



塑料模样按其所用材料的不同,可分为环氧树脂塑料模样和泡沫塑料模样等。
1.环氧树脂塑料模样
它具有起模性好,不易变形,表面光洁,耐磨、耐蚀,重量轻,制造工艺简单,生产周期短,覆制容易等优点。
在中、小件成批量生产中,特别是形状复杂和机械加工困难的模样,已广泛地采用环氧树脂塑料模样。
(1)制造环氧树脂塑料模样的原材料 按作用来分,有以下几种:
1)黏结剂:环氧树脂是其主要组成部分。它是黄色或琥珀色、黏度大的透明液体,无臭无味,对金属和非金属都具有很强的黏结力。
常用环氧树脂牌号有6101#、634#、637#等,其中6101#软化点较低,流动性好,宜于制作薄壁模样,而634#、637#软化点较高,流动性差,可用于制作大型模样。
2)硬化剂:环氧树脂本身不硬化,必须加入硬化剂才能固化。通常使用的硬化剂有两类:其一是胺类,如乙二胺、间苯二胺等;其二是二元酸类,如邻苯二甲酸酐等。
3)增塑剂:用以改善环氧树脂加入硬化剂后的可塑性和硬化后的脆性,提高其冲击韧性。目前增塑剂大多采用邻苯二甲酸二丁酯,其加入量一般为树脂加入量的5%~30%(质量分数)。
4)稀释剂:它能降低环氧树脂的黏度,提高其流动性,便于浇注。常用的稀释剂是丙酮、酒精、甘油等,加入量一般为环氧树脂加入量的5%~30%(质量分数)。
5)填充剂:其作用是减少环氧树脂的用量,降低成本,增加表面硬度和强度,提高防潮性和减小热膨胀系数。常用的填充剂有硅砂粉、铁粉、氧化铜粉、氧化铝粉、玻璃粉等。填充剂的粒度要求在0.075mm以下(越细越好),加入量为树脂加入量的100%~250%(质量分数)。
