



1.生产性质、结构特点和技术要求
(1)生产性质 批量生产。
(2)材质 铬钼铜合金铸铁,牌号为HTRCr。
(3)结构特点 该铸件壁厚不均匀,平均壁厚为35mm,外形尺寸为ϕ970mm×2155mm。气缸套的中段有排气口和扫气口各一层,周围有冷却用水夹层两个。气缸套要求承受活塞环成千上万次的往返摩擦及燃气爆炸时的高温(温度为1500℃)、爆炸压力(8.5MPa)的作用,对铸件质量要求很高。
(4)技术要求 该件化学成分要求为w(C)=2.8%~3.3%,w(Mn)=0.7%~1.0%,w(Si)=1.6%~2.3%,w(P)<0.2%,w(S)<0.15%,w(Cr)=0.15%~0.35%,w(Mo)=0.30%~0.60%,w(Cu)=0.60%~1.0%。气缸套要做金相检验,其显微组织应为珠光体;不允许有裂纹、缩松、缩孔等缺陷;要进行渗漏试验,试验压力为0.7MPa(加工完后进行);缸套硬度要求达到190~248HBW。
2.造型方法和砂型种类
气缸套采用手工造型、干型浇注。由于是批量生产,外模样又较高大,故采用铸铁制的金属模样,分成六节组装而成,如图4-89所示。为了起模方便,各段金属模样都有较大的起模斜度;高压端(下端)则采用抽芯模样。
造型时,将各段金属模样分别放在带有定位装置的模底板上,以便准确地合型。
造型用的型砂为普通黏土砂,要求透气性大于300,湿压强度为0.04~0.05MPa,干压强度应大于0.88MPa。
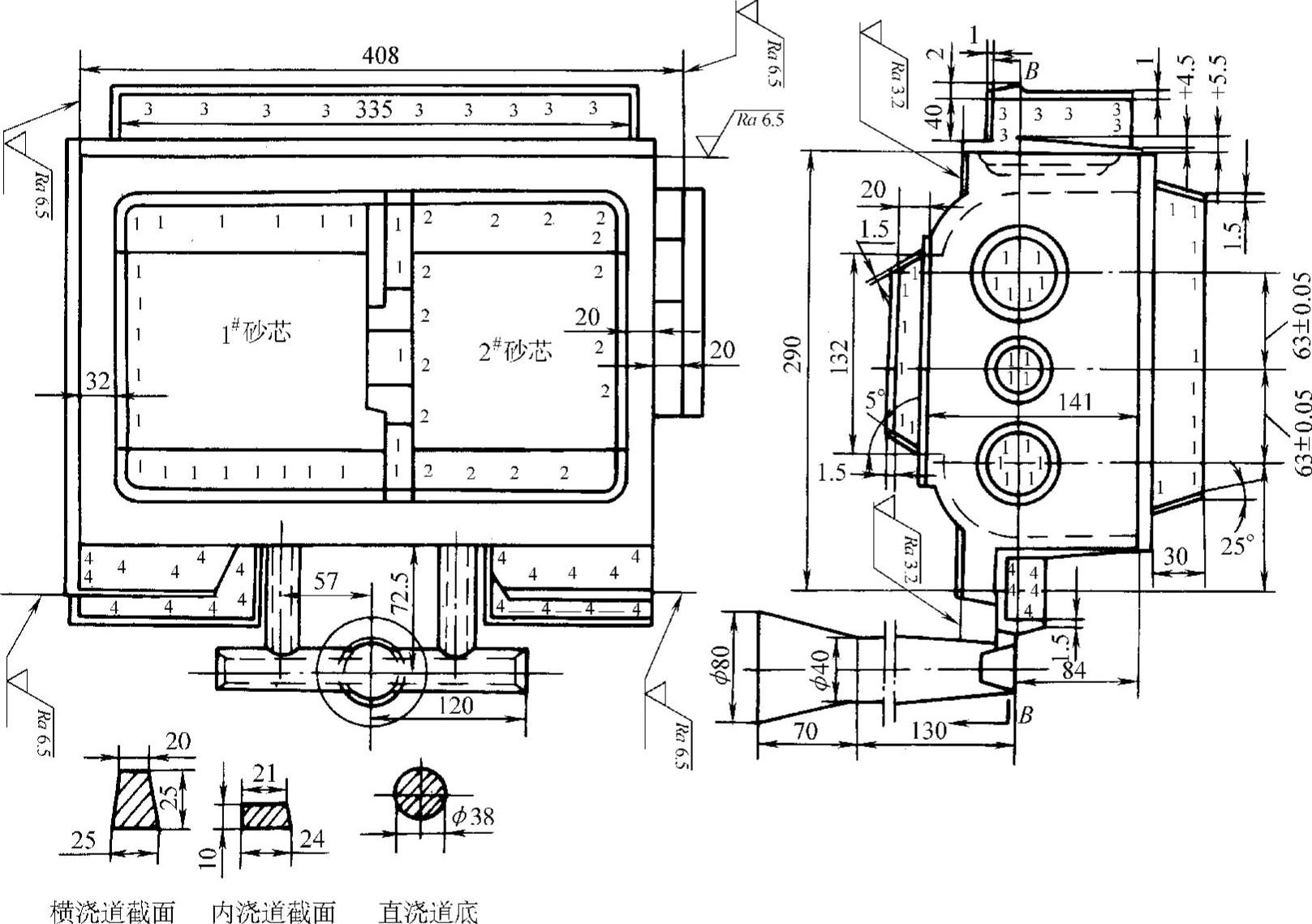
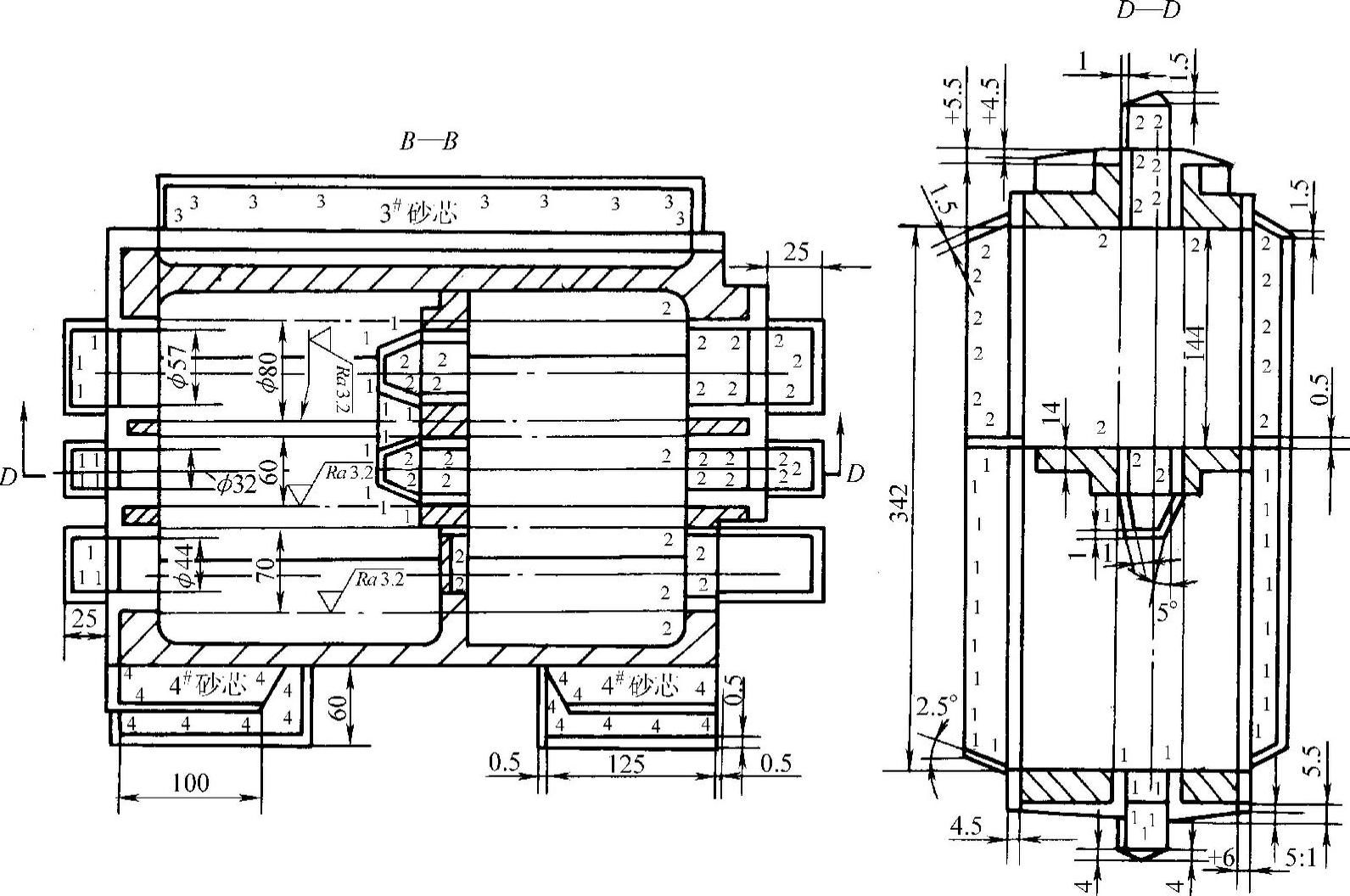
图4-86 进给箱体工艺示意图
注:非加工面起模斜度为1°;1#和2#砂芯一起用专用夹具下芯;未注明圆角为R3~R5。
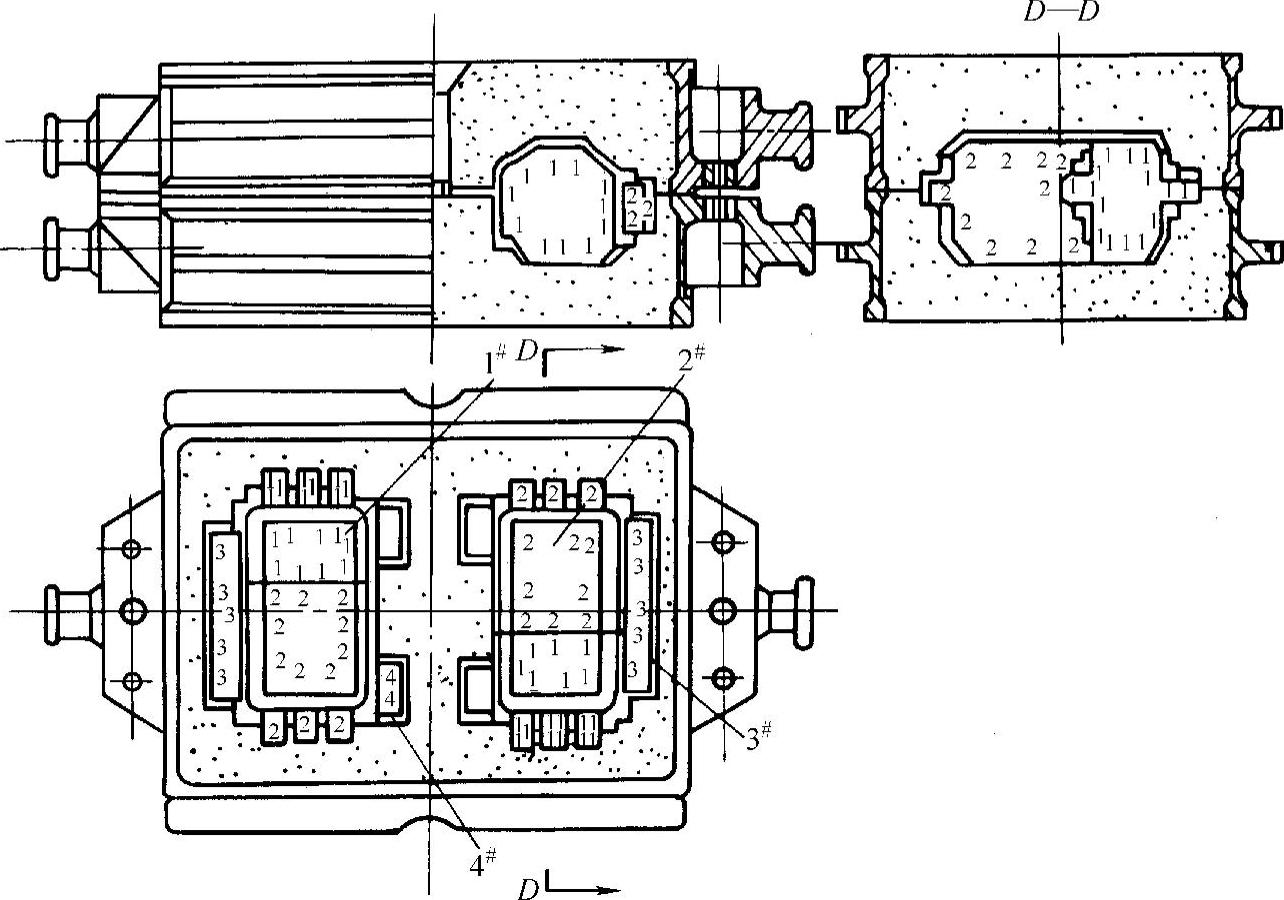
