



M7475型立轴圆台平面磨床主要使用立式砂轮头及砂轮端面对工件进行削磨加工。
1.M7475型立轴圆台平面磨床的电气控制
M7475型立轴圆台平面磨床各电动机的电气控制电路原理图如图5-18所示。从图5-18中可以看出,M7475型立轴圆台平面磨床由六台电动机拖动;砂轮电动机M1、工作台转动电动机M2、工作台移动电动机M3、砂轮升降电动机M4、冷却泵电动机M5、自动进给电动机M6。
按钮SB1为机床的总启动按钮;SB9为总停止按钮;SB2为砂轮电动机M1的启动按钮;SB3为砂轮电动机的停止按钮;SB4、SB5为工作台移动电动机M3的退出和进入的点动按钮;SB6、SB7为砂轮升降电动机M4的上升、下降点动按钮;SB8、SB10为自动进给启动和停止按钮;手动开关SA1为工作台转动电动机M2的高、低速转换开关;SA5为砂轮升降电动机M4自动和手动转换开关;SA3为冷却泵电动机M5的控制开关;SA2为充、去磁转换开关。
按下按钮SB1,电压继电器KV通电闭合并自锁,按下砂轮电动机M1的启动按钮SB2,接触器KM1、KM2、KM3先后闭合,砂轮电动机M1作 -△减压起动运行。
-△减压起动运行。
将手动开关SA1扳至“高速”档,工作台转动电动机M2高速启动运转;将手动开关SA1扳至“低速”档,工作台转动电动机M2低速启动运转。
按下按钮SB4,接触器KM6通电闭合,工作台电动机M3带动工作台退出;按下按钮SB5,接触器KM7通电闭合,工作台电动机M3带动工作台进入。