6)脱模剂:为了使母模样和阴模样(石膏模样),阴模样和环氧树脂模样在浇注好后能顺利脱开,制模样前必须先在接触面上喷涂一层脱模剂。用作脱模剂的材料有很多,通常用的是过氯乙烯清漆、地板蜡、凡士林等。
7)增色剂:根据需要可使塑料模样具有各种颜色,即给树脂染色。染色是指加入与硬化剂起反应的颜色填充料,如太白粉(白色)、夫太蓝(蓝色)、铁红(红色)、黑煤(黑色)等,以满足工艺要求。
(2)制造环氧树脂塑料模样的配方 环氧树脂塑料模样的主要材料是环氧树脂和硬化剂,其配方见表2-6。
表2-6 环氧树脂塑料模样配方(重量比)
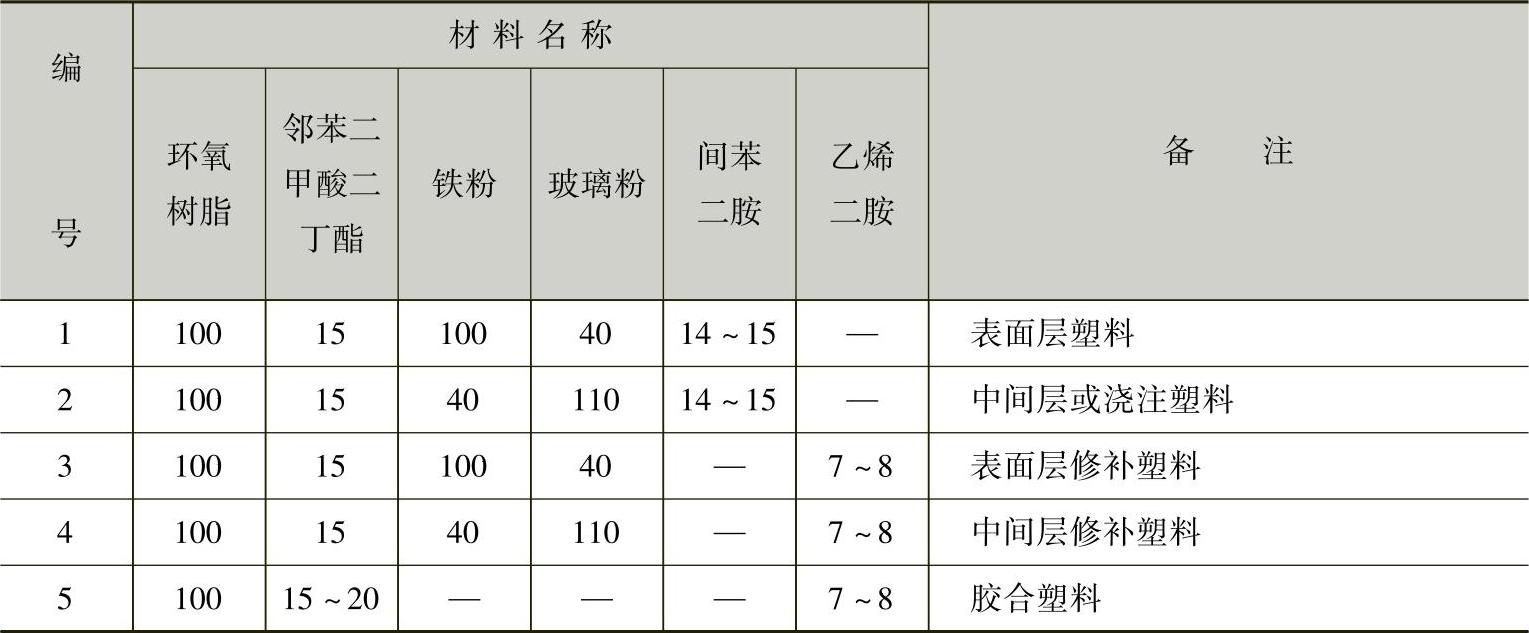
现以环氧树脂6101#配硬化剂乙烯二胺为例介绍环氧树脂塑料模样料的配制过程(以树脂重量为100份)。
1)先将环氧树脂加热到40~50℃。
2)加入20份邻苯二甲酸二丁酯并搅拌均匀。
3)加入200~300份填料并搅拌均匀。
4)最后加8份乙烯二胺并混合均匀。(https://www.xing528.com)
(3)环氧树脂塑料模样制造的工艺过程 按其工艺过程可归纳为工艺技术准备→制造母模样→准备阴模样→塑料模样成形及修整等。
2.泡沫塑料模样
泡沫塑料模样(一般用聚苯乙烯珠粒作制模样的材料)是一种特殊的实型模样。无论是菱苦土模样、木模样、金属模样,还是环氧树脂模样,造型后都得从砂型中取出,形成型腔后才能浇注,而且工序繁多,浇注出来的铸件也因种种原因而使尺寸精度和表面质量下降。但泡沫塑料模样造型后不需从砂型中取出就可浇注,故不仅可简化工序,而且可提高铸件质量。
