



现代铸造生产中广泛使用树脂砂作型(芯)砂。以树脂为黏结剂的型(芯)砂主要有热法覆膜树脂砂、热芯盒树脂砂、冷芯盒树脂砂、呋喃树脂砂、呋喃树脂自硬砂等。树脂砂硬化后强度高,特别适合于机器造型,能制出复杂、薄壁铸件。树脂砂的缺点是黏结剂价格昂贵,对空气有污染。为节约树脂用量,一般采用经水洗或擦洗处理过的纯净圆形砂粒的原砂。树脂砂常选用粒度组别为15、21的原砂。
1.热法覆膜树脂砂
热法覆膜树脂砂是利用酚醛树脂受热后具有流动性的特征,使它在混砂过程中均匀地包覆在砂粒表面。这种砂主要用于壳芯机制造壳芯。
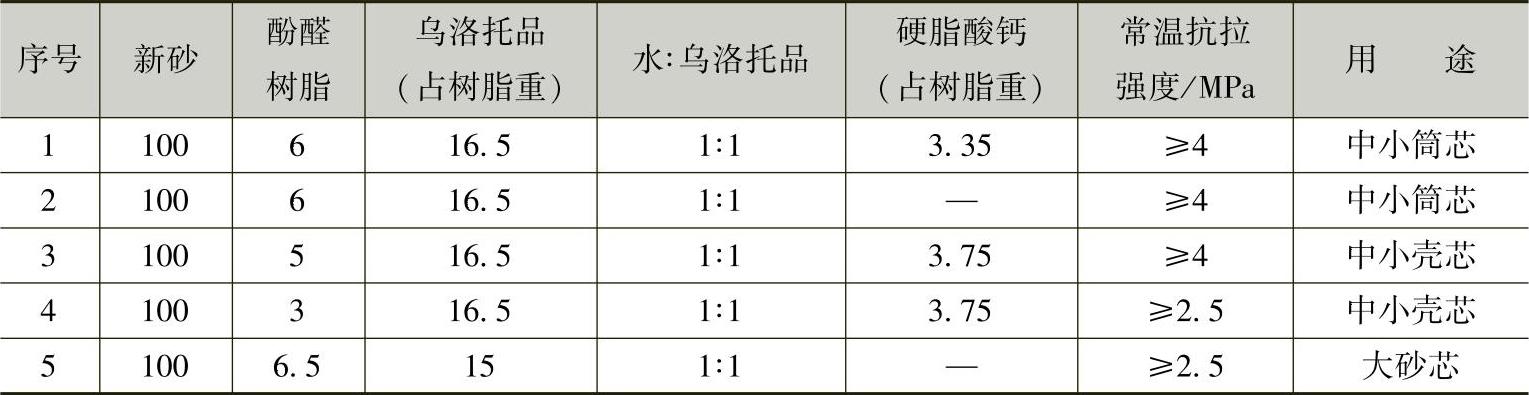
(1)热法覆膜树脂砂的配制 采用高纯度的圆粒形原砂,用酚醛树脂作黏结剂,以乌洛托品为固化剂,加入硬脂酸钙增加型砂流动性,防止树脂砂结块,同时改善砂型(芯)的脱模性,并能使型(芯)表面致密。热法覆膜树脂砂的配比见表3-7。
表3-7 热法覆膜树脂砂的配比(质量分数,%)
(2)热法覆膜树脂砂的混制 热法覆膜树脂砂的制备包括砂的加热、混制、破碎、过筛、冷却五个工序。根据热法覆膜的工艺特点,采用图3-5所示的热法覆膜专用混砂设备。它主要由定量器、加热炉、叶片式混砂机、破碎槽、筛砂机、抽风冷却装置构成。加热炉结构如图3-6所示,叶片式混砂机如图3-7所示。
