



金属模样是用金属材料制成的模样。它具有强度高、尺寸精确、表面光洁、耐磨耐用等优点。采用金属模样不仅能提高劳动生产率,而且能提高铸件的尺寸精度和表面质量。金属模样用于大批量机械化生产。它的制造工艺过程可分为工艺技术准备、制造母模样、铸造金属模样毛坯、机械加工、装配成形等。其制作周期长、成本高。设计和制造金属模样时应考虑工艺是否成熟,不能盲目行事,必要时先用木模样做工艺试验,待工艺方案确定后再进行设计和制造。
1.金属模样材料的选择
用于制造金属模样的材料有铝合金、铜合金、灰铸铁、铸钢及钢材等。它们具有不同的加工性能和力学性能,应根据具体情况合理选用。
(1)铝合金 铝合金是金属模样中应用最多的一种材料。铝合金密度小,有足够的强度和硬度,易加工,模样表面光滑,不生锈、不易粘砂,具有良好的使用性能。常用来制造模样的铝合金有,ZAlSi12、ZAlSi9Mg、ZAlSi7Mg、ZAlCu4、ZAlZn11Si7等。
(2)灰铸铁 用灰铸铁制造的金属模样强度高,耐磨性好,成本较低。但灰铸铁模样重量大,容易生锈,使其使用性能受到影响。在有较大起重设备的铸造车间,可用灰铸铁制造尺寸较大的模样和模底板。常用于制作模样的灰铸铁牌号是HT150和HT200。
(3)铜合金 这种材料有较高的强度和耐磨性,不生锈,加工后模样表面特别光滑,不粘砂。但铜合金价格较贵,一般只用来制造一些细小而复杂的模样,或模样上的肋条、活块及镶片等。常用于制作模样的铜合金有ZCuZn40Mn3Fe1、ZCuSn5Pb5Zn5等。
此外,制造强度要求高,且需经受冲击的模样或出气冒口、通气针等时,也可选用铸钢和其他钢材等。
2.金属模样尺寸的计算
金属模样的尺寸除了考虑零件的尺寸外,还要考虑零件的铸造工艺尺寸和零件材料的收缩率。零件尺寸可以从零件图上得到。零件的铸造工艺尺寸包括机械加工余量、起模斜度、工艺补正量、芯头尺寸、浇冒口系统尺寸等,可在铸造工艺图上查到。零件材料的收缩率在铸造工艺图上已给定。金属模样尺寸的计算公式为
L=(L0+L1)(1+ε) (2-1)
式中 L——金属模样的尺寸(mm);
L0——零件尺寸(mm);
L1——零件的铸造工艺尺寸(加工余量+起模斜度+其他工艺余量)(mm);
ε——零件材料的线收缩率(视铸件材质、结构及其他有关条件而定)(%)。
金属模样尺寸是指模样上与形成铸件有关的尺寸,不包括模样本身的结构尺寸。由铸造工艺图可知,起模斜度值只加在与起模方向相垂直的有关尺寸上。
