



X62W万能铣床控制系统原理如图3-10所示,其工作原理分析如下。
1.主电路分析
在主电路中,QS为电源总开关。FU1为总电源的短路保护。在机床中共有三台电动机,M1为主轴电动机,M2为进给电动机,M3为冷却泵电动机。主轴电动机M1的起动与停止由接触器KM1控制,转换开关SA5作为主轴的正反转换向开关。SA5的通断情况见表3-3。热继电器FR1作为主轴电动机的过载保护。
进给电动机M2的正反转由接触器KM2和KM3控制,热继电器FR2作为过载保护。冷却泵电动机M3接在KM1主触点之后,只有当主轴电动机M1起动后,才能起动。转换开关SA3直接控制M3的起停,热继电器FR3作为它的过载保护。
2.控制电路分析
(1)主轴电动机控制
1)主轴的起动 合上电源开关QS,并用SA5选择主轴的旋转方向。控制电路中选择开关SA2扳到主轴电动机正常工作的位置,此时SA2-1触点闭合,SA2-2触点断开。主轴的起停可以在两处控制,一处设在工作台前,另一处设在床身的侧面。起动时,按起动按钮SB3或SB4,接触器KM1得电并自锁,电动机M1拖动主轴旋转。
在主轴电动机起动后,用SA3使冷却泵电动机M3起动。
热继电器FR1和FR3的动断触点串在主轴的控制电路中,当M1和M3中任意一个电动机过载,热继电器的动断触点打开,KM1线圈释放,M1和M3都停止。
2)主轴的停车及制动 当按下SB1或SB2,接触器KM1线圈断电,切断主轴电源,但主轴转动系统由于惯性仍在旋转,若将停止按钮按到底,使其动合触点闭合,主轴制动离合器因线圈通电而吸合,使主轴迅速制动而停止。主轴换向开关动作表见表3-3。
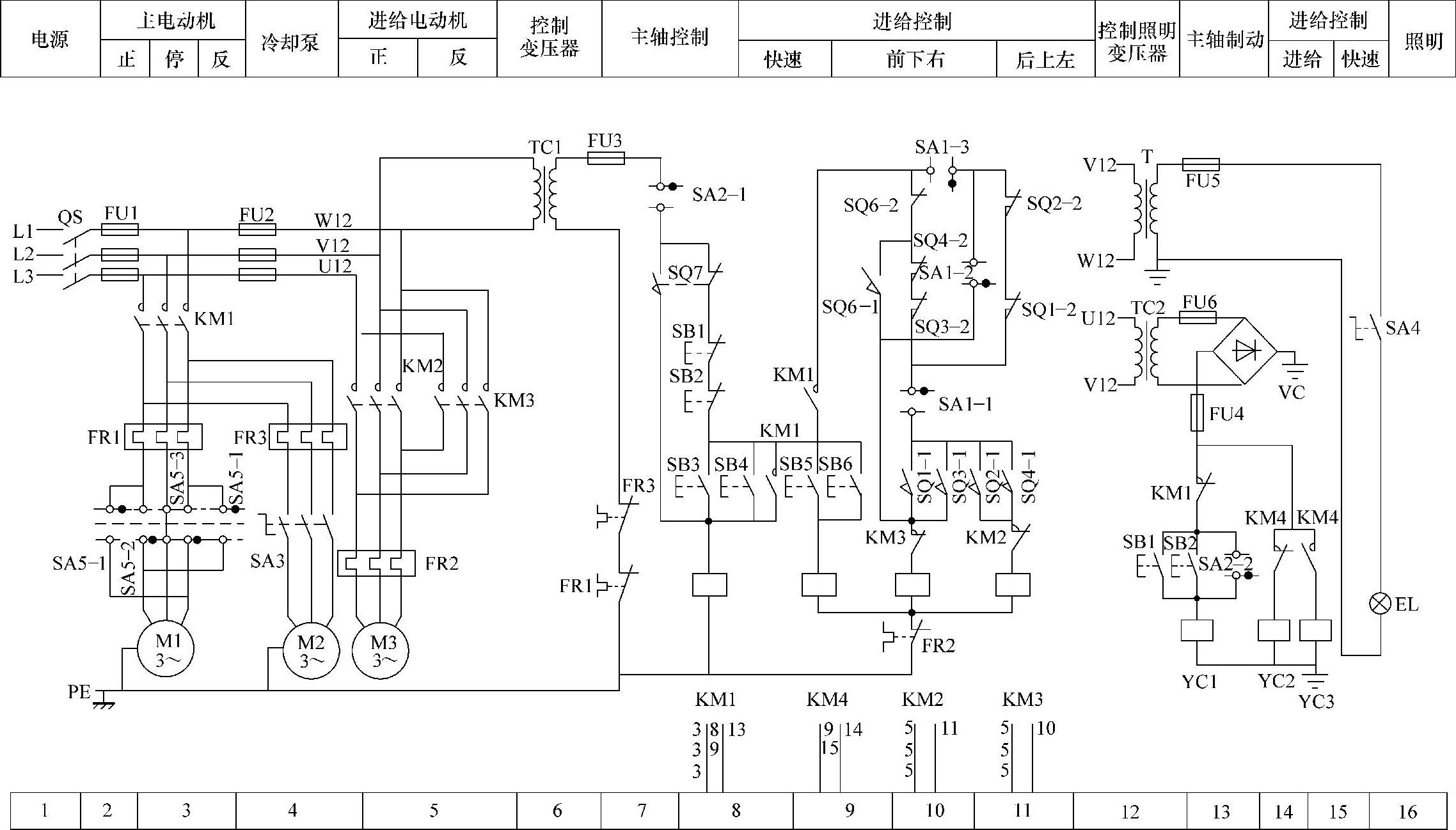
图3-10 X62W万能铣床控制线路电气原理图
表3-3 主轴换向开关动作表

注:+表示闭合,-表示断开。
