



用铸型输送机或辊道将造型机和相应的各种辅助机械有机地联系起来,便可组成机械化造型生产线。随着计算机技术在铸造生产中的广泛应用,造型生产线还可实现控制程序化、生产自动化,可大大降低劳动强度和改善劳动条件。
1.造型生产线的布置形式
按照造型机的布置形式,造型生产线可以分为两大类,即串联式和并联式。
(1)串联式 造型机沿铸型输送机布置,造好的砂型从主机到合型机之间的运行方向与铸型输送机平行或基本平行。图4-18是一种串联式的生产线示意图。串联式布置占地狭长,主机多为一对,也可采用两对。通常配备连续式铸型输送机,可在铸型输送线上进行动态合型,也可在合型辊道上进行静态合型。
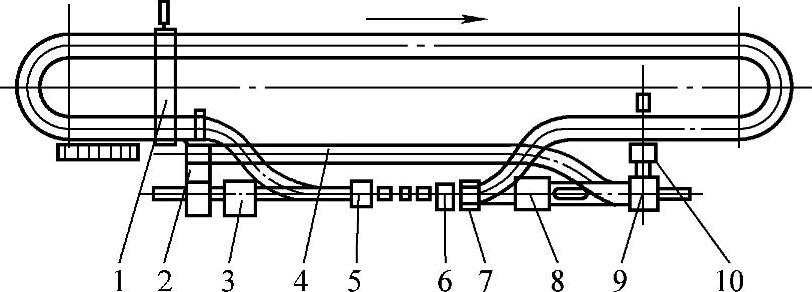
图4-18 串联式造型生产线的布置
1—压铁机 2—转箱机 3—上型造型机 4—回箱辊道 5—合型机 6、10—落箱机(或捅箱机) 7—翻箱机 8—下型造型机 9—分箱机
这种造型生产线操作方便,可快可慢,劳动强度低,应用也最广泛。但其占地狭长,降低了车间的有效使用面积。
(2)并联式 将造型机组垂直于铸型输送机布置,造好的砂型从主机到合型机的运行方向与铸型输送机相垂直或成一定的角度。并联式造型生产线布置图如图4-19所示。并联式造型生产线占地短而宽。铸型输送机可采用脉冲式或连续式。如果采用脉冲式,则辅助工作可在静态下完成。空砂箱可利用铸型输送机送回主机处,也可专设回箱辊道。
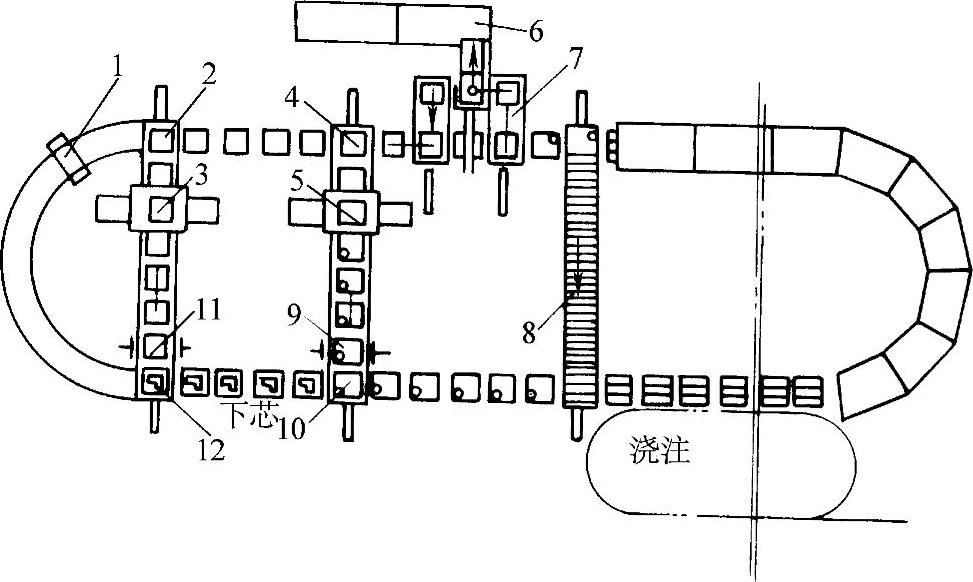
图4-19 并联式造型生产线布置图
1—小车清扫机 2—下型提升机 3—下型造型机 4—上型提升机 5—上型造型机 6—振动落砂机 7—捅箱机 8—压铁机 9、11—翻箱机 10—合型机 12—落箱机
2.造型生产线中造型机的选择和布置(https://www.xing528.com)