图4-87 进给箱体铸型装配图
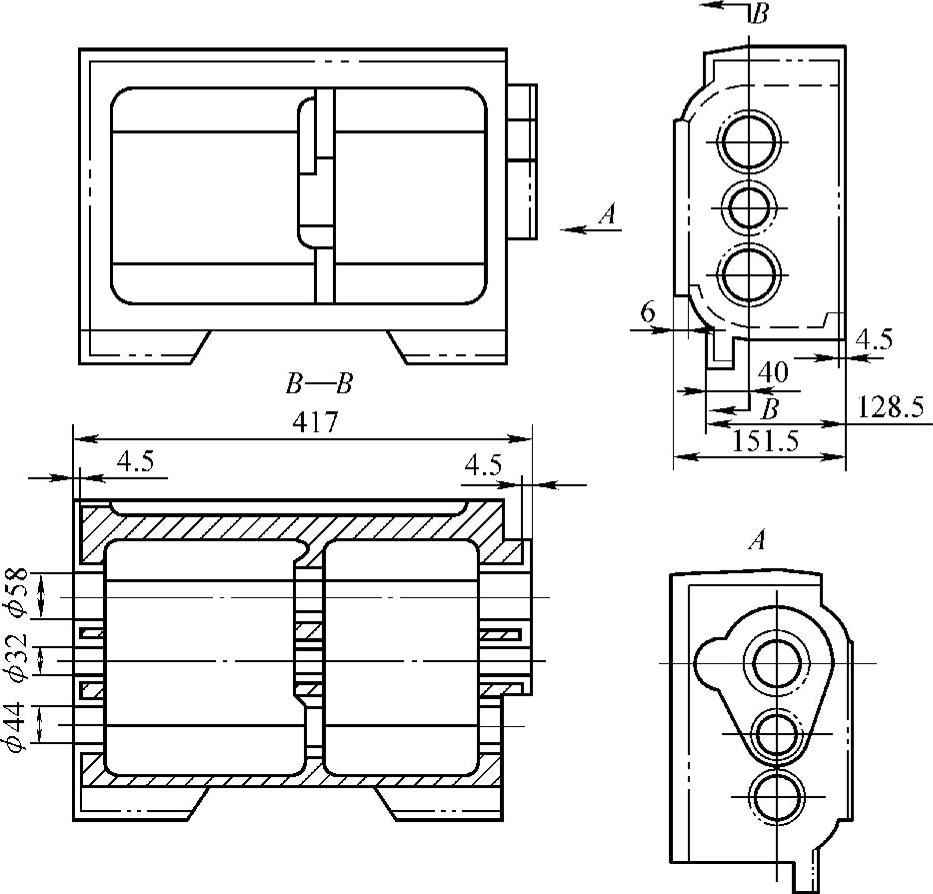
图4-88 进给箱体铸件图
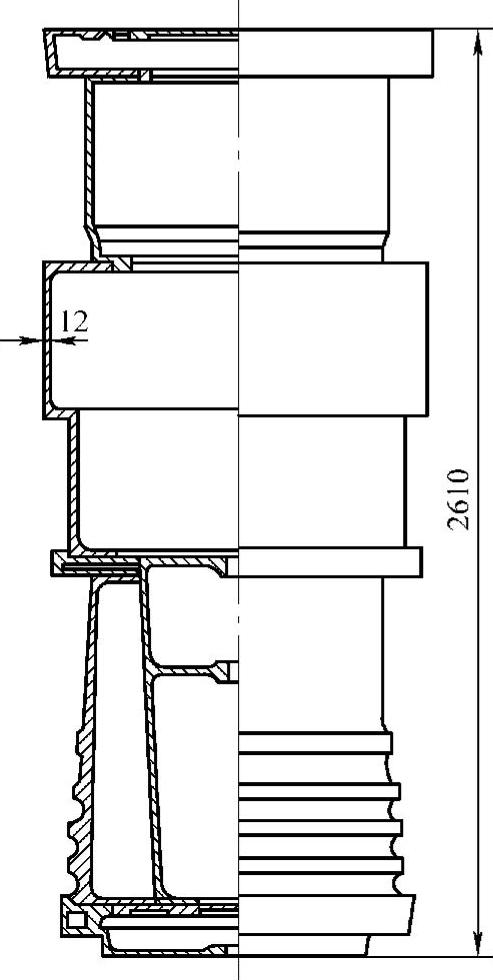
图4-89 气缸套金属模样
3.浇注位置和分型面
铸件的浇注位置正确与否,是保证铸件质量的关键。因此,在设计铸造工艺时要首先考虑浇注位置。就此气缸套来看,要么卧浇,要么立浇。但从保证铸件质量出发,只有立浇可取,故采用立浇方案。但根据哪一端朝上立浇也存在两种方法:一种是把承受高温、高压的一端(有承肩的一端)放在上部,另一种是把该端放在下部。由于承肩处有热节,凝固过程需要补缩,因此按照顺序凝固原则将其放在上部,再配以大冒口,对补缩是有利的。但考虑到铸铁体收缩小,流动性好,将该端放在下部也可以确保铸件质量,故最终采用了图4-90所示的浇注位置。实践证明,此方案是可行的。
