



造型生产线上的主机(造型机)在前一节已作了介绍,这里介绍的是辅机,即主机完成填砂、紧实和起模等主要工序以外的辅助工作所用的设备,如翻箱机、合型机、落箱机、压铁机、分箱机、捅箱机等。机械化造型的辅助工作量很大,劳动强度高,因此,这部分工作采用机械化是十分必要的。
1.翻箱机
翻箱机的作用是将造好型的上、下砂箱进行翻转,以便下芯和检验。在翻箱过程中,砂箱要限位和夹紧;起动和落位时要平稳无冲击,以保证不损坏砂型。
2.合型机
合型机的作用是将造好的砂型和下好砂芯的上、下型合拢,以便进行浇注。对合型机的合型要求是动作平稳、准确。完成合型动作的升降缸,一般采用气压传动或液压传动。如果是气动,则必须在气缸本身结构上或控制系统中采用缓冲装置。
合型机分为静态和动态两种类型。
(1)静态合型机 在合型过程中,上、下砂型在水平方向没有运动。这种合型方式,合型准确、机构简单。静态合型机可在辊道上进行,也可在脉冲式铸型输送机上进行。图4-12所示是一种在合型辊道上进行静态合型的上抓式合型机。
合型时,下型不动,上型下降进行合型。机构主要由固定在机架2上的合型缸1,装有可张合的上型辊道11和定位缸9的升降架5,以及用四个钢球14支撑在支架上的下型辊道13等所组成。
下型被推杆推入合型机的下型辊道13上,依靠止回块12和限位器16使之定位停稳。与此同时,上型被送入上型辊道11,然后定位缸9的活塞下降,使定位销10插入上型的销孔中,合型缸1的活塞杆下降。在下降过程中,定位销10先插入下型两侧的销孔中,使上、下型对准。升降架5继续下降,上、下型合拢。合型完毕,定位销抽出,同时张合缸3动作,使上型辊道张开让过砂型,然后合型缸1带动升降架5上升复位,张合缸使上型辊道合拢,等待下一个上型进入。这时限位器16让过合好的铸型从下型辊道送出。下型辊道13通过钢球14座落在立架7上,并且用有一定幅度(1~2mm)活动的销轴15限位。这样,下型在合型过程中,可以稍有浮动,以保证合型精度和平稳性。
