



在选好砂芯的填砂面和支承面,确定芯盒的形式后,就可以进行芯盒结构的设计了。金属芯盒的结构设计应满足下列要求:
1)芯盒的结构设计应与生产批量相适应。
2)芯盒必须具有足够的强度、刚度和耐磨性,在正常操作下,达到要求的使用寿命。
3)确保芯盒的整体形状和尺寸精度达到工艺要求。
4)尽可能减轻芯盒的重量,以降低能耗和工人的劳动强度。
5)使用方便、制造简单、降低成本。
6)应满足选用的制芯设备的装配和操作要求。
整个芯盒结构可分为主体结构和外围结构两部分。主体结构包括盒体的壁厚、肋、边缘、镶块和活块等。对这些结构的要求是:有足够的强度和刚度,合理的尺寸精度和表面粗糙度。外围结构主要包括芯盒的定位、紧固装置,把手和吊轴,以及芯盒在造型机工作台上的固定装置等。对这些结构的基本要求是:尺寸准确,性能稳定,使用轻巧、方便等。
1.芯盒壁厚及加强肋
一般中小型芯盒都采用铝合金,大型芯盒采用HT150或HT200灰铸铁。盒体一般设计成带边缘和加强肋的薄壁结构。壁厚及加强肋的布置应根据芯盒的大小和芯盒材料来确定。确定铝芯盒壁厚的线图如图2-20所示。
为了提高芯盒刚度,防止变形,在芯盒外壁上都设有加强肋。加强肋的厚度取芯盒壁厚的0.8~1倍,一般根部取1倍,顶部取0.8倍,使肋条带有斜度。肋的高度视芯盒大小而定,一般在15mm以内。