3)主轴变速冲动 主轴变速时,先将变速手柄拉到前面,将变速盘转到所需的转速,然后将变速手柄推回去。就在推回去的过程中要压动行程开关SQ7,其动合触点闭合一下,接触器KM1短时吸合,主轴电动机短时得电并转动一下,使变速后的齿轮易于啮合。另外,在拉出变速手柄时,也会短时压动SQ7,SQ7的动断触点瞬间断开,使KM1线圈线路断开。这样即使原先主电动机在转动,在变速时,电动机M1也会自动停止转动。
4)主轴换刀制动 主轴换刀时,应使主轴不能转动,以免发生人身事故。在换刀时,只要将转换开关SA2扳到换刀位置,它的一个触点断开了控制电路电源,保证主轴电动机不会得电,以确保人身安全;另一个触点接通了主轴制动电磁离合器YC1,使主轴不能转动。换完刀后再将转换开关SA2扳回工作位置,断开主轴离合器,接通控制电路电源。
(2)进给电动机M3控制
当主轴电动机起动后,方可进行进给运动。水平工作台的进给运动是通过操作手柄来完成的。水平工作台移动方向由各自的操作手柄来选择,如图3-11所示。一般卧式万能升降台铣床工作台有两种操作手柄,一种为纵向(左右)操作手柄,有右、中、左三个位置;另一种为横向(前后)和垂直(上下)十字复合操作手柄,该手柄有五个位置,即上、下、前、后和中间位置。
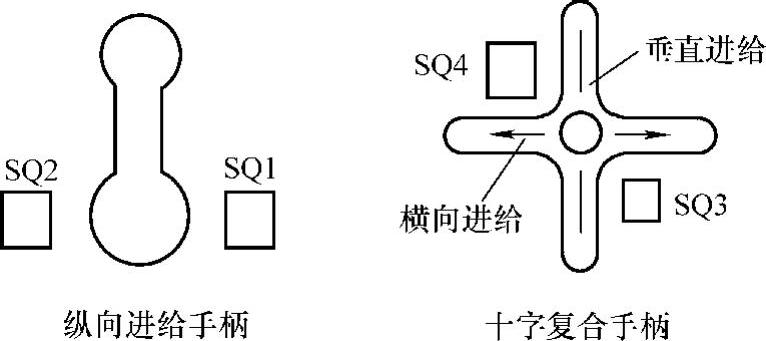
图3-11 水平工作台的操作手柄
1)平工作台纵向(左右)进给运动控制 水平工作台局部控制电路如图3-12a所示,先将圆工作台的转换开关SA1扳在断开位置,见表3-5,SA1-1、SA1-3闭合,SA1-2断开,为进给运动的控制做好准备。
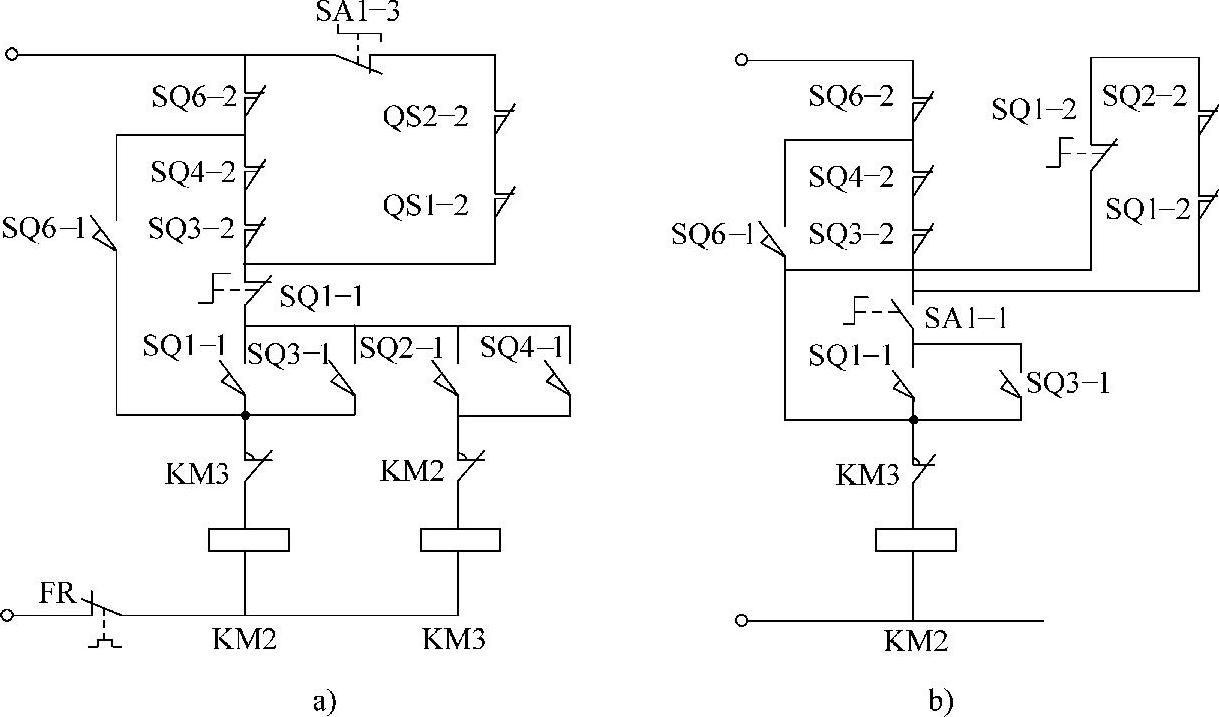
图3-12 工作台控制