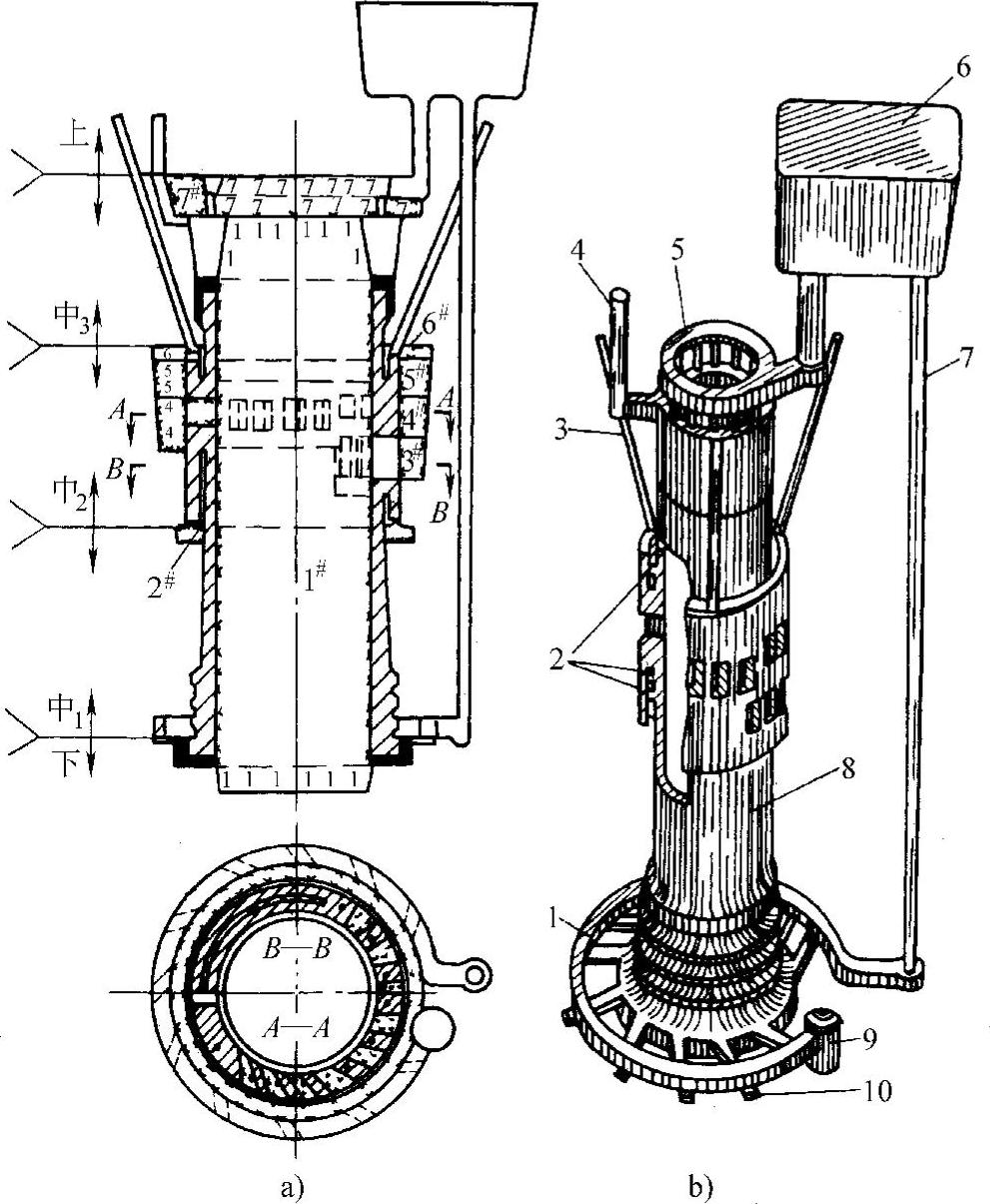
图4-90 气缸套的铸造工艺图
a)气缸套铸造工艺图 b)气缸套铸造工艺立体图
1—横浇道 2—铁液过桥 3—下出气冒口 4—上出气冒口 5—雨淋式浇注系统 6—浇口盆 7—直浇道 8—铸件 9—集渣包 10—内浇道
根据铸件的分型面对应的浇注位置,也有两种方案:一是卧做轴向分型,二是立做径向分型。一般来说,轴向对称分型,造型方便,砂箱数量少,尺寸也较精确。但气缸套的扫、排气口要求铸出,这就要求下芯准确。另外,两个冷却水夹层,既窄且深(宽度为30mm,深度为350mm),若卧做,则砂芯为悬臂芯,难以放稳,而且3#扫气口砂芯和4#排气口砂芯也很难保证尺寸精度。因此,综合考虑,还是径向分型,立做立浇方案比较合理。共有4个分型面,采用多箱造型。(https://www.xing528.com)
4.砂芯分块和制芯