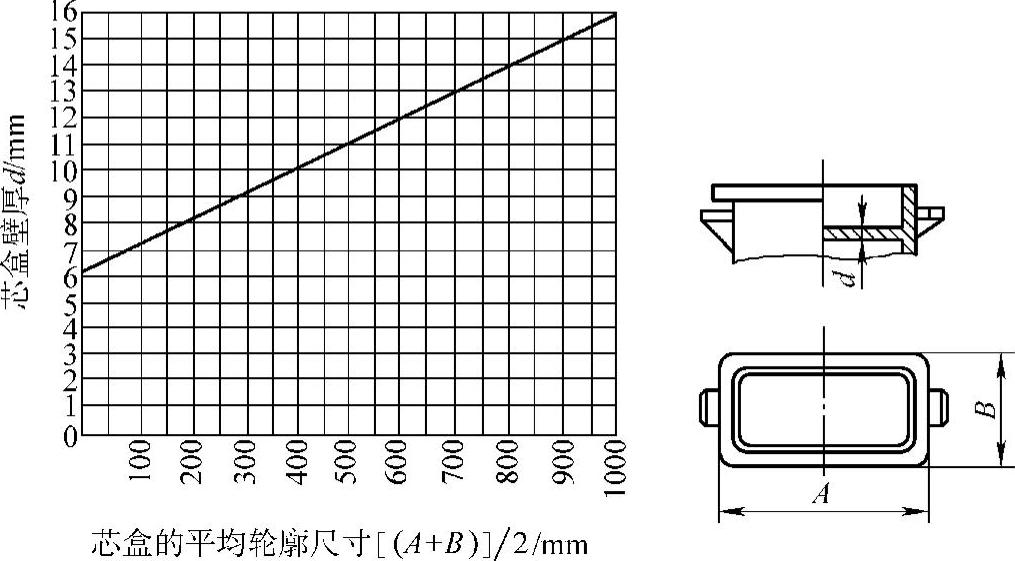
图2-20 确定铝芯盒壁厚的线图
2.芯盒的凸缘及耐磨护板
为了提高芯盒本体的强度和刚度,便于合盒、刮砂和起芯等操作,在芯盒填砂面和分盒面处设有加宽加厚的凸缘。为了防止铝质凸缘面磨损,应在凸缘面上设耐磨护板。耐磨护板采用Q235A钢制造,其厚度为3mm,每块耐磨护板均用沉头螺钉紧固在芯盒上。
3.芯盒中的活块
芯盒中妨碍出芯或难以出芯的部分应设置活块。活块一般常用的结构有滑座式、燕尾槽式和定位销式3种,其中滑座式和定位销式使用最为广泛。
滑座式活块依靠芯盒本体上设置的窝座进行固定和定位。窝座可以设置在盒体壁上,也可以设置在盒体的底部。为保证活块安装在芯盒中的稳定性,应将活块重心置于窝座一侧。为了防止磨损,在铝质活块刮砂板面上还应加设耐磨护板。(https://www.xing528.com)
燕尾式活块依靠设在芯盒本体上的燕尾槽进行固定和定位。为了减少活块与窝槽配合面的磨损,可将活块燕尾槽部分用钢板制造。
定位销式活块依靠安装在芯盒本体上的定位销进行固定和定位。为了防止活块磨损,活块上应安装定位销套。根据芯盒和活块结构,选用的定位销和定位销套有螺纹紧固式和过盈配合式两种。
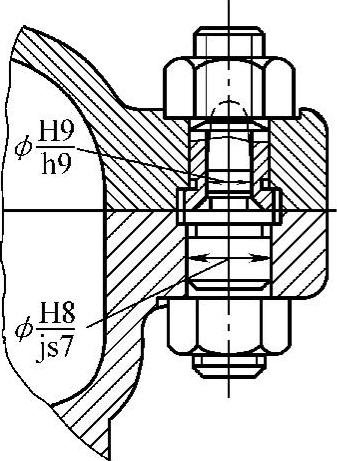