金属模样大多是由铸造毛坯机械加工而成的,因此先要做一个母模样来浇注金属模样的毛坯。做母模样时,把金属模样看作一个铸造零件,再进行铸造工艺设计。母模样的尺寸计算同样可用式(2-1),即
L母=(L模+L艺)(1+ε模材) (2-2)
式中 L母——母模样的尺寸(mm);
L模——金属模样尺寸(mm);
L艺——金属模样的铸造工艺尺寸(mm);
ε模材——金属模样材料的线收缩率(%)。
例2-1 图2-2为法兰零件的铸造工艺图。零件材料为HT200灰铸铁,线收缩率取1%,现采用铝合金来制造金属模样,铝合金的线收缩率取1.2%,试计算铝模样和母模样的尺寸(以尺寸ϕ192mm为例进行说明)。
由图2-2可知,零件最大外形尺寸为ϕ192mm,铸造工艺尺寸为8mm(加工余量及起模斜度每边各4mm),零件材料的线收率为1%,代入式(2-1)得模样直径为
L=(192mm+8mm)×(1+1%)=202mm
对母模样而言,已求得模样最大外形尺寸为202mm,模样材料的线收缩率为1.2%,假设模样毛坯的机械加工余量每边各为3.5mm,代入式(2-2)得母模样直径为
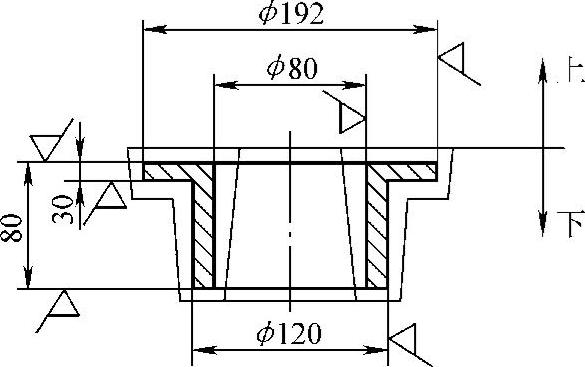
图2-2 法兰零件的铸造工艺图(https://www.xing528.com)
L母 =(202mm+7mm)×(1+1.2%)≈211.5mm
用同样的方法可计算出其余各尺寸。
3.金属模样的结构
金属模样的结构首先要满足造型时便于紧实型砂和起模,具有足够的强度和刚度,经久耐用,不致在填砂、紧实过程中发生变形和破坏;其次要尽量减轻重量,节约金属材料,便于制造,降低成本。
(1)金属模样的壁厚及加强肋 金属模样有实体和空心两种结构。一般模样的平均轮廓尺寸小于50mm或高度小于30mm时,做成实体模样;当平均轮廓尺寸大于50mm或高度大于30mm时,均采用空心结构。空心模样应尽量减小壁厚,并在内腔设加强肋以增加其强度和刚度。
模样壁厚可参考图2-3所示线图来确定。
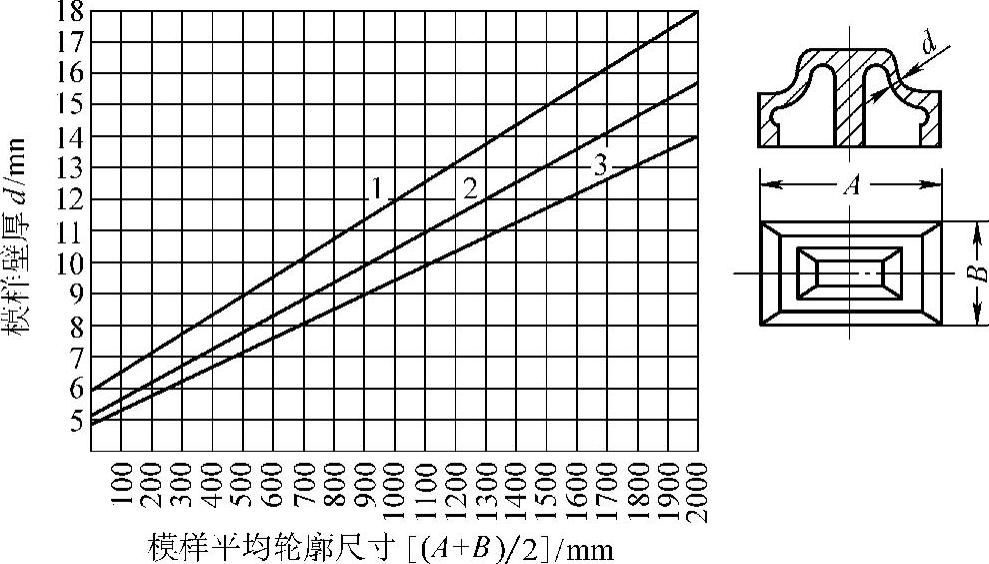
图2-3 确定金属模样壁厚的线图
1—铝合金 2—铸铁 3—黄铜
除用上面的线图确定金属模样壁厚外,也可用经验公式求得。
d=K(1+0.0008L2) (2-3)
式中 d——模样壁厚(mm);
K——经验因数,铝合金模样取6,铜合金和铸铁模样取5;
L2——模样的平均轮廓尺寸(mm)。
