确定钢材的最低预热温度。
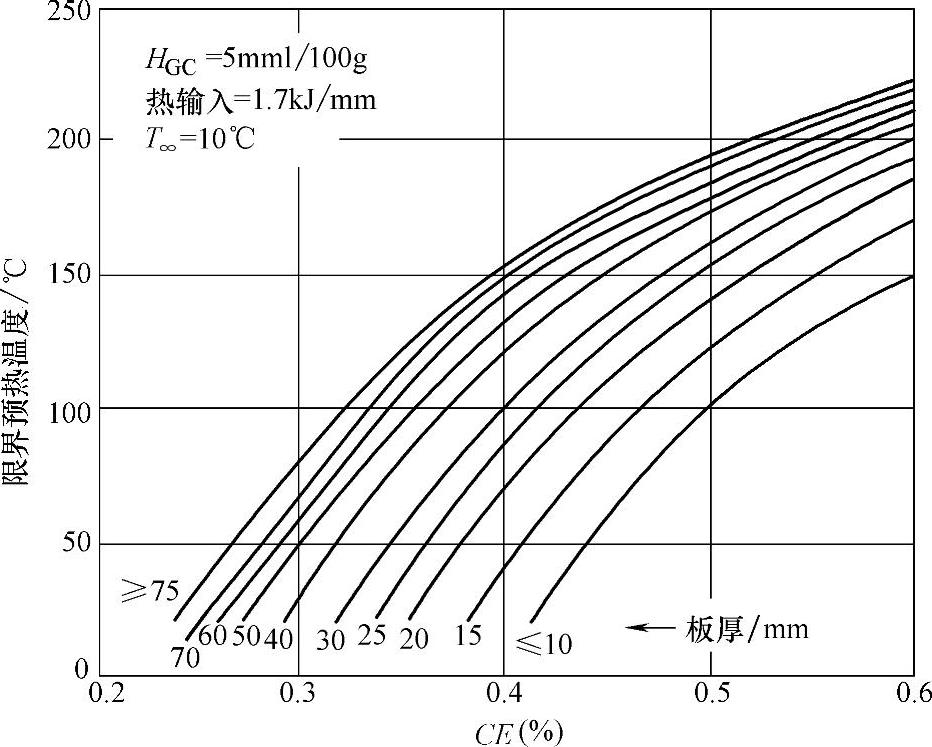
图4-2 CE与最低预热温度关系图
7)苏联时期提出的碳当量公式为
CE=C+Mn/6+Cr/3+V/5+Mo/4+Ni/15+Cu/13+P/2(%) (4-7)
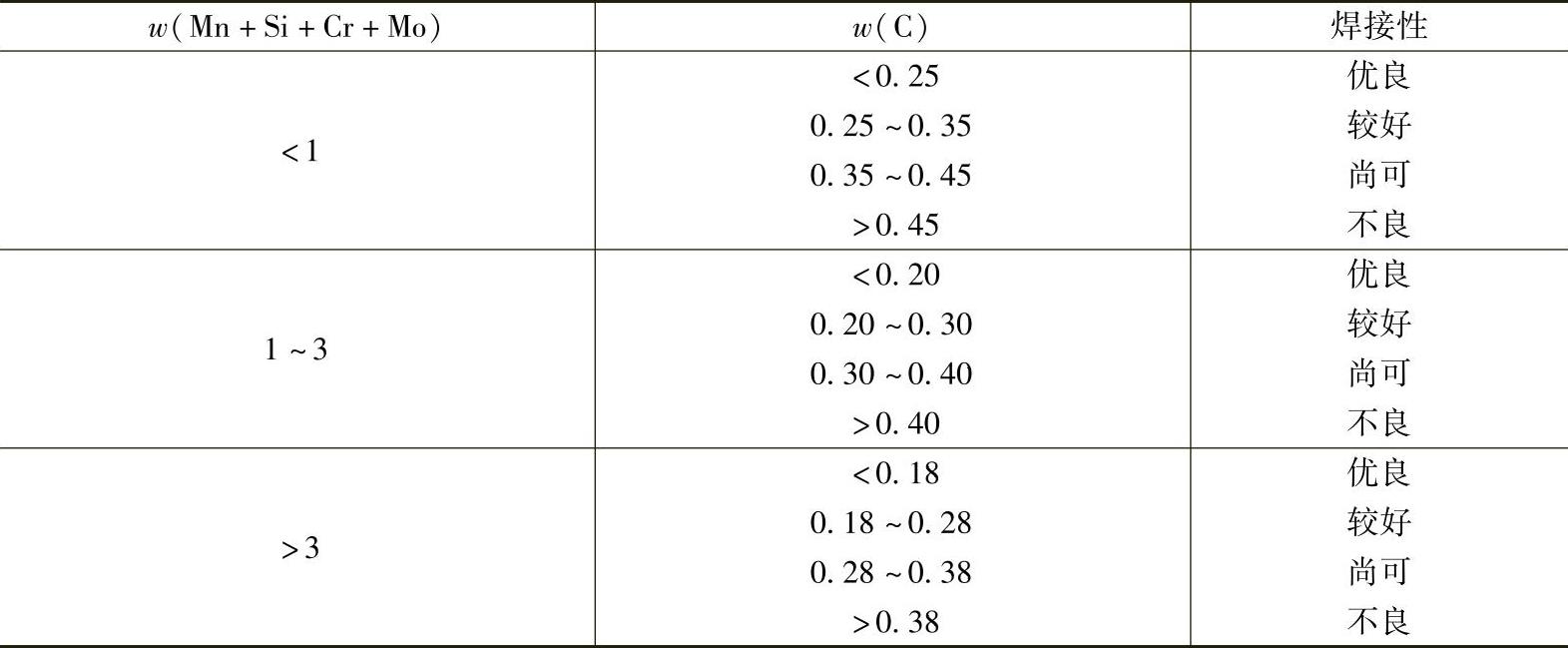
苏联时期用式(4-7)计算碳当量,认为一般低合金高强度钢,当CE≤0.45%时,焊接厚度为25mm以下的钢板可不预热。此外,他们还从钢的合金元素总含量和碳当量对钢的焊接性作了评定,结果见表4-3。
表4-3 合金元素含量与焊接性的关系 (单位:%)
上述几种CE公式都说明,CE越大,冷裂倾向也越大。但用CE估计焊接性是比较粗略的,这是因为公式中只包括了几种元素,而实际钢材中还有其他元素;在不同含量和不同合金系统中元素作用的大小不可能是相同的;元素之间的相互影响也不能用简单的公式反映。所以,碳当量法一般仅限于从理论上对钢材焊接性进行初步分析,而且在应用时,应特别注意公式的适用范围。
2.焊接冷裂纹敏感指数法
钢材的冷裂纹倾向除碳当量的影响外,焊缝含氢量和接头拘束度也有很大影响。
伊藤等根据Pcm、板厚h或拘束度(R),建立了冷裂敏感性(Pw)、冷裂敏感指数(Pcm)及防止冷裂纹所需要的预热温度的计算公式:
式中 h——板厚(mm);
[H]——焊缝中扩散氢含量(mL/100g,甘油法);
R——焊接接头拉伸拘束度(kg/mm2);
Pcm——冷裂敏感指数。
式(4-8)、式(4-9)适用条件:[H]为1.0~5.0mL/100g,h为19~50mm,热输入为17~30kJ/cm。
式(4-8)、式(4-9)不仅考虑了钢中化学成分的影响,还考虑到钢板厚度或拘束度,以及熔敷金属中含氢量,利用这两式可以求得Pw,则可利用式(4-10)求出斜Y形坡口焊接裂纹试验条件下,为防止冷裂纹所需的最低预热温度T0:
T0=1440Pw-392(℃) (4-10)
3.热裂纹指数法HES和再热裂纹指数PSR法

式中元素符号表示该元素的质量分数。当HES<3.6时,钢材对热裂纹不敏感。
PSR=Cr+Cu+2Mo+10V+7Nb+5Ti-2
PSR>0时,钢材对再热裂纹不敏感。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。