图2-21 对开芯盒销(套)定位机构
4.对开式芯盒的定位和紧固
对开式芯盒常用图2-21所示的定位销(套)定位。定位销设在芯盒的两端或对角线上。销子和销套与芯盒之间用过渡配合,并用螺母分别固定在上、下芯盒上,也可用过盈配合压入使用。销与销套用间隙配合。
紧实时两半芯盒必须用夹锁装置锁紧。锁紧装置要求紧固效果好,经久耐用,使用方便。常用的锁紧装置有蝶形螺母锁紧装置和双螺母锁紧装置等,如图2-22所示。蝶形螺母锁紧力小,适用于小芯盒;双螺母锁紧力大,可用于较大的芯盒。
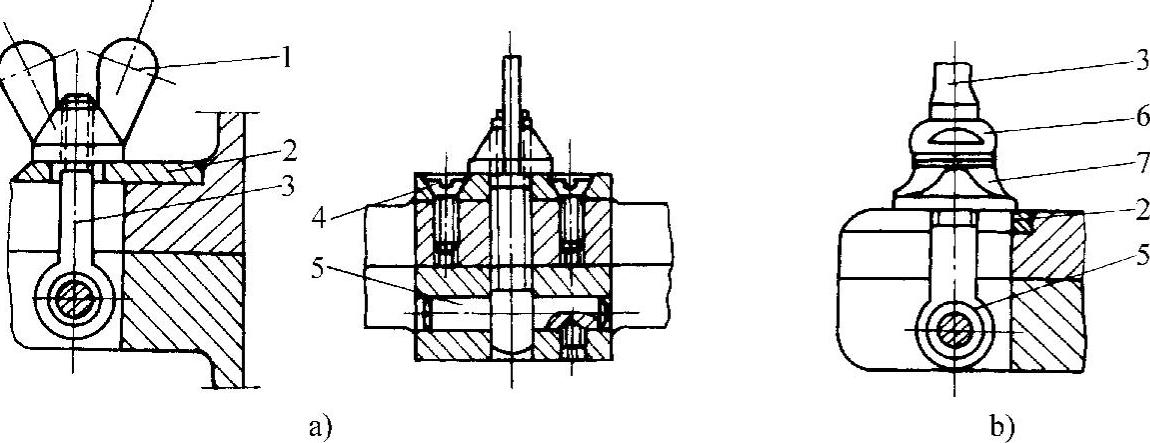
图2-22 芯盒锁紧装置
a)蝶形螺母 b)双螺母
1—蝶形螺母 2—镶片 3—螺杆 4—沉头螺钉 5—销轴 6—上螺母 7—下螺母
5.芯盒的手把和吊轴
对于大小不同的芯盒,为了方便造芯操作和搬运,一般都要设置手把和吊轴。两半对开的小芯盒,可以利用锁紧耳台当手把,如果没有或不能利用,则应设计手把。中、大型芯盒还应设计吊轴。常用的芯盒手把和吊轴如图2-23所示。
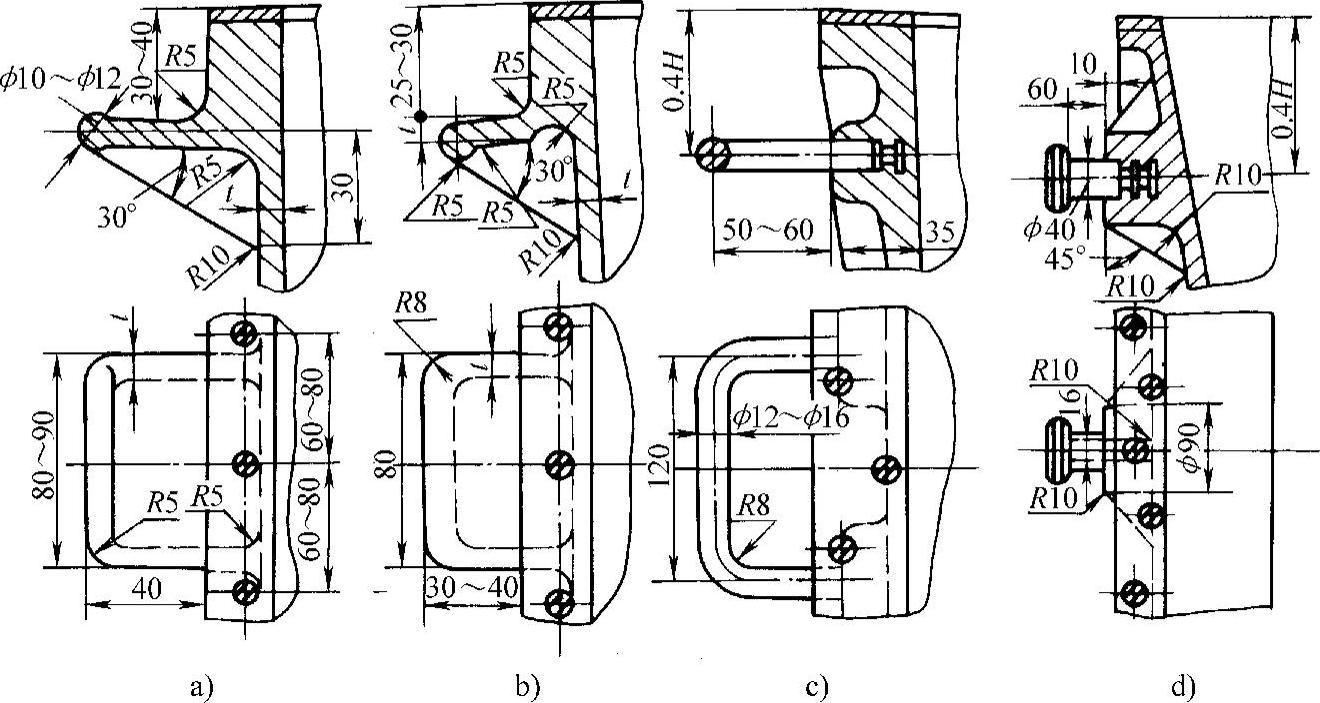
图2-23 芯盒的手把和吊轴
a)、b)、c)手把 d)吊轴
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。