操纵工作台纵向进给运动的手柄有两个,一个装在工作台底座顶面的正中间,另一个装在工作台底座的左下方,它们之间有机械联锁,只要操纵一个就可以了。(https://www.xing528.com)
水平工作台纵向进给运动由纵向操作手柄与行程开关SQ1、SQ2联合控制。主轴电动机起动后,若要工作台向右进给,需将纵向手柄扳向右,通过其联动机构将纵向进给离合器挂上,接通纵向进给运动的机械传动链,同时压动行程开关SQ1。使SQ1动合触点SQ1-1闭合,动断触点SQ1-2断开,于是接通进给电动机M2正转接触器KM2线圈电路,其主触点闭合,M2正转,驱动工作台向右移动进给。KM2线圈通电的电流通路从KM1辅助动合触点开始,电流经SQ6-2→SQ4-2→SQ3-2→SA1-1→SQ1-1→KM3辅助动断触点到KM2线圈。从此电流通路中不难看到,如果操作者误将十字复合手柄扳向工作位置时,则SQ4-2和SQ3-2中必有一个断开,使KM2线圈无法通电。这样就可实现工作台左、右移动同前、后及上、下移动之间的联锁控制。水平工作台向左移动时电路的工作原理与向右时相似,不再赘述。
如将纵向手柄扳到中间位时,纵向机械离合器脱开,行程开关SQ1与SQ2不受压,因此进给电动机M2不转动,工作台停止移动。工作台的左右终端安装有限位挡块,当工作台运行到达终点位时,左右操作手柄在挡块作用下处于中间停车位置,用机械方法使SQ1或SQ2复位,从而将KM2或KM3断电,实现了限位保护。
2)工作台横向(前后)和垂直(上下)进给运动控制 工作台的横向进给和垂直进给是通过操纵十字手柄来完成的。十字手柄有两个,分别装在工作台左侧的前、后方,它们之间有机械联锁,同时只能对一个进行操纵。