造型机的选择和布置,取决于生产规模、铸造工艺和厂房条件。按照造型机种类的不同,造型生产线可分为震压造型生产线、微振压实造型生产线、射压造型生产线和抛砂造型生产线等。
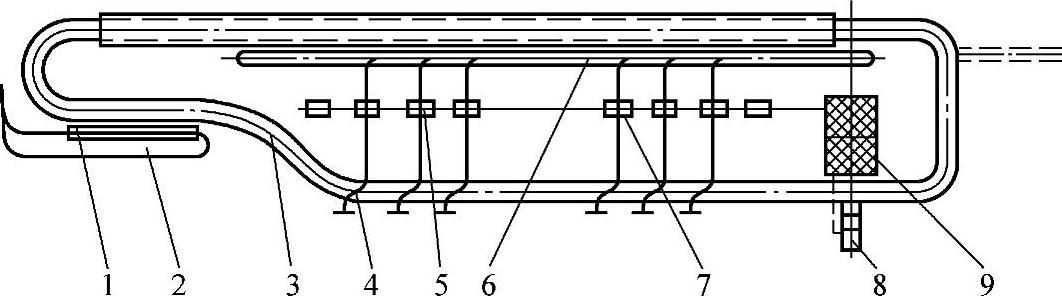
图4-20 中小型震压造型机成组布置
1—浇注平台 2—浇注单轨 3—铸型输送机 4—气吊单轨 5—上型造型机 6—回箱辊道 7—下型造型机 8—气动推杆 9—落砂机
(1)震压造型生产线 该生产线是由震压和震实造型机组成的生产线。这种生产线比较简单,投资也较少。但由于这两种造型机效率低、噪声大、劳动强度高,现已很少采用或不采用。这类造型机有Z145A、Z145B、Z271、Z146A型等。图4-20所示是中小型震压造型机成组布置。成组布置可获得较高的生产率。中小型震压造型机除了成组布置外,还可以成对布置,如图4-21所示。
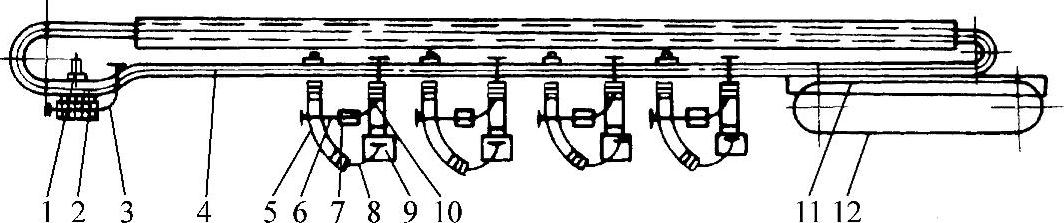
图4-21 中小型震压造型机成对布置
1—气动推杆 2—落砂机 3、6、8—气吊单轨 4—铸型输送机 5—空箱辊道 7—上型造型机 9—下型造型机 10—合型辊道 11—浇注平台 12—浇注单轨
造型机成对布置较为灵活,同一生产线上可以同时造两种以上的砂型,每对造型机独立组成一个工作单位,以便于生产调度和调整生产上的不均衡状况。
(2)抛砂造型生产线 抛砂造型生产线以抛砂机为主体,配以刮砂机、起模机和运输设备等。起模机是生产线的关键配套设备,目前采用的是顶杆起模(砂箱不翻转)和翻转起模机两种方法。翻转起模机中滚筒式的比转台式的在质量和外形尺寸方面更为理想。目前,固定式抛砂机有Z6312A、Z6312C型等,移动式的有Z6625、Z6625A型等,起模机有Z7120C型等。
造型生产线造型机的选择不拘一格、灵活多样,但一定要根据生产实际、厂房条件、生产品种、生产规模和工艺特点进行,否则会造成不切实际的浪费。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。