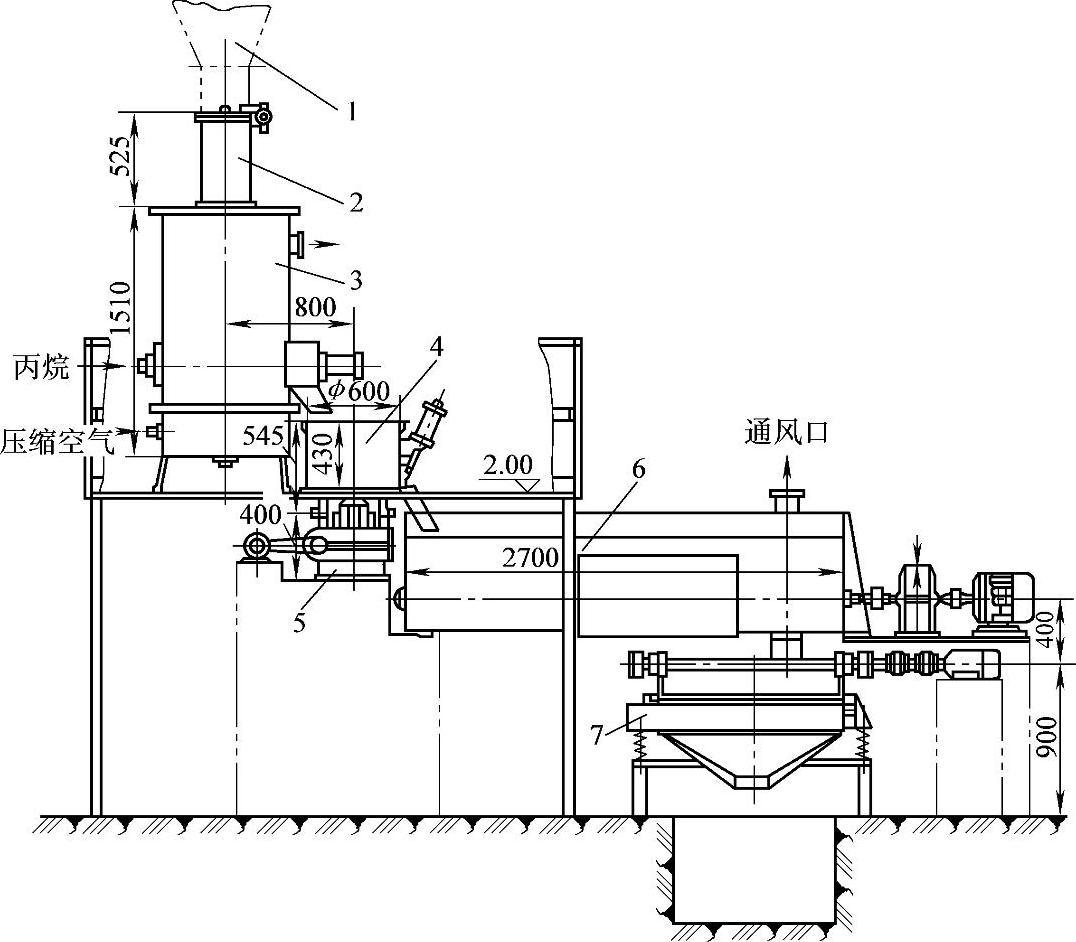
图3-5 热法覆膜树脂砂混砂专用设备
1—砂斗 2—定量器 3—沸腾加热炉 4—叶片式混砂机 5—涡轮减速器 6—破碎槽 7—振动筛
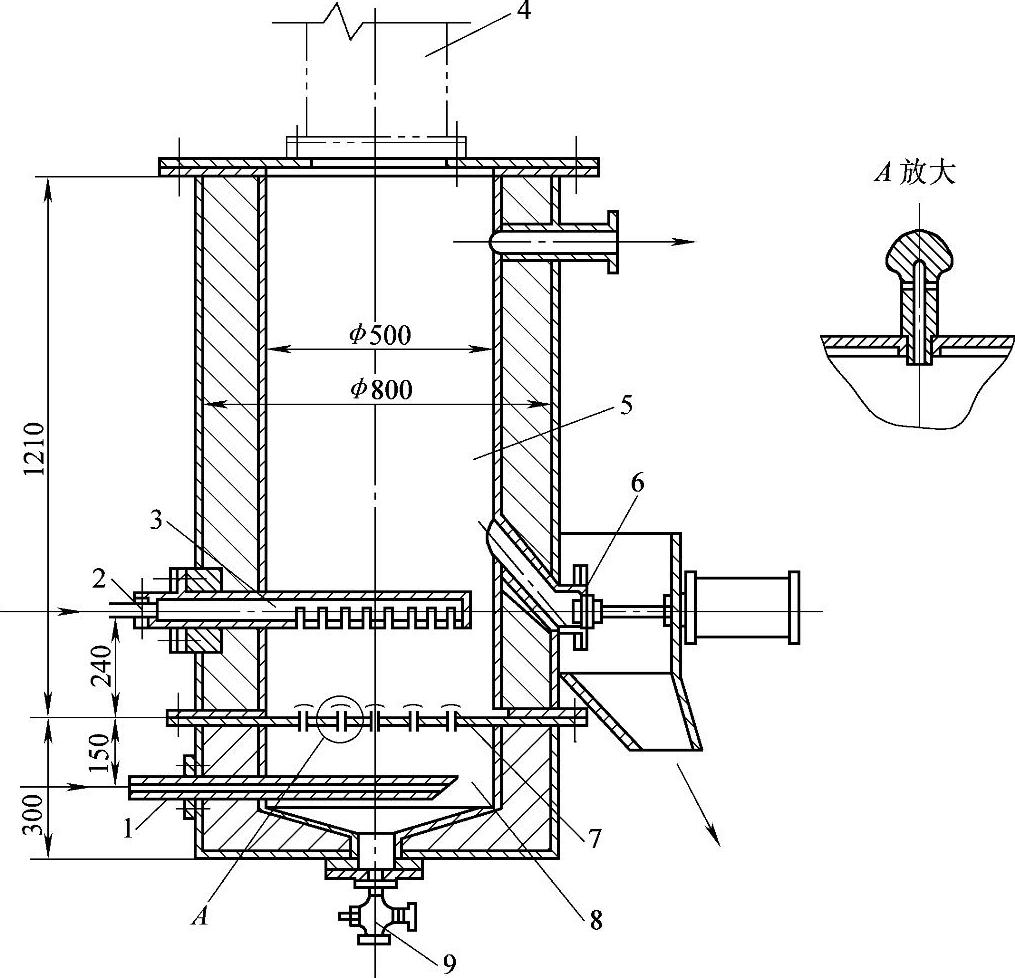
图3-6 加热炉结构
1—空气喷管 2—低压油喷嘴 3—燃烧管 4—新砂定量器 5—上炉体 6—炉门 7—风帽 8—下炉体 9—放水阀
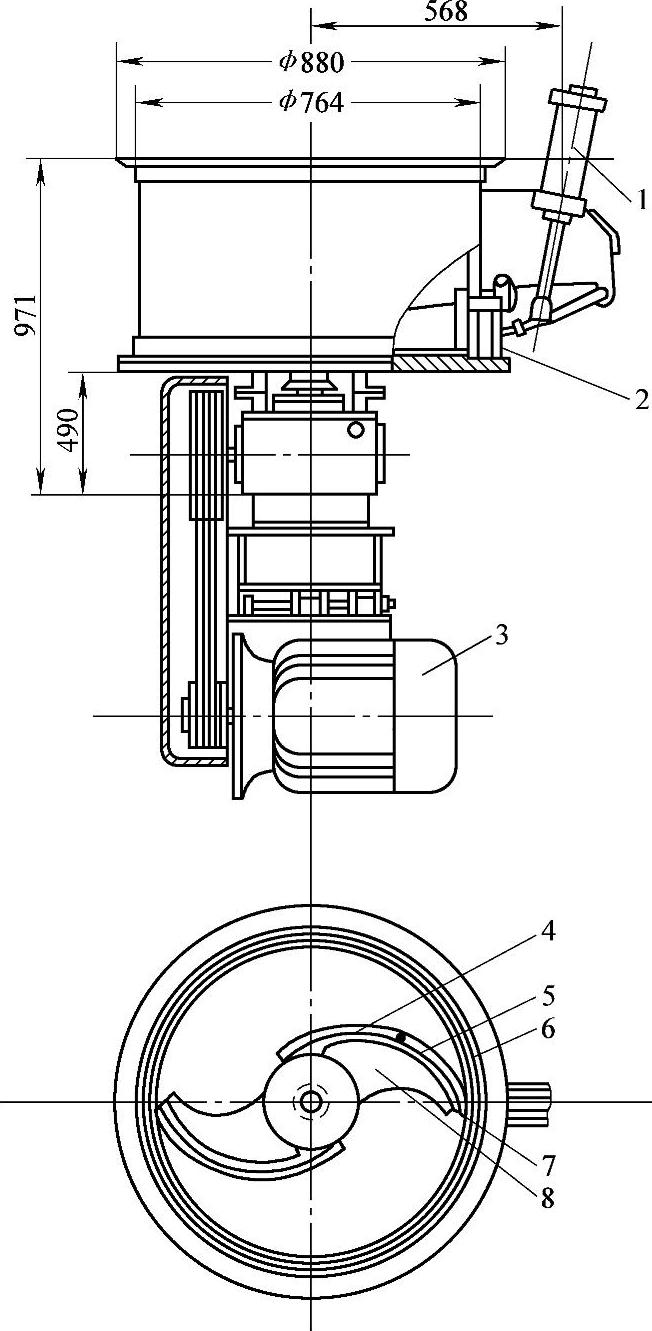
图3-7 叶片式混砂机
1—卸料门气缸 2—卸料门 3—电动机 4—内磨片 5—外磨片 6—耐磨板 7—刮片 8—叶片
热法覆膜砂的混制过程如下:在定量器内注入原砂,点火升温使加热器工作;定量器向加热器加入定量原砂,使原砂在加热炉内加热沸腾2~3min至140~160℃;起动叶片式混砂机,将热原砂送入叶片式混砂机内后加入树脂混合40~50s,砂温降至50~70℃,再