砂轮升降电动机M4的控制分为自动和手动。将转换开关SA5扳至“手动”档位置(SA5-1),按下上升或下降按钮SB6或SB7,接触器KM8或KM9得电,砂轮升降电动机M4正转或反转,带动砂轮上升或下降。
将转换开关SA5扳至“自动”档位置(SA5-2),按下按钮SB10,接触器KM11和电磁铁YA通电,自动进给电动机M6启动运转,带动工作台自动向下工进,对工件进行磨削加工。加工完毕,压合行程开关ST4,时间继电器KT2通电闭合并自锁,YA断电,工作台停止进给,经过一定的时间后,接触器KM11、KT2失电,自动进给电动机M6停转。
冷却泵电动机M5由手动开关SA3控制。
图5-19为M7475型立轴圆台平面磨床电磁吸盘充、去磁电路的原理图。电磁吸盘又称为电磁工作台,它也是安装工件的一种夹具,具有夹紧迅速,不损伤工件,一次能吸牢若干个工件,工作效率高,加工精度高等优点。但它的夹紧程度不可调整,电磁吸盘要用直流电源,且不能用于加工非磁性材料的工件。
(1)电磁吸盘构造与工作原理 平面磨床上使用的电磁吸盘有长方形与圆形两种,形状不同,其工作原理是一样的。长方形工作台电磁吸盘如图5-20所示,主要为钢制吸盘体,在它的中部凸起的心体上绕有线圈,钢制盖板被绝缘层材料隔成许多小块,而绝磁层材料由铅、铜及巴氏合金等非磁性材料制成。它的作用使绝大多数磁力线都通过工件再回到吸盘体,而不致通过盖板直接回去,以便吸牢工件。在线圈中通入直流电时,心体磁化,磁力线为由心体经过盖板→工件→盖板→吸盘体→心体构成的闭合磁路。由工件被吸住达到夹持工件的目的。