水平工作台横向和垂直进给运动的选择和联锁通过十字复合手柄和行程开关SQ3、SQ4联合控制,当操作手柄向下或向前扳动时,通过联动机构将控制垂直或横向运动方向的机械离合器合上,即可接通该运动方向的机械传动链。同时压动行程开关SQ3,使SQ3动合触点SQ3-1闭合,动断触点SQ3-2断开,于是接通进给电动机M2正转接触器KM2线圈电路,其主触点闭合,M2正转,驱动工作台向下或向前移动进给。KM2线圈通电的电流通路仍从KM1辅助动合触点开始,电流经SA1-3→SQ2-2→SQ1-2→SA1-1→SQ3-1→KM3辅助动断触点到KM2线圈。上述电流通路中的动断触点SQ2-2和SQ1-2用于工作台前后及上下移动同左右移动之间的联锁控制。
当十字复合操作手柄向上或向后扳动时,将压动行程开关SQ4,使得控制进给电动机M2反转的接触器KM3线圈得电,M2反转,驱动工作台向上或向后移动进给。其联锁控制原理与向下或向前移动控制类似。
十字复合操作手柄扳在中间位置时,横向或垂直方向的机械离合器脱开,行程开关SQ3与SQ4均不受压,因此进给电动机停转,工作台停止移动。在床身上同样也设置了上、下和前、后限位保护用的终端撞块,当工作台移动到极限位置时,挡块撞击十字手柄,使其回到中间置,切断电路,使工作台在进给终点停车。
3)水平工作台进给运动的联锁控制。在同一时间内,工作台只允许向一个方向移动,为防止机床运动干涉造成设备事故,各运动方向之间必须进行联锁。而操作手柄在工作时,只存在一种运动选择,因此铣床进给运动之间的联锁由两操作手柄之间的联锁来实现。
联锁控制电路由两条电路并联组成,纵向操作手柄控制的行程开关SQ1、SQ2的动断触点串联在一条支路上,十字复合操作手柄控制的行程开关SQ3、SQ4的动断触点串联在另一条支路上。进行某一方向的进给运动时,需扳动一个操作手柄,这样只能切断其中一条支路,另一条支路仍能正常通电,使接触器KM2或KM3的线圈得电。若进给运动时由于误操作扳动另一个操作手柄,则两条支路均被切断,接触器KM2或KM3立即断电,使工作台停止移动,从而对设备进行了保护。
