



造型、合型时,砂箱与模板,砂箱与砂箱必须严格定位。浇注时,上、下砂型要牢固地紧锁,以防抬型。砂型在生产过程中需要起吊运输,所以砂箱上要有吊轴或吊环。因此,在砂箱本体上都设有定位箱耳、锁紧装置和吊轴等结构。
1.定位装置
砂箱上的定位装置由定位箱耳、定位销套和定位销组成。用销和销套定位时,销套装在砂箱中心线的定位箱耳上。定位箱耳的结构有两种形式:一种与吊轴连在一起,另一种单独连在箱壁上。图2-35所示为单独设在箱壁上的定位箱耳结构。中、小型砂箱的箱耳设在砂箱两端(长度方向)的中心线上,当砂箱较长时,也可设在对角线上;大型砂箱的箱耳则设在两侧。
对于大批量生产用的砂箱,定位销套用钢材制成后镶嵌在箱耳上,磨损后可更换,从而延长砂箱的使用寿命。
在砂箱使用次数较少时,可不用销套,而直接在箱耳上加工销孔。
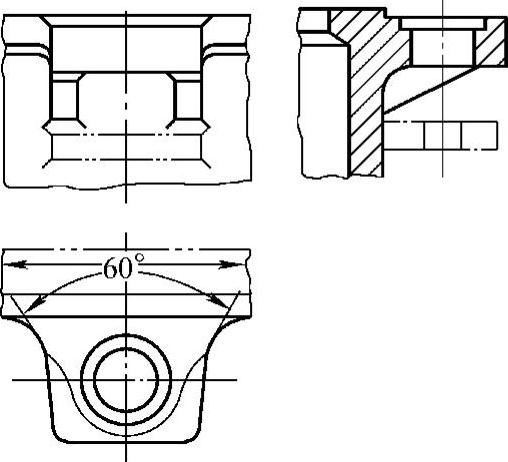
图2-35 定位箱耳的结构
砂箱上两个定位销孔的中心距,随砂箱受热状况的变化而变化,且上、下箱的变形量不一致,这就给合型的准确性带来了影响。为了使合型定位准确,定位销套的内孔可做成圆形,另一个做成椭圆形,如图2-36所示。内孔做成圆形的称定位销套,如图2-36a所示;内孔做成椭圆形或平口形的称定向销套,如图2-36b所示。
合型定位销多为圆销,如图2-36c、d所示。插销常用于手工造型,座销多用于流水线生产。
定位销套和合型定位销的材料多选用中碳钢。
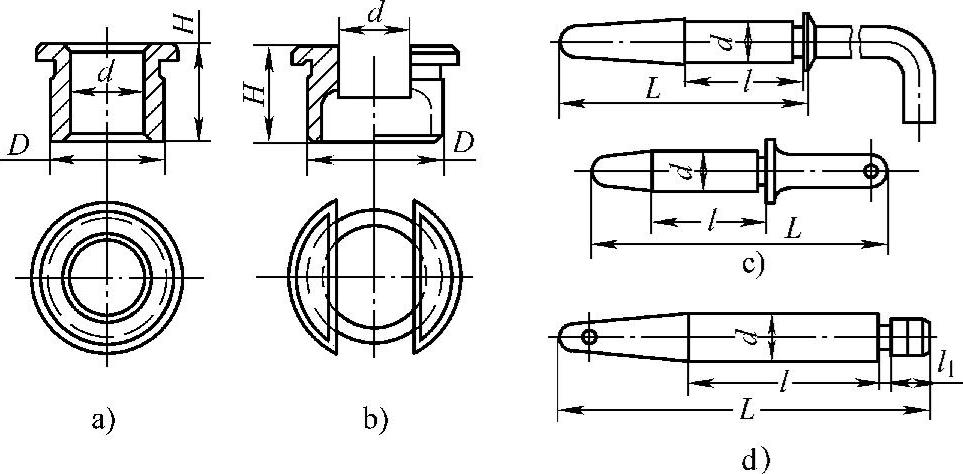
图2-36 定位销套和合型定位销
a)定位销套 b)定向销套 c)插销 d)座销 L—销长 l—定位段 l1—固定段(https://www.xing528.com)
