



铸型输送机是在造型生产线上用以联系造型、下芯、合型、压铁、浇注、落砂等工序的输送设备,一般由小车、辊道、链板或悬链组成。其铸型输送系统可实现机械化或半机械化。随着生产的发展、铸造机械设备的不断革新以及计算机技术与程序化控制的普遍应用,铸型输送系统的自动化程度会越来越高。
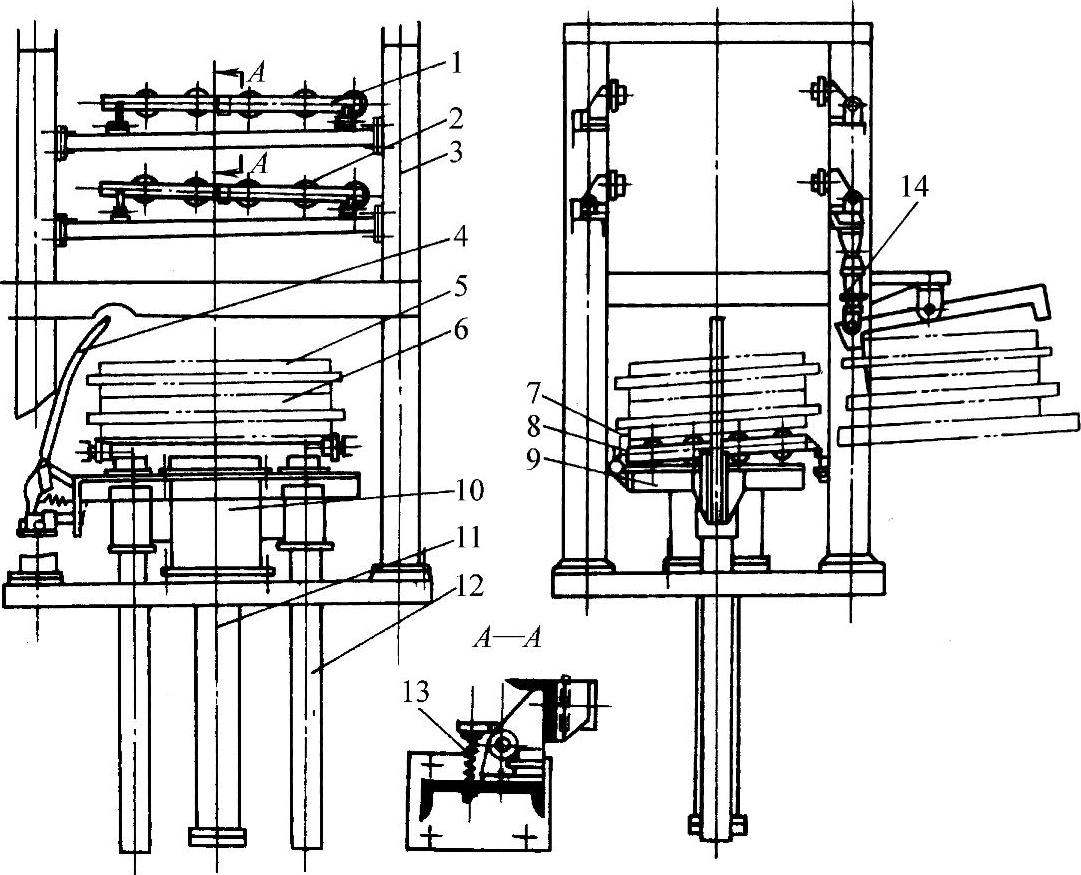
图4-16 自重式分箱机
1—上型辊道 2—下型辊道 3—机架 4—砂箱推(拉)杆机构 5—上砂箱 6—下砂箱 7—挡铁 8—托箱辊道 9—工作台 10—套座 11—举升气缸 12—导向杆 13—弹簧 14—挡箱气缸
铸型输送机可按以下方式分类:
1)按运输特征分为连续式、脉冲式、间歇式。
2)按安装形式分为水平式、垂直式、倾斜式、悬挂式。
3)按布置形式分为封闭式、开放式。(https://www.xing528.com)
铸型输送机选用的主要依据是生产批量和生产的组织方式。对于平行工作制,在大量或成批量生产的情况下,可采用连续式或脉冲式输送机。同样是平行工作制,若批量较大、品种较多的大铸件,或连续造型、间歇浇注的中、小件,则宜采用间歇式输送机。
(1)连续式铸型输送机 这是用牵引链条将运载小车联系起来,组成封闭式连续运行的铸型输送机。水平安装的连续式铸型输送机,由于布置灵活,应用最为广泛。
连续式铸型输送机一般可分为四个主要工艺段,如图4-17所示。这些工艺段的总和即为铸型输送线的展开长度。
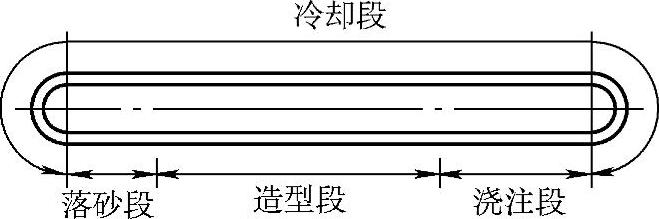
图4-17 铸型输送线各工艺段
(2)脉冲式铸型输送机 这是根据工艺要求,按一定的生产节拍,有节奏地运行和停歇的封闭式铸型输送设备。应用这类铸型输送机,可在停歇时间内进行下芯、合型、浇注等工序,有利于自动线可靠地工作,并使若干辅机统一化。脉冲式铸型输送机结构紧凑,但因起动频繁,所以功率消耗较大。近年来,为了适应高效率造型生产线的需要,脉冲式铸型输送机的应用也更加广泛。
(3)间歇式铸型输送机 这种机器的运行是间歇的、有节奏的,可变性强。它一般采用开放式布置形式,可根据工艺要求设置若干条线,每条线是独立的,线路之间采用转运机构进行转运,以形成循环运输。线路上的运载小车(或托板)之间无固定联系。此类铸型输送机适用于多品种的中小件连续造型、间歇浇注、成批量生产的铸造车间。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。