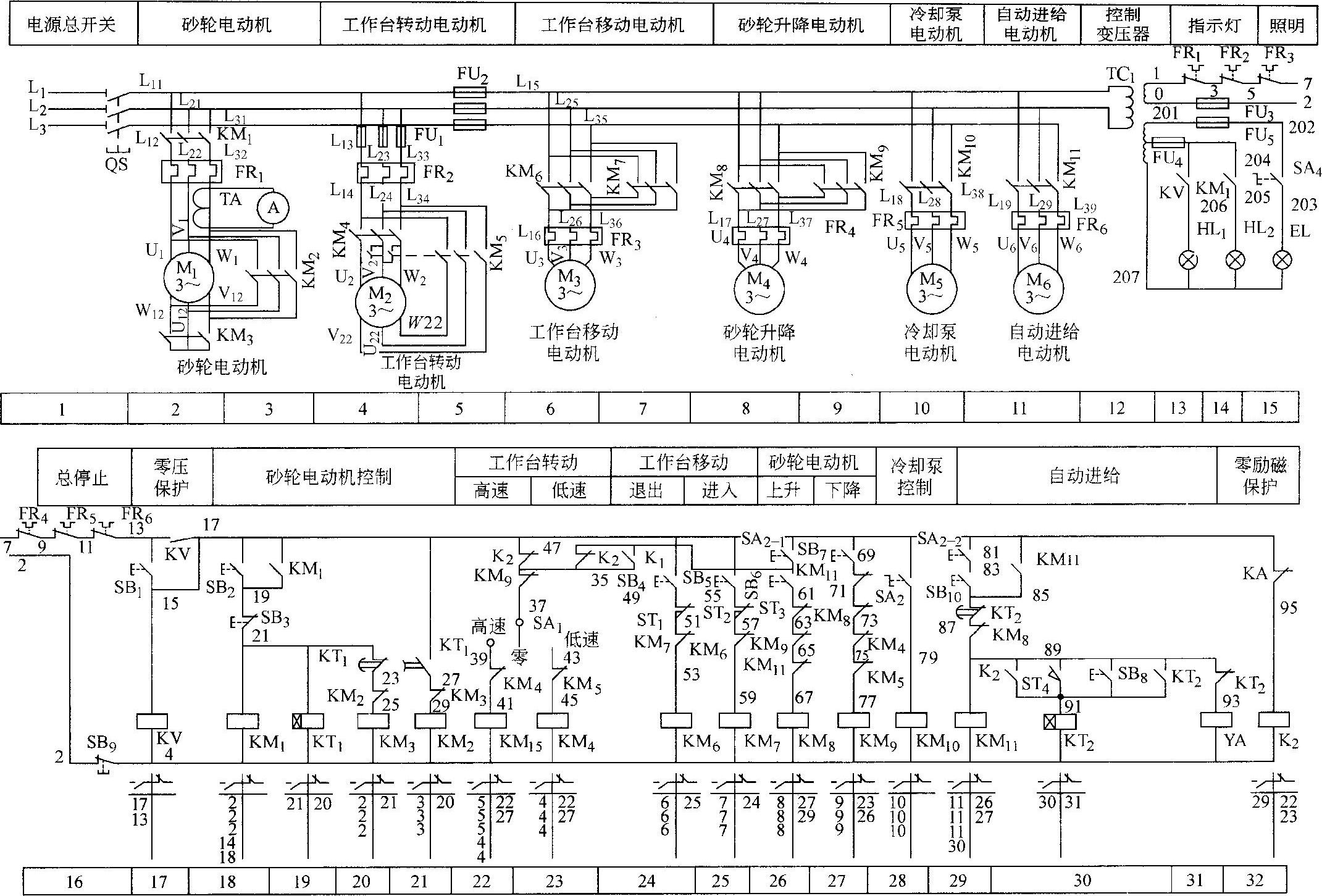
图5-18 M7475型立轴圆台平面磨床各电动机电气控制电路原理图
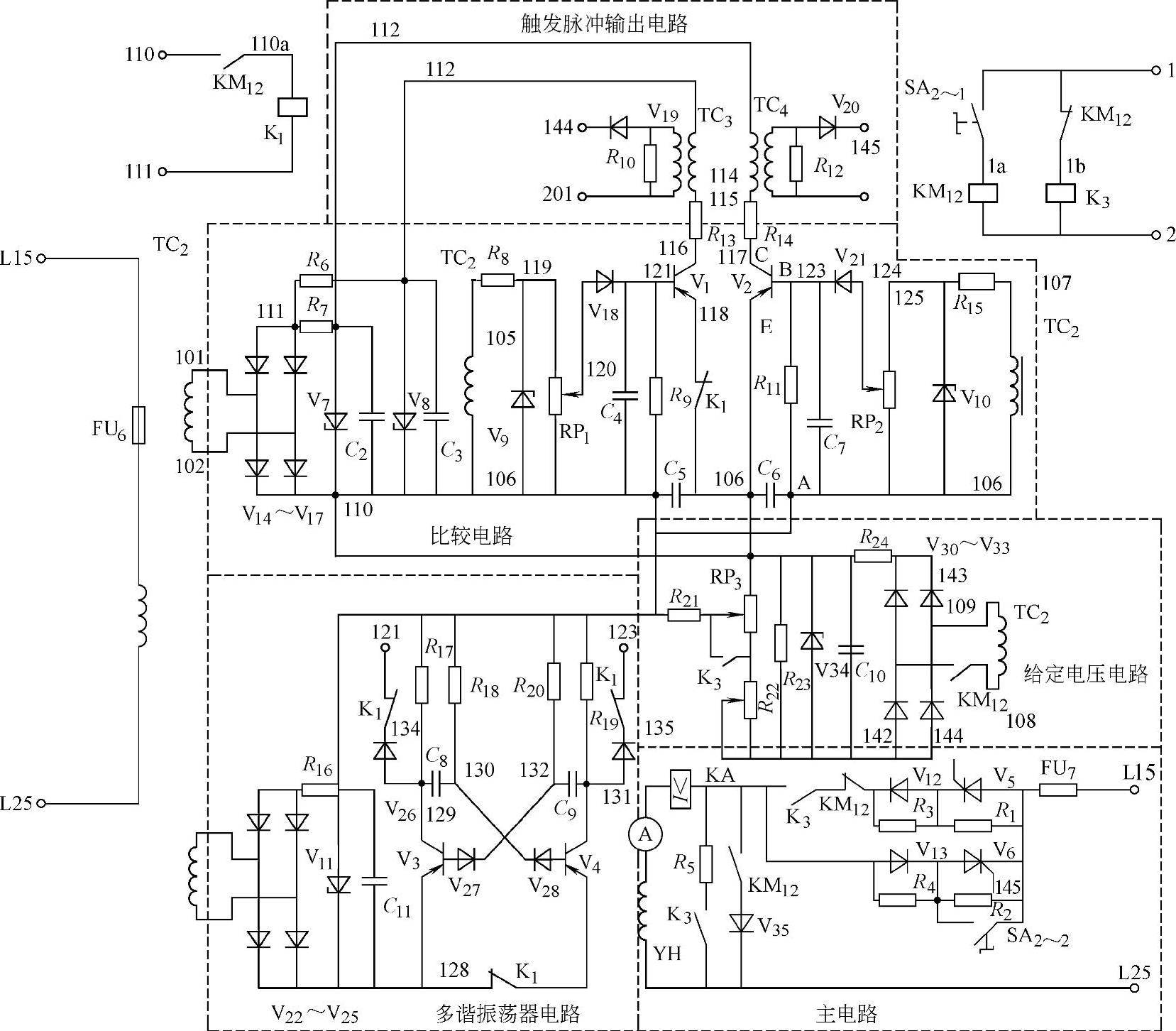
图5-19 M7475型立轴圆台平面磨床电磁吸盘充、去磁电路的原理图(https://www.xing528.com)
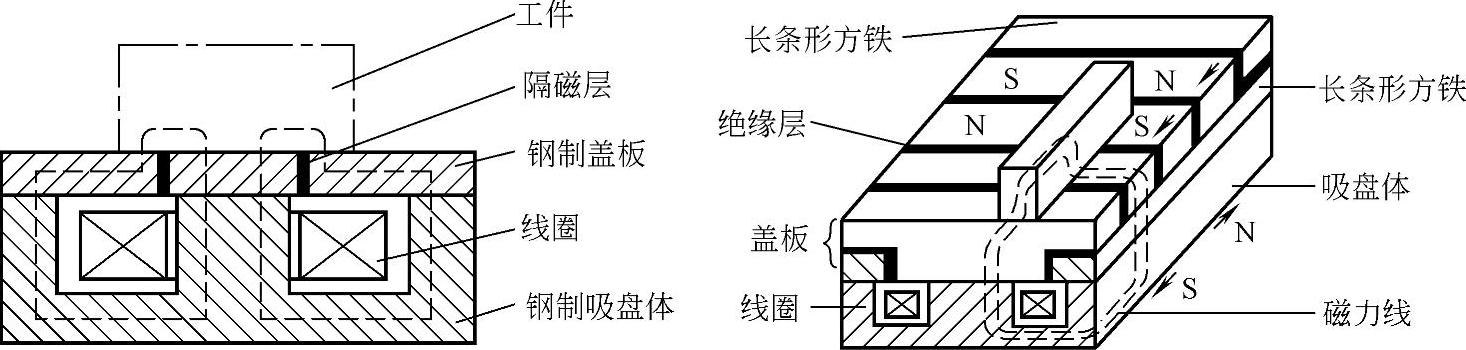
图5-20 电磁吸盘构造与工作原理图