从线图查得或用公式计算所得的壁厚应取成整数,一般应使壁厚稍大,以便更改和修正模样尺寸时有一定的余量。这样,即使尺寸变小,也会有足够的壁厚来保证模样的强度和刚度。当铝合金模样的平均轮廓尺寸小于1000mm时,壁厚取8mm、10mm和12mm是合适的。
(2)金属模样的活块 模样上妨碍起模的部分应做成活块。活块应能很好地在模样上定位和固定,起模时又便于脱开。常用的定位固定方式有三种,即燕尾槽式、滑销式和榫式,如图2-4所示。
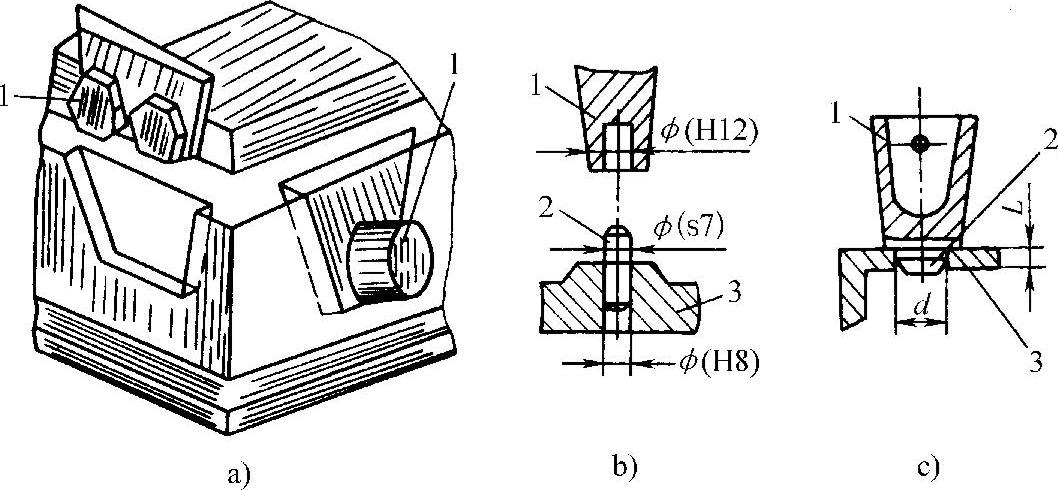
图2-4 活块的定位固定方式
a)燕尾槽式 b)滑销式 c)榫式
1—活块 2—滑销或榫头 3—模样
(3)金属模样的装配凸耳 在机器造型时,金属模样通常与模底板装配成模板使用。所以,在设计装配式模板上用的金属模样时,要考虑模样在模底板上的装配形式、定位和紧固等问题。必要时应在模样的适当位置上设计出装配用的凸缘、凸耳等结构,以供装配时打定位销和安装紧固螺钉用。
模样在模底板上的装配形式有平放式(见图2-5a、b、c)和嵌入式(见图2-5d、e、f)两类。当模样上没有低于分型面以下的凹坑时,均采用平放式装配,并尽量利用外凸缘来定位紧固,如图2-5a所示。否则,在模样内侧专门设计凸台来进行定位紧固,如图2-5c所示。在模样上有低于分型面以下的凹坑,或分型面处有圆角,或边缘较薄时,则采用嵌入式装配,此时,一般都要设计出凸缘或凸肩供装配用。图2-5d所示为浅嵌入式,适用于分型面处有圆角、凸缘细薄或者要求定位稳固的模样。图2-5e所示为上深嵌入式,适用于分型面以下虽有凹坑,但有现成凸耳可利用的模样。图2-5f所示为下深嵌入式,适用于分型面以下有深凹坑,且没有现成的凸耳可以利用的模样。
(4)金属模样的制造 金属模样的制造比较复杂,机械加工工序多,尤其是钳工和铣工的工作量较大,制造周期长,要求操作者的技术水平较高,成本也高。设计模样时,要力求符合机械加工的工艺性,尽可能减少钳工工作量和简化机械加工工艺,最大限度地发挥车削加工的作用,缩短金属模样的加工周期,以便它能尽快投入使用。
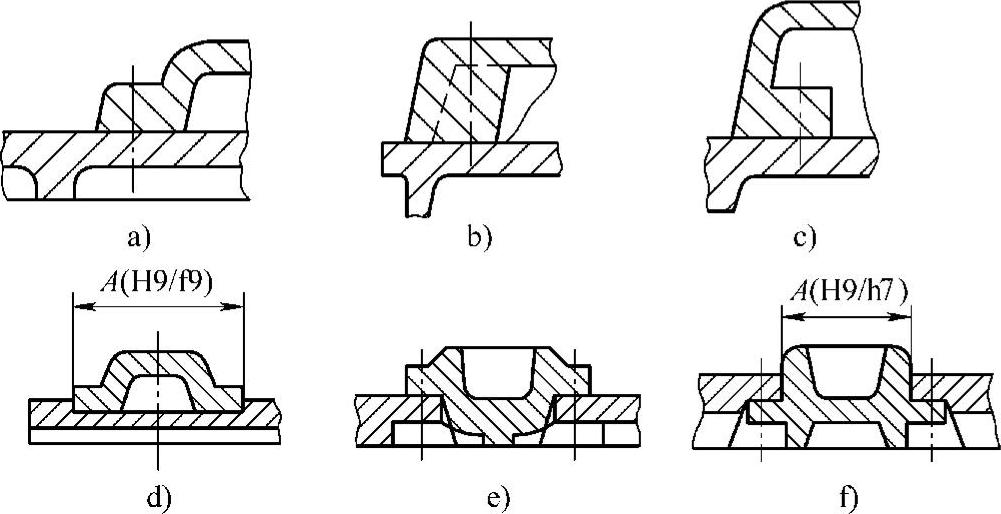
图2-5 金属模样的装配形式和凸缘结构
a)、b)、c)平放式装配凸耳 d)、e)、f)嵌入式装配凸耳
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。