采用泡沫塑料模样造型(也叫做实型铸造或者消失模铸造),就是将它放在砂箱内用特殊的型砂充填后,模样不起出,浇注时,泡沫塑料模样在高温金属液的作用下迅速变成气体而逸出,金属液占取原来模样的位置而形成铸件,如图2-6所示。
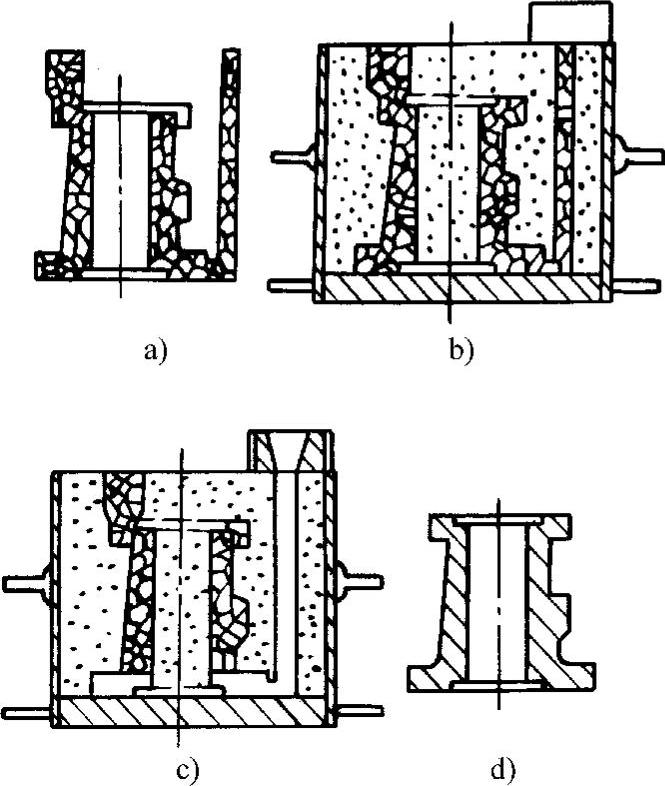
图2-6 泡沫塑料模样铸造示意图
a)泡沫塑料模样 b)造型 c)浇注 d)铸件
(1)原材料 制造泡沫塑料模样的原材料主要是聚苯乙烯珠粒。其粒度是决定塑料模样表面质量和力学性能的主要指标。其粒度越小,模样表面质量就会越好,铸件力学性能也就越好。目前国内外聚苯乙烯珠粒的粒度见表2-7。
表2-7 国内外聚苯乙烯珠粒的粒度

(2)制模样 用聚苯乙烯珠粒制塑料模样,其成形方法主要有热水发泡成形、蒸汽发泡成形及压机发泡成形三种。前两种方法生产效率低,模样质量差。因此,工业生产中一般采用压机发泡成形,其工艺流程如图2-7所示。
(3)泡沫塑料模样的优点
1)泡沫塑料模样的原材料很轻,操作方便。
2)可以节省大量的木材和其他材料。
3)简化了工艺、工序,缩短了生产周期。
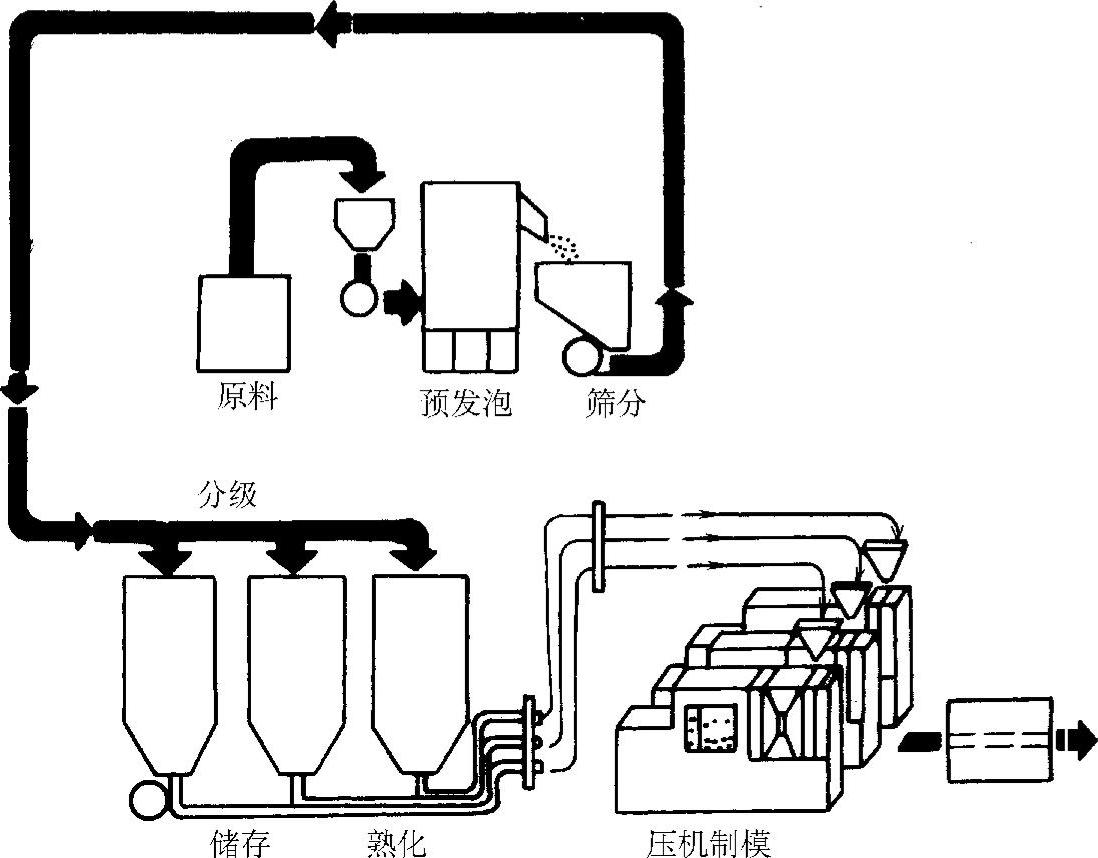
图2-7 泡沫塑料模样发泡成形工艺流程
4)提高了铸件表面质量和尺寸精度。
5)加工简便,可通过黏结制造复杂的模样。
泡沫塑料模样的缺点是模样不能回收,所以批量生产时,铸件成本较高,同时浇注时产生大量的黑烟,不仅污染环境,而且有碍工人身体健康。因此,到目前为止,它还不能普遍地、大量地应用于铸造生产。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。