



【摘要】:一般小型、壁厚均匀的铸件可不设冒口,但对厚壁铸件、碳含量高的铸铁和合金铸铁仍然要设冒口补缩。球墨铸铁件冒口的尺寸在生产中广泛采用比例法确定,见表4-14。冒口的数量根据球墨铸铁件冒口的补缩距离和被补缩部位的大小确定。
1.灰铸铁的冒口
灰铸铁在凝固过程中因石墨析出而发生体积膨胀,抵消部分液态收缩和凝固收缩,使灰铸铁的体收缩较小。一般小型、壁厚均匀的铸件可不设冒口,但对厚壁铸件、碳含量高的铸铁和合金铸铁仍然要设冒口补缩。
灰铸铁冒口尺寸在生产中广泛采用比例法和图表法来确定。比例法确定冒口尺寸见表4-11,图表法确定冒口尺寸见表4-12。
冒口数量一般根据冒口的补缩距离和铸件补缩部位的大小确定,也可根据生产经验确定,或者采用灰铸铁的凝固收缩率和冒口效率进行计算。灰铸铁的凝固收缩率见表4-13。冒口效率一般取20%,当浇道通过冒口时可取35%。
表4-11 常用冒口的形式和参数
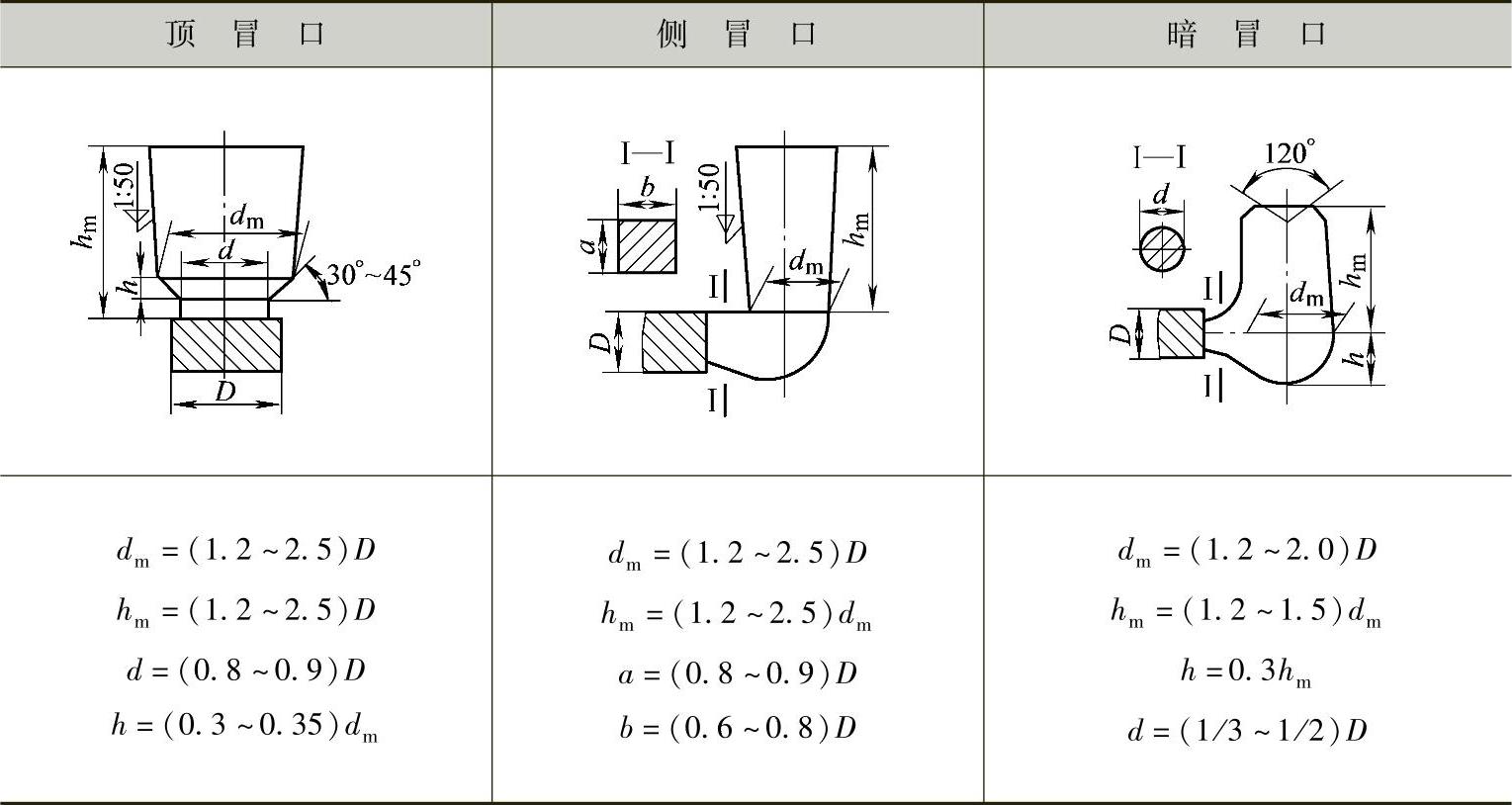
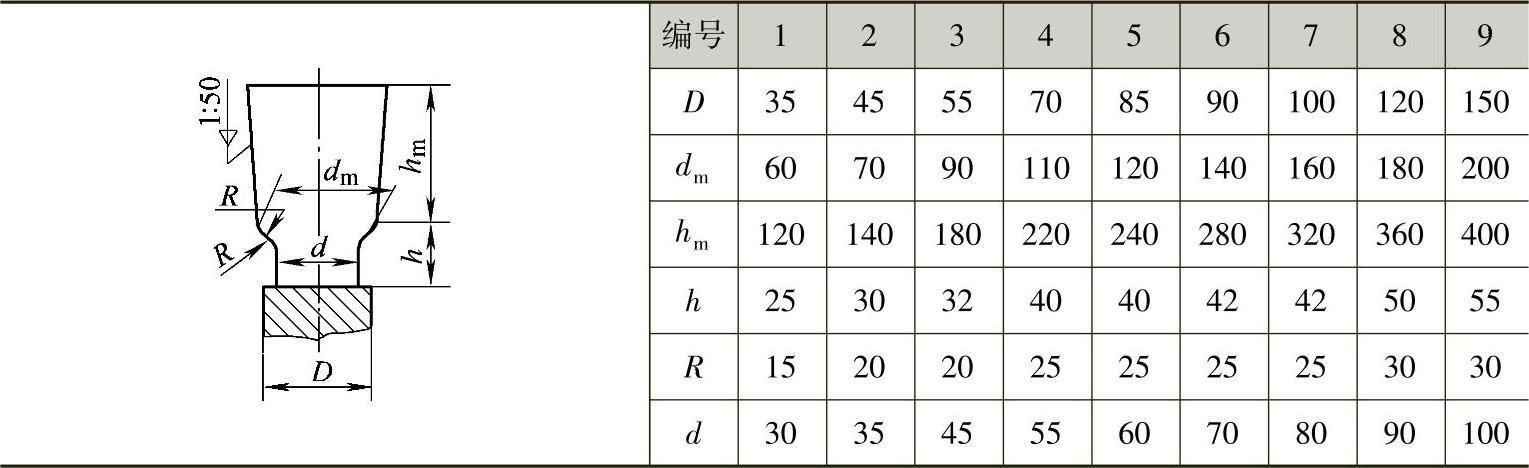