加入硬脂酸钙混合50~60s,卸砂并将砂送入有抽风装置和断续螺旋推进器的破碎槽破碎并推进,抽风冷却10~20s,进入振动筛筛分,振动筛继续破碎和冷却,此时砂的温度已经下降到35℃左右。混制好的覆膜砂降温到室温后在密封容器内存放,在室温20℃左右的干燥条件下能长期保存;在不具备保存条件的情况下保存期不超过15天。
2.热芯盒树脂砂
热芯盒树脂砂是在原砂中加入适量的呋喃树脂黏结剂和固化剂,将混好的树脂砂射入(或吹入)加热后的金属芯盒中,通过芯盒180~250℃的热作用,使树脂与固化剂经过几秒至1min的反应而硬化制出砂芯。(https://www.xing528.com)
(1)热芯盒树脂砂的配制 热芯盒树脂砂所用的原砂一般粒度组别为21,粒形以圆形为佳。原砂要进行清洗,以去除杂质和减少含泥量,并进行干燥处理使原砂充分干燥。黏结剂大多使用呋喃树脂。脲醛与糠醇的缩合物称为呋喃Ⅰ型,酚醛与糠醇的缩合物称为呋喃Ⅱ型,脲醛、糠醇、酚醛三者的缩合物称为中氮树脂。对于呋喃Ⅰ型树脂,一般用氯化铵或氯化铵与尿素的水溶液作固化剂;呋喃Ⅱ型树脂一般用苯磺酸或对甲苯磺酸的水溶液作固化剂;中氮树脂使用氯化铵∶尿素∶水=1∶3∶3的质量比配制的固化剂。为了改变热芯盒树脂砂的一些性能,有时加入一些添加剂,如三氧化二铁粉、硼砂、三氯化铁、尿素等。热芯盒树脂砂的配比见表3-8。
