



普通机器造型通常包括震实造型、震压造型及微振压实造型。
1.震实造型及震压造型
震实造型多以压缩空气为动力,使砂型和工作台一起上下跳动震实,利用型砂向下运动的动能和惯性,使型砂紧实。采用该方法时,砂箱顶部砂型紧实度不足。
为避免震实造型型砂紧实度不足,往往采用在震实基础上补充压实的方法,使砂箱顶部型砂具有足够的紧实度,这就是震压造型。
这种造型方法需多次震击,生产效率低,噪声大,尤其是振动很大,影响周围环境和设备,正逐步被淘汰。这种造型方法应用较多的典型设备有Z145A型震压式造型机、Z148B型震压式造型机、Z2310型翻台震实式造型机、Z236型翻台震实式制芯机等。
Z145A型震压式造型机结构如图4-2所示。整台机器由震压气缸、压板和起模装置三个主要部分组成。机架为悬臂立柱结构,是一套以压缩空气为主要动力源的控制系统。其操作过程如下:
(1)操作前的准备 依次检查各可动部件的可动情况,检查控制系统的动作正确性。
转动按压阀2,应依次完成震击(压缩空气进入震击气缸4,使震击气缸连同工作台13一起工作,进行震击)、连带压板的转臂旋转(使压板转至工作位置,此时转臂动力缸9动作使之转动)、压实(压缩空气进入震击气缸4,使压实活塞上升进行压实)、转臂旁转,压板移开(压实活塞下降,转臂动力缸9动作恢复原位)、起模(压缩空气进入起模液压缸7,使起模液压缸缓慢上升,带动起模顶杆6上升)、起模架下落、机器恢复至原始位置等动作。
将所需生产的造型模板固定在工作台面上,调整压板高度。压板机构11的底部压板使用前需要调整,不同砂箱和模板的高度是不同的。检查压板尺寸与砂箱内框尺寸是否相配(应略小点)。
(2)操作 将砂箱放至工作台模板上面,撒上分型砂,放入型砂,转动按压阀2,使之进行连续动作。在起模动作时,还往往开动装在模板上或造型机工作台上的震动器8,使型砂容易与高速振动的模样脱离,而不致将砂型损坏。最后将顶起的砂型从造型机上搬去,完成一箱(上箱或下箱)的造型动作。