表4-12 灰铸铁件顶冒口尺寸(手工造型)
 (https://www.xing528.com)
(https://www.xing528.com)
表4-13 灰铸铁凝固收缩率

2.球墨铸铁件的冒口
球墨铸铁具有共晶转变时石墨析出产生的体积膨胀,导致缩前膨胀值大,并呈糊状凝固的特点。砂型铸造形成缩松的倾向较大,与碳钢相似,需设置较大的冒口。但利用球墨铸铁在凝固过程中石墨化产生的较大的收缩前膨胀,采取提高铸型刚度、高碳化学成分、开放式或半封闭式浇注系统、同时凝固原则、降低浇注温度、加快浇注速度等工艺措施,也可以实现小冒口或无冒口铸造。
球墨铸铁件冒口的尺寸在生产中广泛采用比例法确定,见表4-14。冒口的数量根据球墨铸铁件冒口的补缩距离和被补缩部位的大小确定。
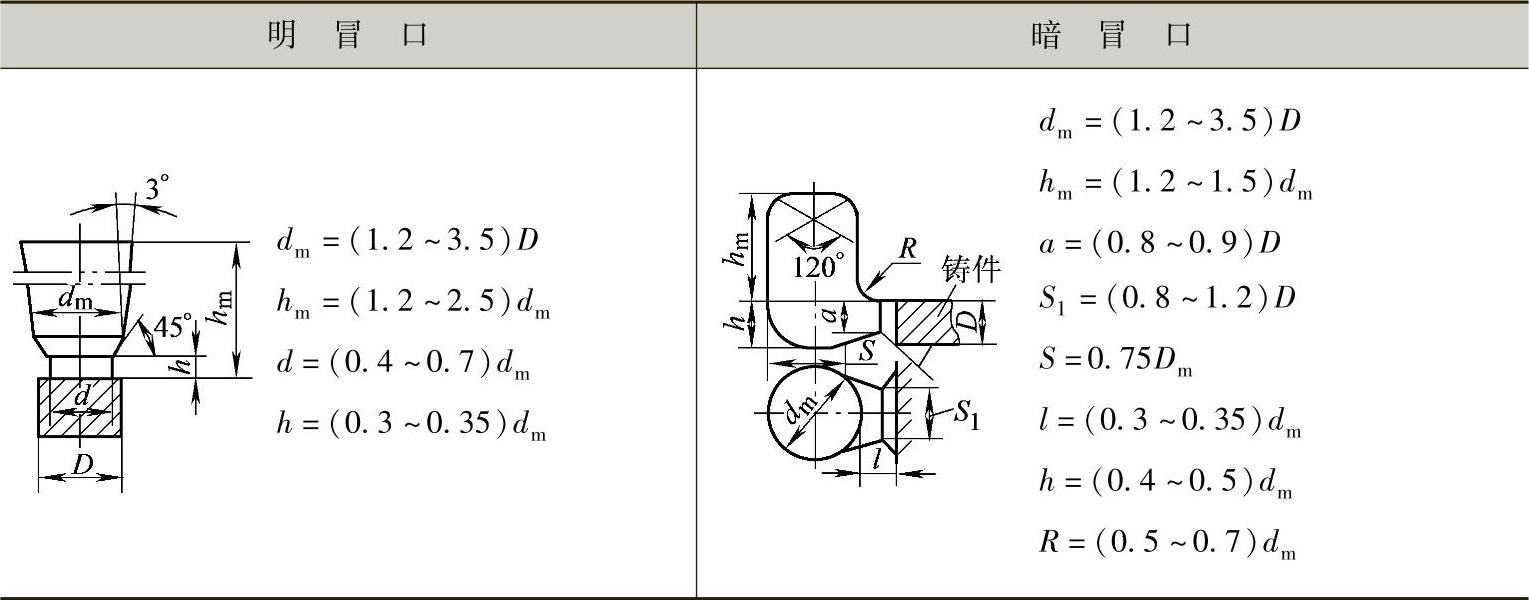
表4-14 球墨铸铁件冒口尺寸
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。