表3-8 热芯盒树脂砂的配比(质量分数,%)
(2)热芯盒树脂砂的混制 将干燥原砂装入叶片式混砂机中,加入氧化铁粉干混34~45s,使干料混合均匀。加入液体固化剂湿混40~50s,再加入树脂混80~90s,混砂全部过程用时2.5~3min,混匀后立即卸砂。芯砂存放时间一般不超过4h。热芯盒树脂砂不宜在碾轮式混砂机中混制。
3.冷芯盒树脂砂
冷芯盒树脂砂造型时将混制好的树脂砂吹(射)入芯盒中,然后用吹气设备吹入气体固化剂,砂芯在常温下迅速固化,冲净残留固化剂后即可出芯。出芯后可以立即下芯、合型、浇注,以减少砂芯储存时间。目前,普遍采用的气硬冷芯盒工艺有三乙胺法和SO2法。这两种方法工艺类似,仅黏结剂和固化气体不同。
(1)三乙胺法冷芯盒树脂砂 将树脂黏结剂加入原砂中混匀后吹(射)入芯盒,然后通过以空气、二氧化碳、氮气为载体的三乙胺,使砂芯在数秒钟内硬化,用干燥空气冲净剩余三乙胺后即可取出砂芯待用。三乙胺法芯砂的缺点是黏结剂与催化剂易燃,废气有毒。