(2)电磁吸盘控制电路 由图5-19可知,M7475型立轴圆台平面磨床电磁吸盘控制电路由触发脉冲输出电路、比较电路、给定电压电路、多谐振荡器电路组成。SA2为电磁吸盘充、去磁转换开关,通过扳动SA2至不同的位置,可获得可调(于SA2-1位置)与不可调(于SA2-2位置)的充磁控制。
2.M7475型立轴圆台平面磨床PLC控制
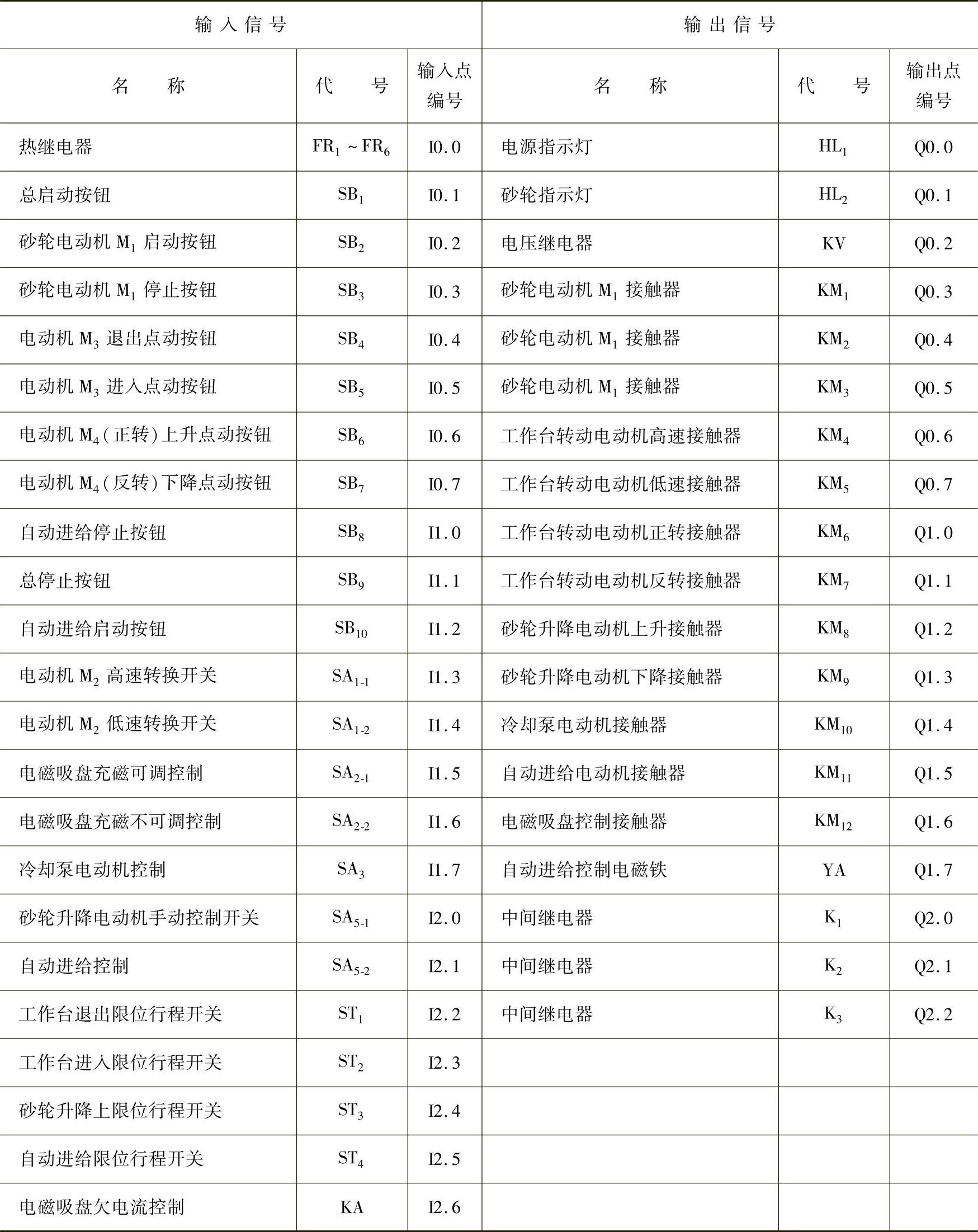
1)M7475型立轴圆台平面磨床PLC控制输入输出点分配表见表5-4。
表5-4 M7475型立轴圆台平面磨床PLC控制输入输出点分配表
2)根据PLC的I/O口的地址分配表,画出M7475型立轴圆台平面磨床PLC控制的实际接线图,如图5-21所示。
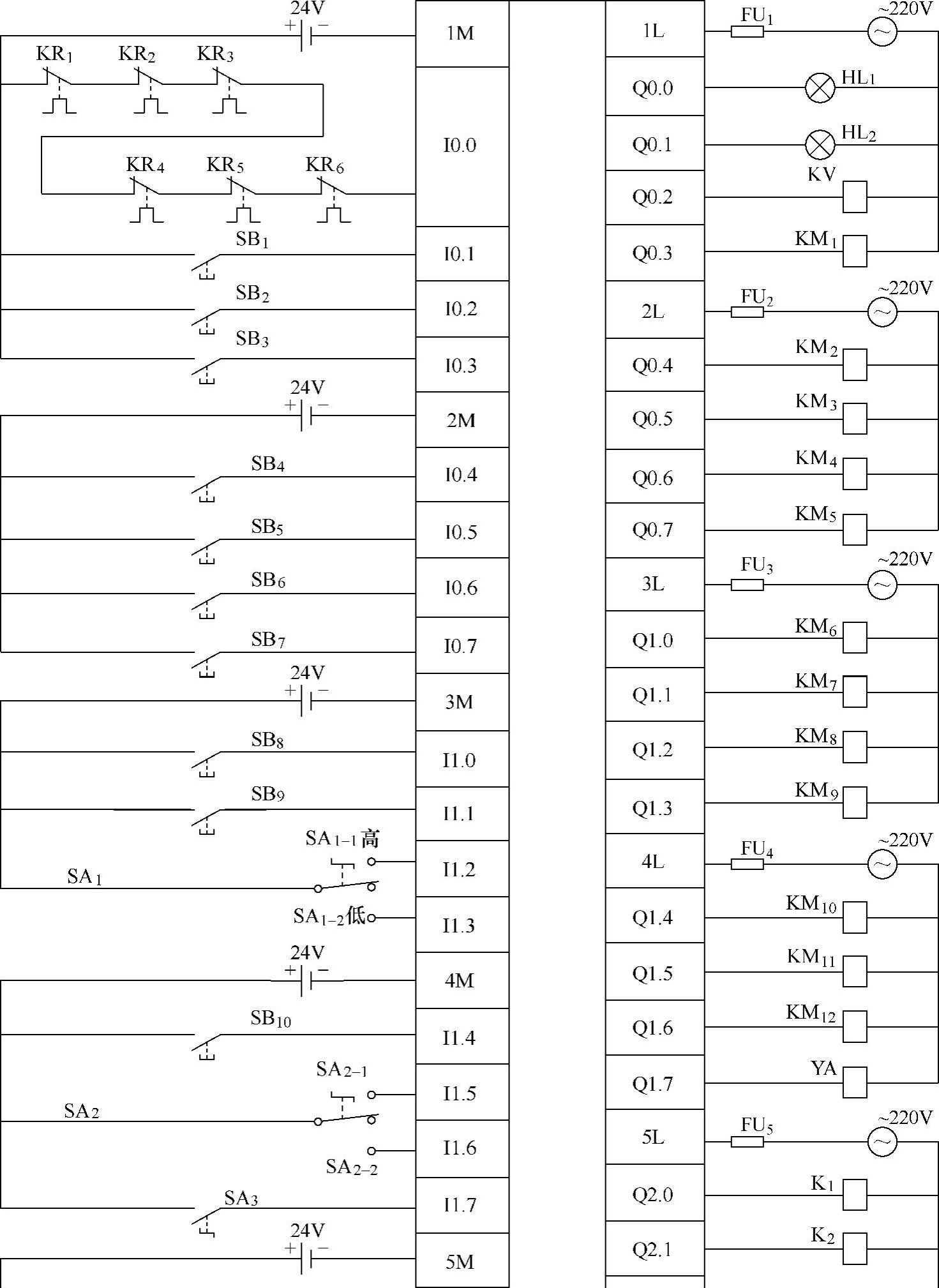