(3)说明 震压式造型机一次只能完成一箱,因此,在生产过程中,这类机器通常是成对安置的,分别完成砂型的上箱和下箱,接下来还必须由人工进行下箱翻箱和上、下箱合型,劳动强度仍较大。(https://www.xing528.com)
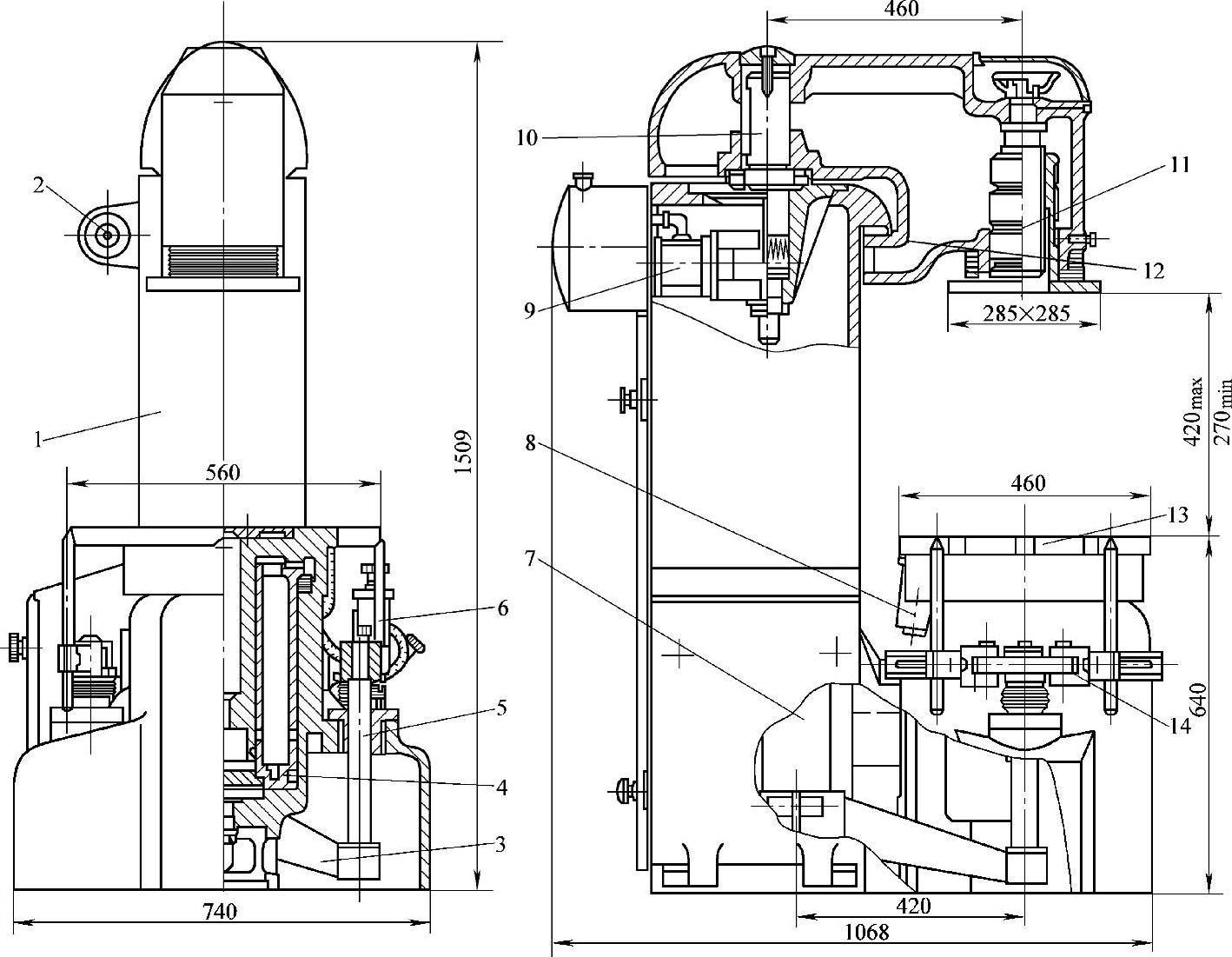
图4-2 Z145A型震压式造型机结构
1—机身 2—按压阀 3—起模同步架 4—震击气缸 5—起模导向杆 6—起模顶杆 7—起模液压缸 8—震动器 9—转臂动力缸 10—转臂中心轴 11—压板机构 12—垫块 13—工作台 14—起模架
2.微振压实造型
为了减少震击机构的震击力对地基的影响,广泛采用弹簧垫或气垫减振的微振机构,其振动幅度比较小,但频率较高。与震击相比,微振对地基的影响较小,噪声也小,可以提高生产效率。
弹簧式气动微振机构相当于在震压式造型机下面垫一个弹簧;气垫式气动微震机构相当于采用空气垫来代替上述弹簧,主要有单柱塞式、双柱塞式和环形气垫微振机构等。
比较典型的有ZB148A型半自动顶箱震压式造型机、四立柱气垫微振压实造型机等。某四立柱环形气垫式微振压实造型机结构如图4-3所示。
这类造型机的基本参数、砂箱尺寸、模板框和余砂框等辅助框尺寸在设计时已基本确定,调试过程中已经调整好,在实际操作时可不再进行调整,只需检查动作程序正确与否。
操作时,将搁置在辊道架上的砂箱4推入造型机内的边辊道5上,此时压头10和砂箱4都处于工作台3的上方,进气,造型机动作,接砂缸1进气,工作台上升,相继抬起砂箱4及余砂框6至接砂位置。这时压头10和定量斗9在位移气缸11的作用下右移,在定量斗到位后,向砂箱内加砂,震击机构开始震击。震击停止后,定量斗移出,压头移入。此时压实缸2进气,接砂缸排气下降,而工作台上升进行压实,同时震击机构震击。震击停止后,工作台连同砂箱模板下降,下降过程中砂箱被边辊托住,完成回程起模。砂箱到位后,被推箱气缸推出。整个过程都是经连动后连续完成的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。