1)三乙胺法冷芯盒树脂砂的配制:冷芯盒树脂砂所用原砂是根据铸件合金种类来确定的,主要用硅砂,其次是锆砂、铬铁矿砂等。要求原砂纯净干燥,以圆形砂粒较佳。黏结剂由液态酚醛树脂和聚异氰酸酯两种组分组成。铸钢件用芯砂黏结剂的两种组分按6∶4的质量比配制,能降低氮含量,树脂总加入量为原砂加入量的1.4%~1.6%,铸铁件用芯砂中树脂的加入量为原砂加入量的1.2%~1.3%,铝合金铸件用芯砂中树脂的加入量为原砂加入量的1%~1.1%。
2)三乙胺法冷芯盒树脂砂的混制:这种砂可以在各种混砂机中混制,但不可挤揉过度而影响芯砂的可使用时间及流动性。混砂机起动后加入原砂,加入酚醛树脂混10~15s,再加入聚异氰酸酯混70~80s即可。卸料后要测定每一次混制的芯砂初始强度。树脂加入量较大时其初始强度稍高一些,当加入质量分数为1.5%的树脂时,其初始强度在0.7MPa左右。混好后的芯砂要求迅速使用,夏天只能存放1~2h,冬天能存放2~3h。
(2)SO2法冷芯盒树脂砂 SO2法是在原砂中加入酚醛树脂或呋喃树脂和有机过氧化物混制芯砂,芯砂吹(射)入芯盒后,向砂芯通以SO2气体促使砂芯快速硬化。