上述定位方法用于机械化湿型浇注较适宜,对于干型浇注,会因销套生锈、变形而影响合型。因此,手工生产大型铸件时,多采用图2-37所示的内箱锥进行定位。
造型时,将图2-37a所示内箱锥放在模底板上,在下型分型面上造出砂锥孔,翻箱后,将图2-37b所示腰鼓形内箱锥放在砂锥孔内,再造上砂型。合型时,再把腰鼓形内箱锥放在下型上,就能起到导向定位作用了。
2.锁紧装置
合型后上下型需要锁紧,以防搬运时错动和浇注时抬型。随生产条件的不同,锁紧装置有多种形式。机器造型的中、小型砂箱用楔形凸台,如图2-38所示。单件小批量生产时,中、大型砂箱常用楔锁和螺栓锁紧,在砂箱两侧设四个以上的锁紧箱耳。
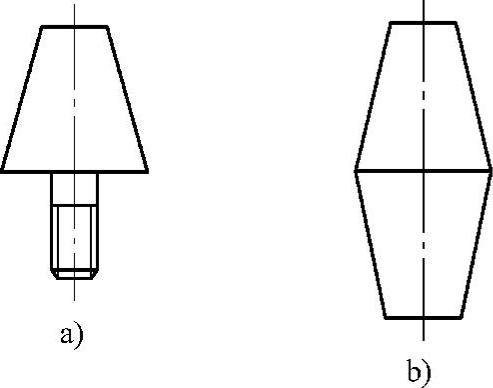
图2-37 内箱锥形状
a)内箱锥销 b)腰鼓形内箱锥
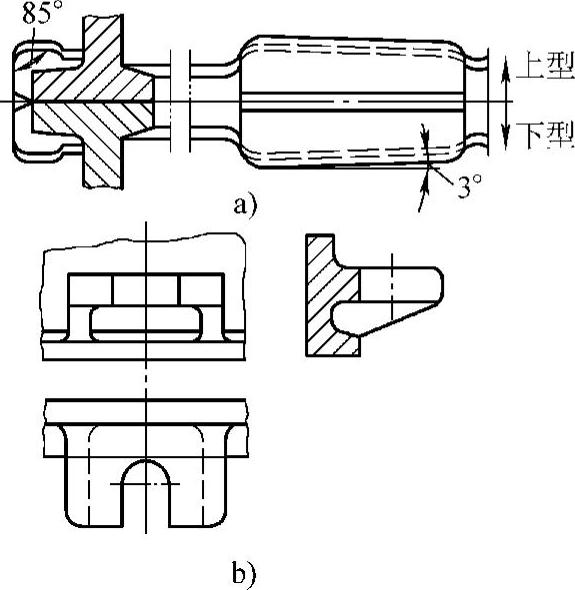
图2-38 砂箱的锁紧装置
a)楔形凸台 b)锁紧箱耳
3.吊运装置
砂箱的吊运装置要求安全可靠和使用方便。人工搬运的小型砂箱设手把;中、大型砂箱既设吊轴又设吊环。吊轴和吊环结构如图2-39所示。整铸吊轴适用于大批量生产,铸接吊轴适用于中批量以下的手工生产。整铸吊轴又分单独的(见图2-39b)以及与定位箱耳连在一起的,如图2-39c、d所示。大批量生产的中、小型砂箱,常把吊轴和箱耳整铸在一起。图2-39c所示为单层定位箱耳,适用于高度在200mm以下的砂箱。图2-39d所示为双层定位箱耳,适用于高度在200mm以上的砂箱。大型砂箱为了翻箱、搬运和合型操作方便,多在砂箱两侧设四个以上的吊环。吊环用圆钢打弯成形后再铸接在箱壁上,如图2-39e所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。