图5-21 M7475型立轴圆台平面磨床PLC控制接线图
3)根据接线图和M7475型立轴圆台平面磨床控制要求,设计出M7475型立轴圆台平面磨床PLC控制参考梯形图,如图5-22所示。
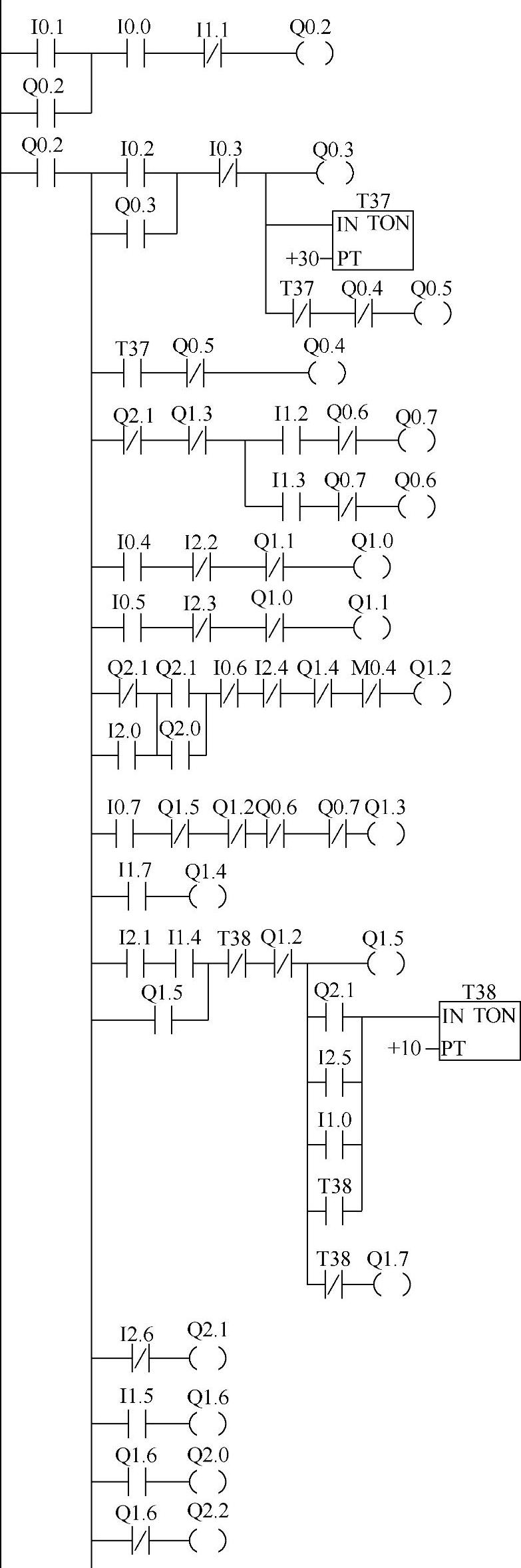
图5-22 M7475型立轴圆台平面磨床PLC控制参考梯形图
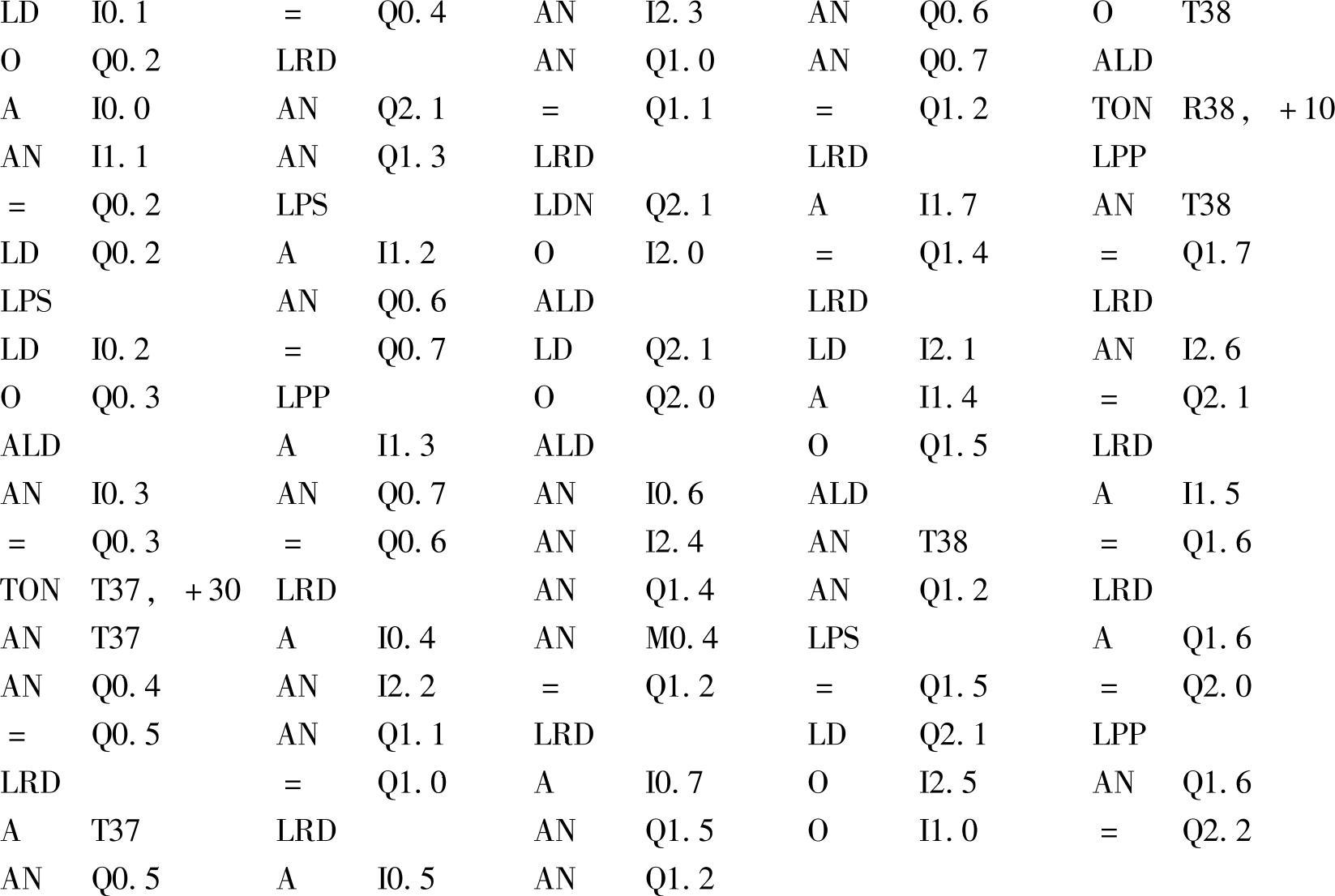
4)对照梯形图,编写出M7475型立轴圆台平面磨床PLC控制指令语句表如下:
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。