



【摘要】:浇注工艺参数主要包括浇注温度和浇注速度。为了防止因高温浇注而使有色金属铸件的晶粒粗大,形成裂纹及大量吸气而产生气孔等缺陷,有色金属铸件一般宜采用较低的浇注温度浇注。浇注温度随着铸件重量及壁厚的增加而降低。表6-9 常用合金的浇注温度2.浇注速度浇注速度也是影响铸件质量的一个重要工艺参数。但浇注速度过高,金属液对铸型的冲刷力很大,容易产生冲砂。较低的浇注速度,可增大铸件各部分的温差而有利于补缩。
浇注工艺参数主要包括浇注温度和浇注速度。这两个参数都对铸件质量有极大的影响。
1.浇注温度
浇注温度对铸件的质量影响很大。浇注温度过高,会使铸件的缩孔增大、晶粒变粗等;浇注温度过低,金属液流动性变差,容易产生冷隔、浇不足和气孔等缺陷。
为了防止因高温浇注而使有色金属铸件的晶粒粗大,形成裂纹及大量吸气而产生气孔等缺陷,有色金属铸件一般宜采用较低的浇注温度浇注。
高锰钢有很好的流动性和很强的氧化性,浇注温度不宜过高,一般控制在1340~1380℃,否则会促使氧化锰生成,并使铸件收缩量增大,影响铸件质量。
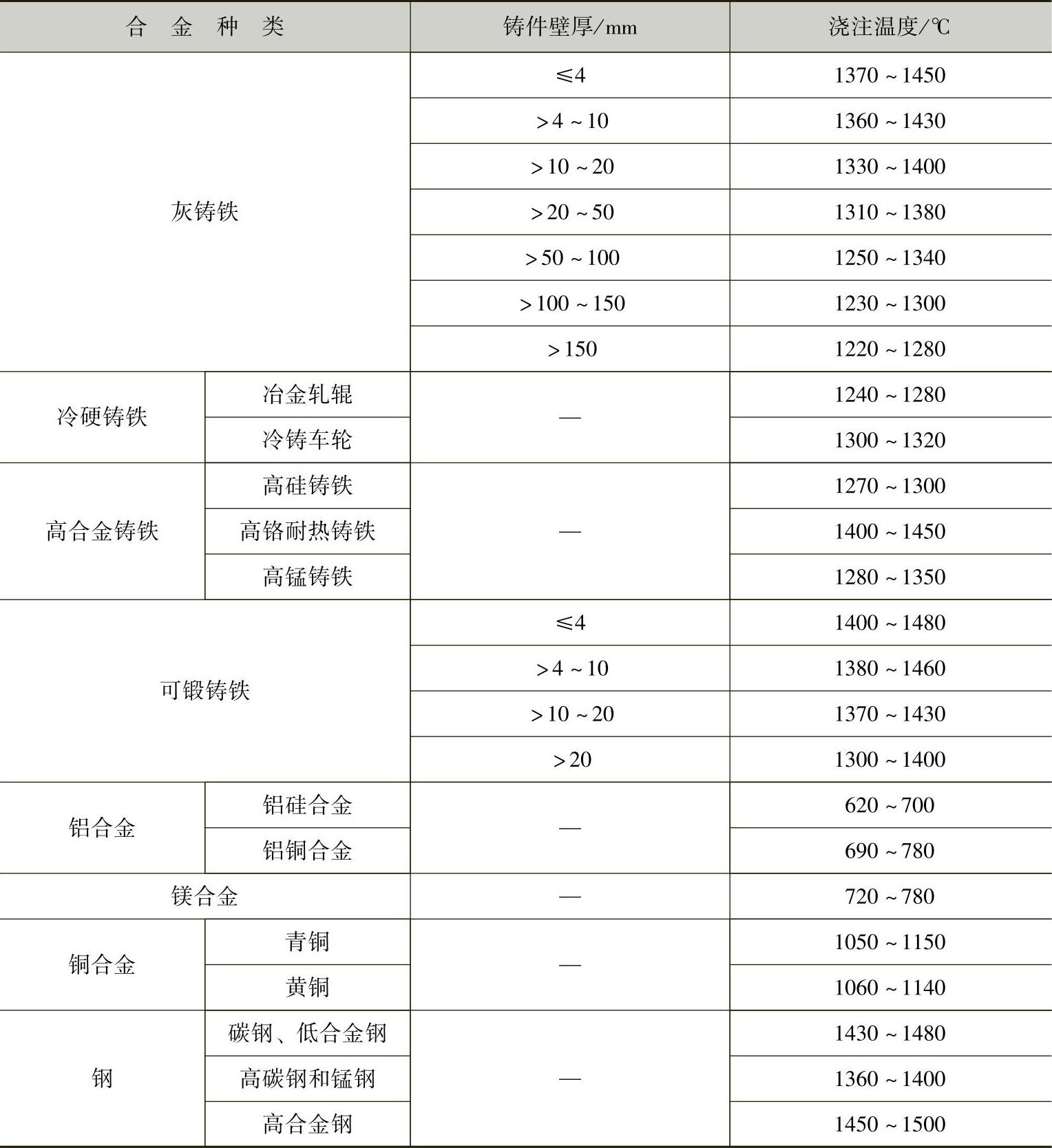
浇注温度随着铸件重量及壁厚的增加而降低。碳钢浇注温度一般在1450℃左右,铸铁浇注温度一般在1300℃左右,有色合金的浇注温度随合金的具体种类而定。常用合金的浇注温度见表6-9。(https://www.xing528.com)
表6-9 常用合金的浇注温度
2.浇注速度
浇注速度也是影响铸件质量的一个重要工艺参数。较高的浇注速度,可使金属液很快地充满铸型,减少金属液的氧化,减少铸件各部分的温差,从而有利于同时凝固。但浇注速度过高,金属液对铸型的冲刷力很大,容易产生冲砂。较低的浇注速度,可增大铸件各部分的温差而有利于补缩。但浇注速度过低,会使铸型受热时间长而使型砂脱落,同时还会产生桔皮、冷隔、夹渣、砂眼等缺陷。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。