在浇注位置和分型面确定以后,砂芯的分块问题就好解决了。气缸套主要砂芯有7个(见图4-90a),分别是缸套中央筒子砂芯(1#)、深夹层砂芯(2#)、排气口砂芯(3#)、扫气口砂芯(4#)、补砂砂芯(5#)、浅夹层砂芯(6#)和雨淋式浇注系统砂芯(7#)。
1#砂芯是重中之重,制芯时要格外小心。它采用专用芯砂和铁芯盒制作,要求芯砂透气性大于400,湿压强度为0.04~0.047MPa,干压强度大于0.88MPa。砂芯烘干后,应对开裂的部位刷些清水、稀泥浆,用芯砂仔细填补紧实,再刷上涂料,烘干。2#砂芯要求排气通畅,溃散性好,可用油砂或糖浆砂制作,并在砂芯中做出两道通气环(用草绳)。
5.浇注系统和冒口
由于铸件高大,壁厚较薄,组织和硬度要求均匀,内外表面要光滑清洁,不允许有缺陷存在,因此浇注系统采用底注,多道切线内浇道和雨淋式浇注系统联合的形式(见图4-90b),先从底注浇道引入铁液,当型腔中铁液高度达铸件高度的2/3时,再拔去雨淋式浇注系统的塞头,使铁液从雨淋式浇注系统进入,这样可使铁液继续平稳上升,又避免一开始就从雨淋式浇注系统进入而引起铁液飞溅。
浇注系统和冒口的具体尺寸如下:
(1)雨淋式浇注系统
1)内浇道:上端孔眼直径为15mm,下端孔眼直径为22mm,共16只,总截面积为28.2cm2。
2)横浇道:其截面尺寸为70mm/50mm×70mm,总截面积为84cm2(双向)。
(2)底注切线浇道
1)内浇道:截面尺寸为60mm/55mm×6mm,共12道,总截面积为41.4cm2。
2)横浇道:截面尺寸为65mm/45mm×70mm,总截面积为38.5cm2(单向)。
3)直浇道:截面尺寸为ϕ80mm,截面积为50cm2,各单元截面积比为ΣA内∶ΣA横∶ΣA直=1∶0.93∶1.2。
4)浇口盆:容量为1000kg。
(3)冒口 上部为环形冒口,铸件上端加高250mm,冒口内侧补贴斜度为6°。