4)水平工作台的快速移动。在进行对刀时,为了缩短对刀时间,要求水平工作台不做铣削加工时应能快速移动。由图3-9所示的传动框图可知,水平工作台在进给方向选定后是快速移动还是进给运动,取决于电磁离合器YC2、YC3线圈的得电与断电。快速移动为手动控制,在主轴电动机起动以后,按下起动按钮SB5或SB6,接触器KM4便以“点动方式”通电。其辅助动断触点断开,进给电磁离合器YC2线圈失电,断开工作进给传动链;KM4辅助动合触点闭合,使快移动作电磁离合器YC3线圈得电,接通快速移动传动链,水平工作台沿给定的进给方向快速移动。当进入铣削行程时,松开按钮SB5或SB6,KM4线圈失电,其辅助动断触点复位,接通进给传动链,水平工作台就以原方向继续工作进给状态移动。
5)水平工作台变速时的点动。与主轴变速类似,水平工作台变速同样由机械系统完成。为了使变速时齿轮易于啮合,进给电动机M2控制电路中也设置了点动控制环节。变速应在工作台停止移动时进行,具体的操作过程是:在主电动机M1起动以后,拉出变速手柄,同时转动至所需要的进给速度,再将手柄推回原位。变速手柄在复位的过程中压动点动行程开关SQ6,使得SQ6-2断开,SQ6-1闭合,短时接通KM2的线圈电路,使进给电动机M2转动。KM2线圈通电的电流通路为从KM1辅助动合触点开始,电流经SA1-3→SQ2-2→SQ1-2→SQ3-2→SQ4-2→SQ6-1→KM3辅助动断触点到KM2线圈。可见,若左、右操作手柄和十字手柄中有一个不在中间停止位置,此电流通路便被切断。变速手柄复位后,松开行程开关SQ6。与主轴瞬时点动操作相同,也要求手柄复位时迅速、连续,一次不到位,应立即拉出变速手柄,再重复瞬时点动的操作,直到齿轮处于良好啮合状态,保证工作正常进行。
(3)圆工作台控制