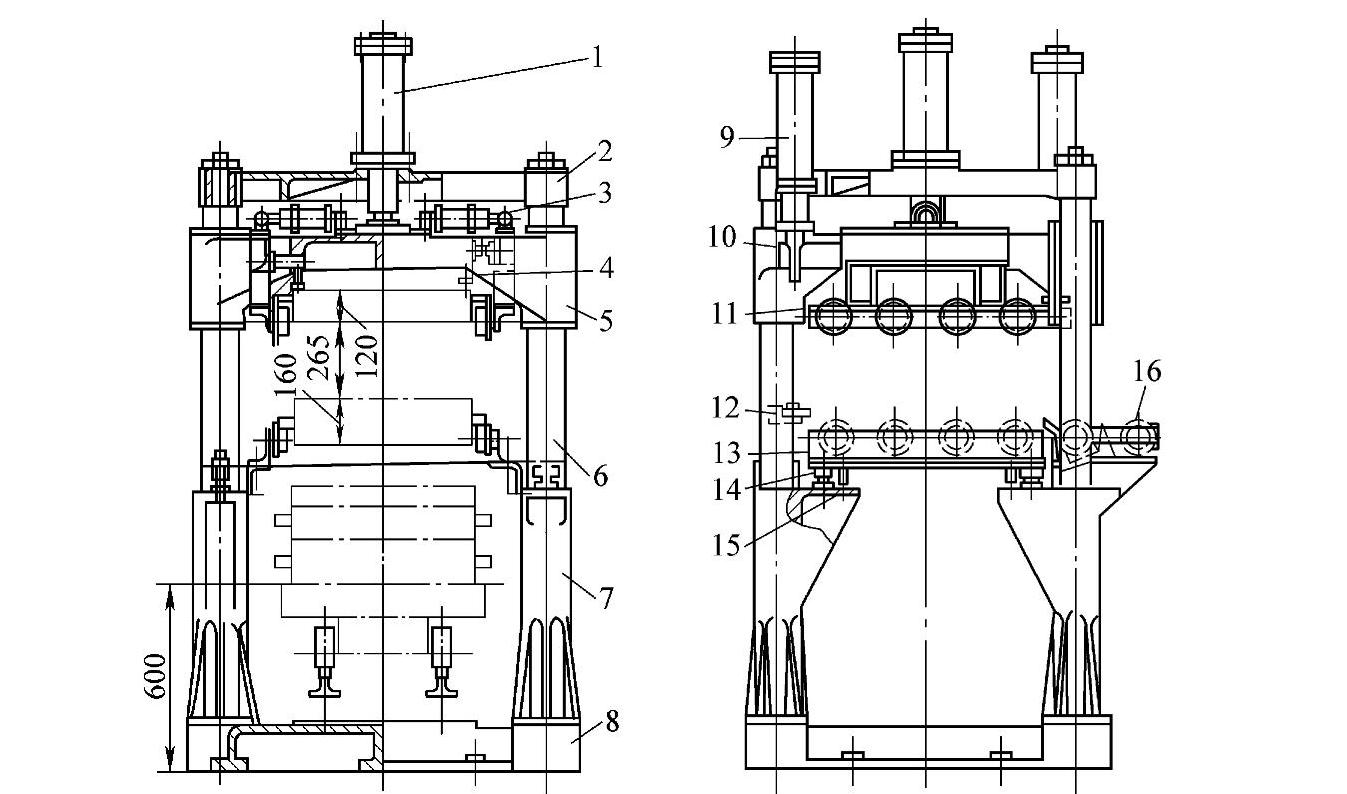
图4-12 上抓式合型机
1—合型缸 2—机架 3—张合缸 4—螺杆 5—升降架 6—立柱 7—立架 8—底座 9—定位缸 10—定位销 11—上型辊道 12—止回块 13—下型辊道 14—钢球 15—销轴 16—限位器
上抓式合型机的主要机构在地面,故维修保养方便。对于自带合型销的定位砂箱,合型机构中可省去定位缸。
(2)动态合型机 在合型过程中,上、下型在水平方向连续运动。为了保证合型准确,合型时上、下型在水平方向的运动必须同步。因此,在动态合型机构中,需设同步机构。动态合型机适用于在连续式铸型输送机上进行合型。
3.落箱机
落箱机的作用是将合型后的砂型,或造好型经翻转后的下型放置在铸型输送机上。落箱机的机构较合型机简单,可分为下托式和上抓式两种类型。
(1)上抓式落箱机 其结构如图4-13所示。
在合型后的铸型进入落箱辊道8后,升降气缸4带动拖板3沿导向立柱10下降,使砂型放落在铸型输送机小车上。落箱后,张合气缸5下降,通过滑槽6和撑杆7使机械手9张开,接着升降气缸带动机械手上升,张合气缸则使机械手合拢复位。
(2)下托式落箱机 这种落箱机主要由辊道气缸、落箱气缸、支架、横梁和滚轮等组成。这种落箱机的落箱行程较大,可使铸型输送机上未经落砂、开箱的铸型能通过落箱机。此外,只有当铸型输送机小车台面空载时,才允许落箱气缸动作并进行落箱。
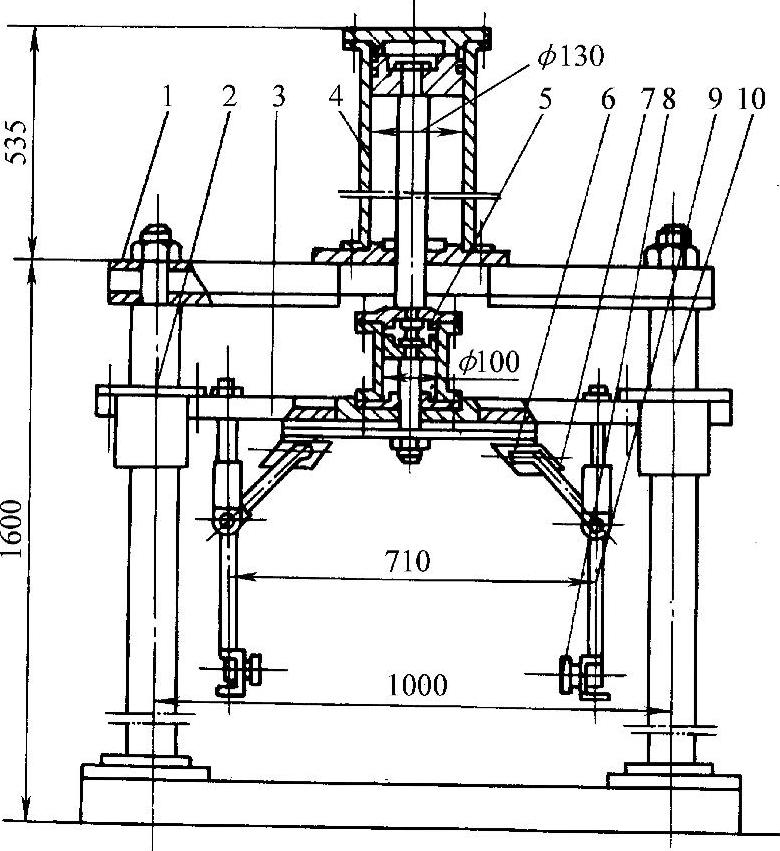
图4-13 上抓式落箱机结构(https://www.xing528.com)
1—支撑平板 2—导向套 3—拖板 4—升降气缸 5—张合气缸 6—滑槽 7—撑杆 8—辊道 9—机械手 10—导向立柱
4.压铁机
在浇注时,为了克服液体金属的抬型力,有时需在铸型上放置压铁。压铁机是使取、放压铁实现机械化和自动化以减轻劳动强度的一种辅机。它的形式多样,有悬挂式、顶杆式和机械手抓取式等。