(4)出气冒口 上出气冒口1个,直径为40mm;下出气冒口3个,直径为30mm。
6.主要工艺参数
铸件径向线收缩率取0.83%。因铸件轴向长度较长,若按0.83%放缩,则轴向尺寸增大,故根据经验,轴向线收缩率取0.5%。
加工余量参照三级精度铸铁件加工余量表来选取,如外圆表面加8mm,内圆表面加10mm等。
7.合型浇注
铸型很高,地面一定要平整结实,以保证1#砂芯的垂直度。由于金属液静压力很大,故应严防浇注时跑火。合型时要仔细清除型腔杂物,合型后要防止杂物落入型腔。浇注温度为1310~1330℃,浇注速度为35~55mm/s。
气缸套铸型装配图如图4-91所示。
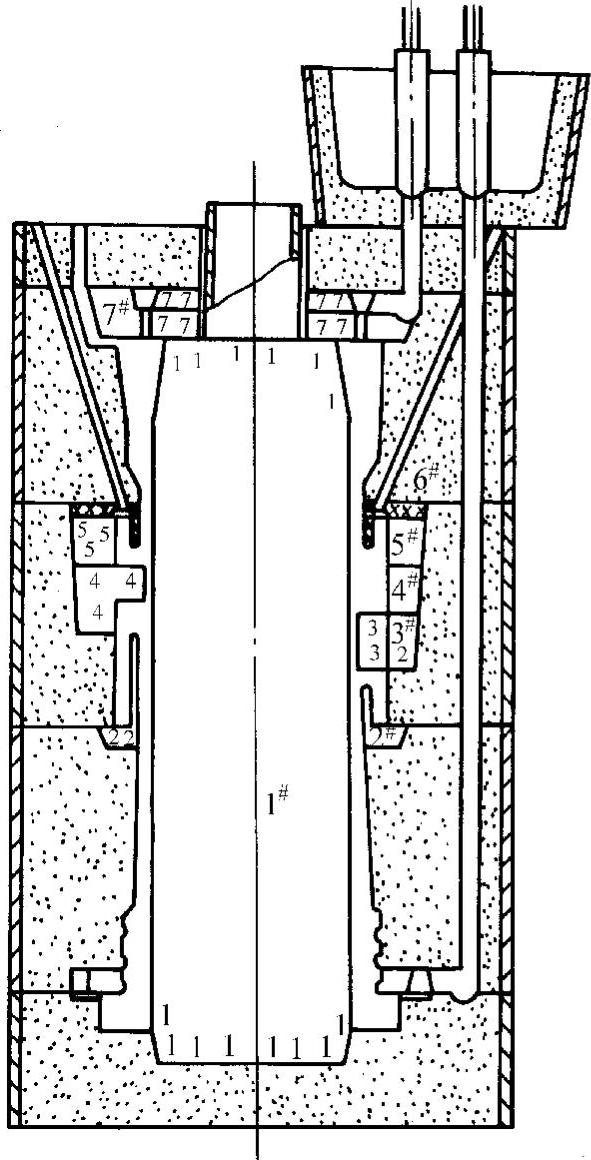
图4-91 气缸套铸型装配图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。