为了扩大铣床的加工能力,还可在水平工作台上安装圆工作台,以实现圆弧、凸轮的铣削加工。圆工作台工作时,要求所有进给系统要停止工作,即水平工作台的两个操作手柄均扳在中间停止位置,只允许圆工作台绕轴心转动。
当工件在圆工作台上安装好以后,用快速移动方法将工件和铣刀之间的位置调整好,扳动工作台选择开关SA1,使其置于圆工作台“接通”位置。此时触点SA1-2闭合,触点SA1-1与SA1-3断开。圆工作台局部控制电路见图3-12b。在主轴电动机M1起动以后,工作台选择开关SA1的触点SA1-2闭合,接通接触器KM2的线圈电路,其主触点闭合,进给电动机M2正转,拖动圆工作台转动,该铣床中圆工作台只能单方向旋转。控制电路由主轴电动机控制接触器KM1的辅助动合触点开始,工作电流经SQ6-2→SQ4-2→SQ3-2→SQ1-2→SQ2-2→SA1-2→KM3辅助动合触点→KM2线圈。由上述电流通路可见,圆工作台的控制电路中串联了水平工作台的四个工作行程开关SQ1~SQ4的动合触点,因此水平工作台任一操作手柄只要扳到工作位置,都会压动行程开关,从而切断圆工作台的控制电路,使其立即停止转动,以此实现水平工作台进给运动和圆工作台转动之间的联锁保护控制。表3-4为圆工作台换向开关SA1的动作表。
表3-4 圆工作台换向开关SA1动作表
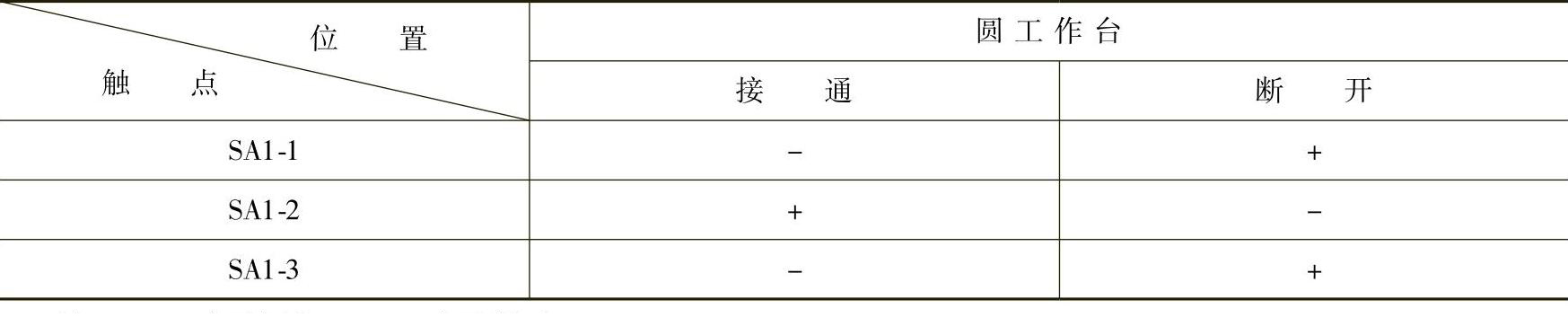
注:“+”表示闭合,“-”表示断开
3.照明及信号电路
该卧式铣床的局部照明由控制变压器TC供给36V安全电压,照明灯EL由转换开关SA4控制,FU5实现照明电路的短路保护。
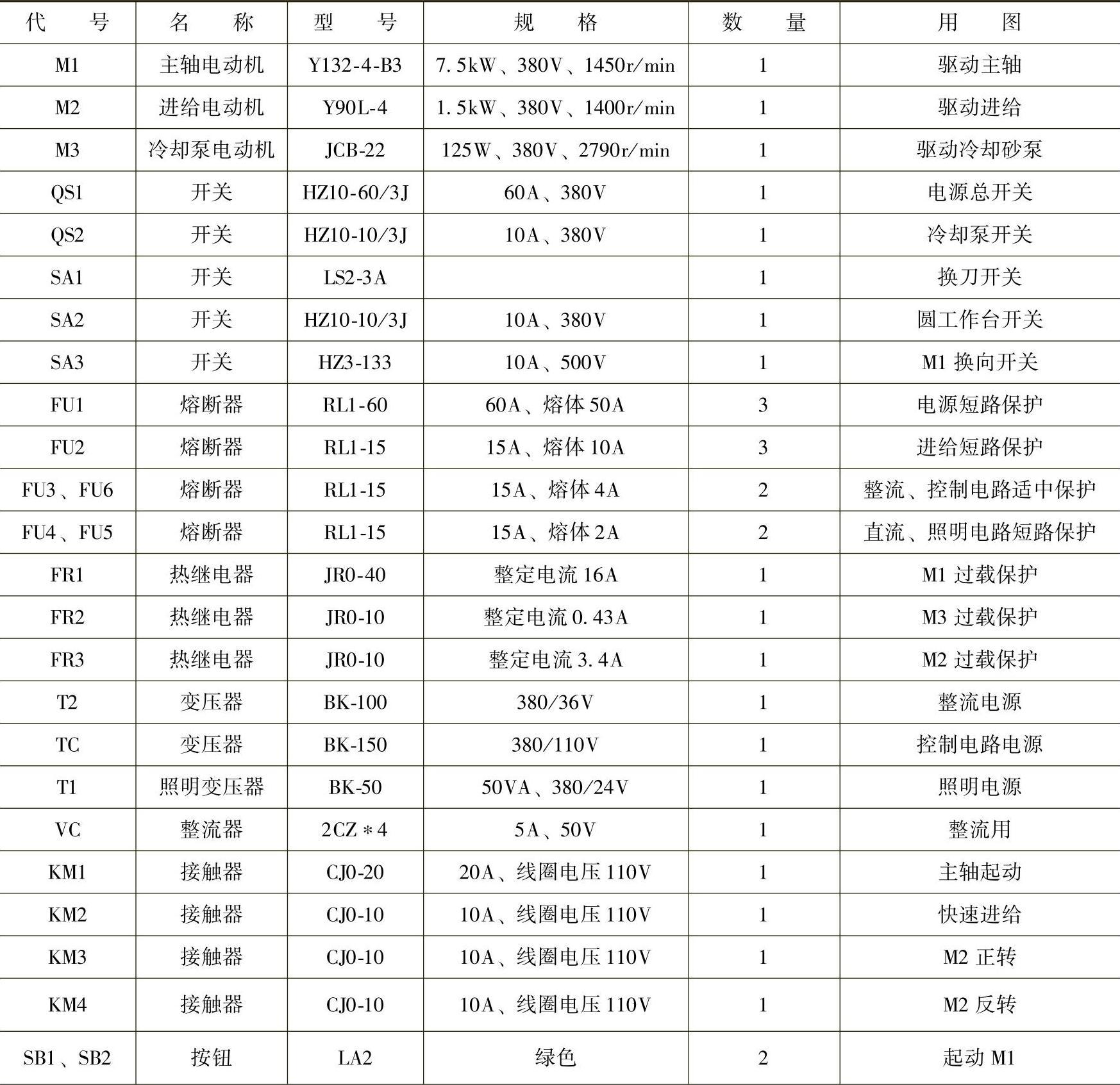
X62W万能铣床电气元件目录表见表3-5。
表3-5 X62W万能铣床电气元件目录
(续)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。