



【摘要】:行程控制就是按照机床被控制对象的位置变化进行控制。图3-18 机床的行程控制线路在图3-18a所示的机床工作台控制线路中,行程开关ST1的动断触点串联在KM1控制电路中,而它的动合触点与KM2的启动控制按钮SB2并联。当由于某种原因工作台到达ST1与ST2位置时,未能正常换向,工作台将继续移动到极限位置,压下ST3或ST4,此时可使电动机停止,避免由于超出允许位置所导致的事故,因此ST3与ST4起到超行程限位保护作用。
行程控制就是按照机床被控制对象的位置变化进行控制。行程控制需要行程开关来实现,当机床运动部件到达某一位置或在某一段距离内时,行程开关动作并使其动合触点闭合,动断触点断开。其控制线路如图3-18a所示。
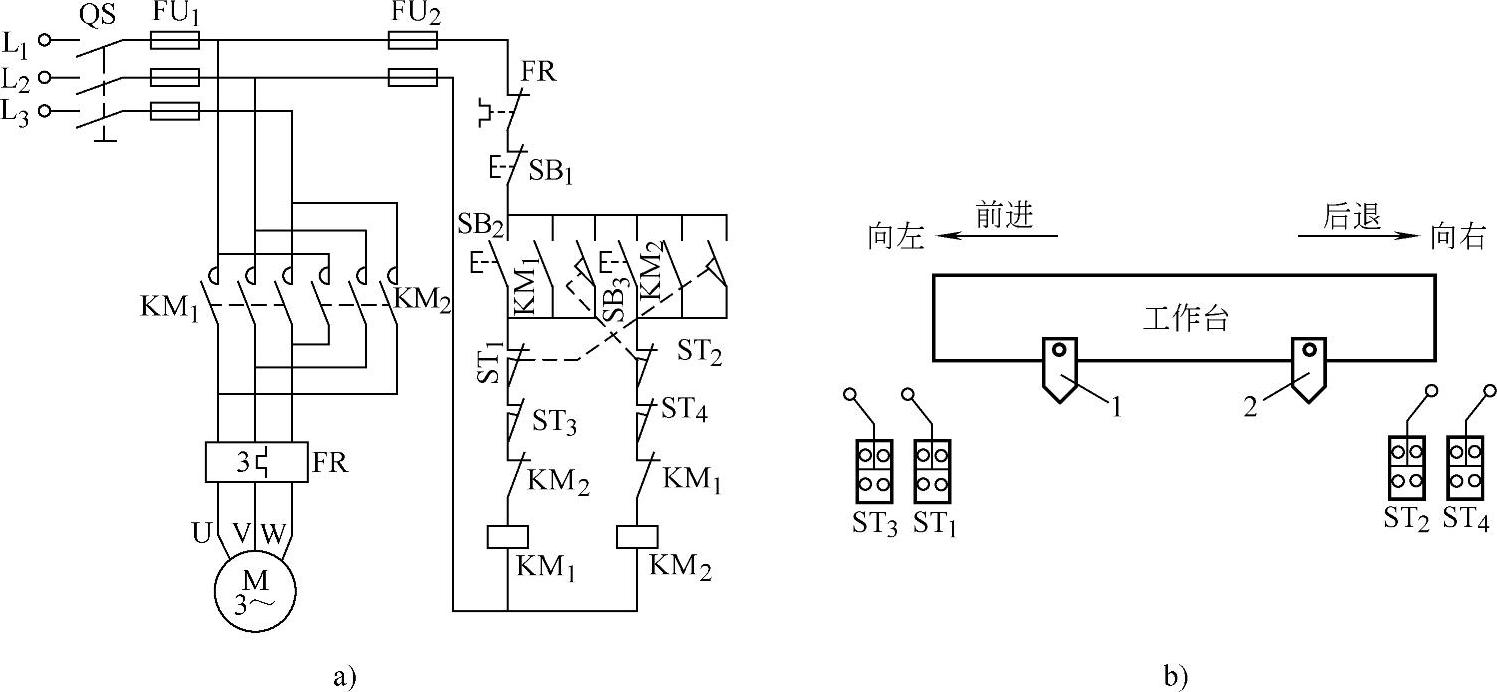
图3-18 机床的行程控制线路
在图3-18a所示的机床工作台控制线路中,行程开关ST1的动断触点串联在KM1控制电路中,而它的动合触点与KM2的启动控制按钮SB2并联。这样当工作台由KM1控制前进(向左)到一定位置碰触到ST1时,由于ST1动断触点受压断开,KM1失电,工作台停止前进;而ST1动合触点受压闭合,启动KM2,KM2得电自锁,控制工作台自动退回(向右);当退至原位触碰ST2时,ST2动断触点断开,又使KM2关断,使工作台停止后退。继而ST2动合触点闭合又重新启动KM1,使工作台再次前进;即实现了工作台的自动往复工作。因此,ST1和ST2实现自动换向,上述工作过程可用图3-18b所示的动作图进行描述。(https://www.xing528.com)
除行程开关ST1和ST2外,还有开关ST3与ST4安装在行程极限位置。当由于某种原因工作台到达ST1与ST2位置时,未能正常换向,工作台将继续移动到极限位置,压下ST3或ST4,此时可使电动机停止,避免由于超出允许位置所导致的事故,因此ST3与ST4起到超行程限位保护作用。
工作台往复工作自动循环控制线路实现的是两个工步交替执行的顺序控制,两个行程开关交替发出切换信号,控制两个工步的转换。若在某个工艺过程中包含有多个工步,则可由若干个行程开关顺序来实现工步切换。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。