气动机械手抓取式压铁机如图4-14所示。它由两个机械手组成,分别承担取、放压铁的工作,中间用带斜度的辊道衔接,以便于回送压铁。
气动式压铁机动作不够平稳,放压铁时对铸型产生冲击。因此它只适用于放轻型的压铁。
5.捅箱机
捅箱机的作用是将砂型连同铸件一起从砂箱中捅出,然后送到落砂机上进行落砂,并将空砂箱直接送到分箱机旁分箱。图4-15是捅箱机示意图。
在高效率造型机上造型时,由于铸型的紧实度高,一般采用无箱带的砂箱。这样在造型生产线上就可采用捅出式的落砂方法,容易实现自动化。
图4-15所示是采用铸型输送机回送砂箱的一种捅箱机。这种捅箱机适用于较大的砂箱。其捅头上装有硬尼龙丝或钢丝刷,可同时清理砂箱的内壁。
6.分箱机
分箱机的作用是把从落箱机或捅箱机处运送来的空砂箱分开,分别送到上、下型辊道上,以待回用。分箱机的结构很多,图4-16所示为自重式分箱机的结构,主要由机架、举升气缸,以及上、下辊道等组成。
自重式分箱机结构简单,工作可靠,但需要地坑,检修不便,同时对重大砂箱分箱不够理想,比较适用于中小砂箱的分箱。
除了以上介绍的一些辅机外,根据生产情况的不同和需要,还可采用其他一些辅机,如扎气道器、刮砂机、清扫机等。
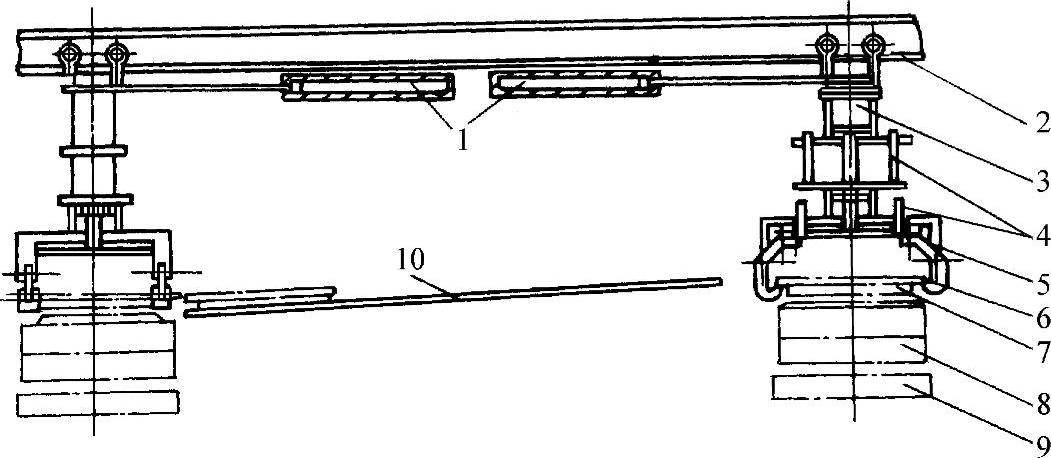
图4-14 气动机械手抓取式压铁机
1—平移气缸 2—滚轮 3—升降气缸 4—导杆 5—导槽 6—机械手 7—压铁 8—砂箱 9—铸型输送机 10—压铁回送辊道
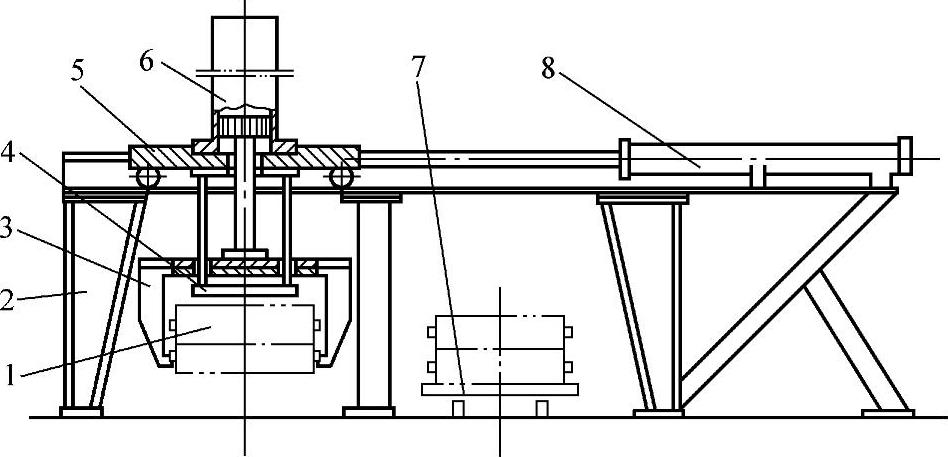
图4-15 捅箱机示意图
1—砂箱 2—机架 3—机械手 4—捅头 5—移动车 6—提箱气缸 7—铸型输送器 8—推进气缸
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。