1)SO2法冷芯盒树脂砂的配制:这种芯砂所用原砂与三乙胺法相同。黏结剂可用酚醛树脂或呋喃型冷硬树脂,树脂占砂总量的1%~1.5%(质量分数)。所用活化剂主要有过氧化氢、过氧化丁酮,过氧化物活化剂占树脂总量的25%~50%(质量分数),硅烷加入量占树脂总量的0.25%~0.3%(质量分数)。固化砂芯的SO2气体是一种无色、有刺激味、不易燃烧的气体,这种气体靠氮气或干燥空气从容器中带出。
2)SO2法冷芯盒树脂砂的混制:将原砂定量加入混砂机中(可以使用各种混砂机),加入树脂混制90~110s,再加入过氧化物继续混制60~90s,使之均匀即可卸料。这种芯砂可以存放7~8h。
4.呋喃树脂自硬砂
呋喃树脂自硬砂在常温下与固化剂发生化学反应而固化,不用烘干,砂子容易紧实,而且溃散性很好,但树脂成本高、有刺激气味。
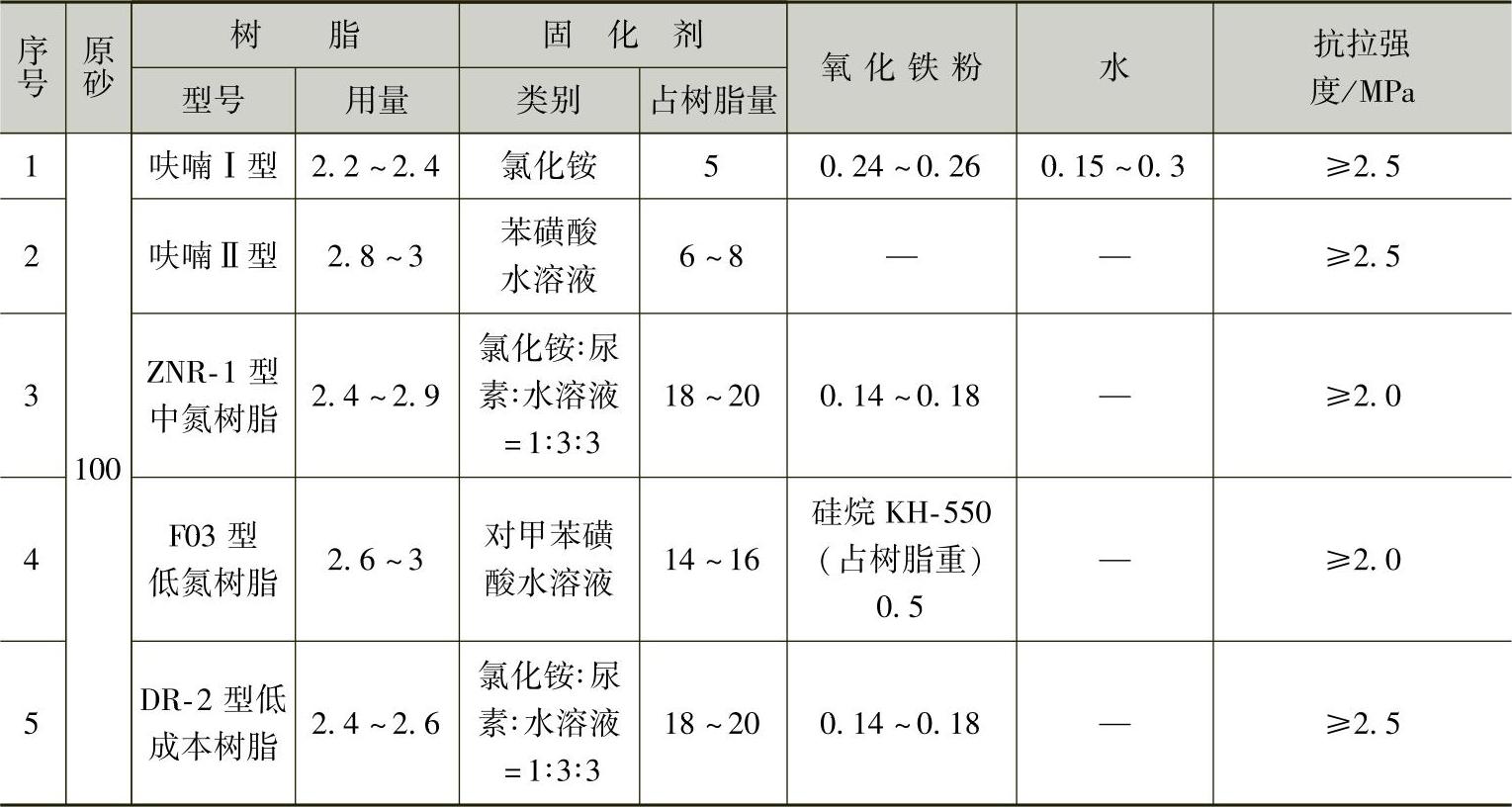
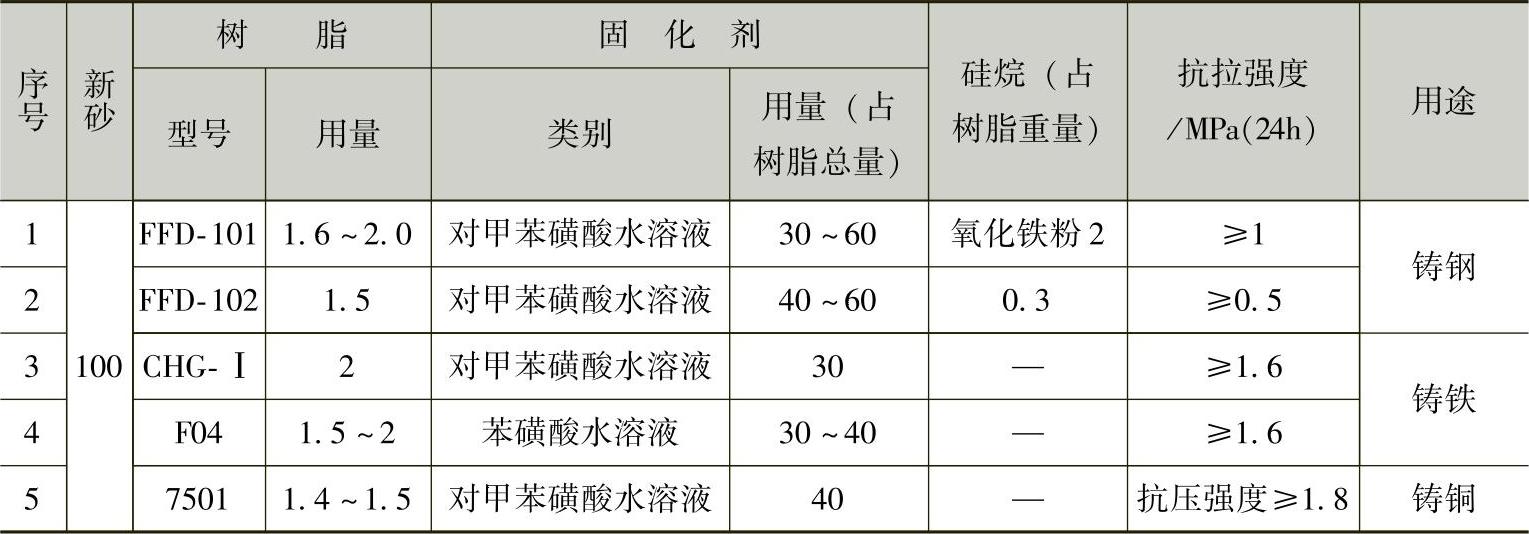
1)呋喃树脂自硬砂的配制:呋喃树脂自硬砂所用原砂SiO2含量要高,常用粒度组别为21和30,要求原砂纯净、干燥。黏结剂有脲醛呋喃树脂和酚醛呋喃树脂等,要求树脂糠醇含量较高,树脂无氮或低氮,加入质量分数为1%~2%的树脂。固化剂广泛采用对甲苯磺酸(酸∶水=7∶3)、二甲苯磺酸等,固化剂占树脂总量的30%~40%(质量分数)。改善自硬砂某些性能的添加剂有硅烷(起偶联作用,提高强度,降低树脂加入量)、氧化铁粉(防止冲砂和气孔)、甘油和苯二甲酸二丁酯[提高型(芯)砂韧性]等。硅烷占树脂总量的0.1%~0.3%(质量分数),氧化铁粉占树脂总量的1.5%~4%(质量分数),甘油占树脂总量的0.2%~0.4%(质量分数)。呋喃树脂自硬砂的配比见表3-9。
表3-9 呋喃树脂自硬砂的配比(质量分数,%)
2)呋喃树脂自硬砂的混制:将原砂、树脂、固化剂加入连续式混砂机中一次性快混90~120s,混匀后即卸料,随混随用。如果用间隔式混砂机混制,则先加入原砂,再细心加入固化剂,混60~90s后加入树脂,再混60~90s,混匀后立即出料使用。原砂的加入温度以20~25℃为宜,既不可太低,也不可太高。混制好的型(芯)砂硬化温度以20~30℃为宜,温度过高则硬化时间太短,温度过低会使硬化起模时间延长。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。