



在铸造生产中,通用工艺文件有造型工艺规范、熔炼工艺规范、清整工艺规范等,而对于重大关键铸件,还有专用的(针对某一铸件)操作指导书,对该铸件生产过程中的每道工序应如何操作,应注意哪些问题都有详细的规定。操作者只要按操作指导书认真操作,就能确保铸件质量。下面就操作指导书的编写方法作简要介绍,并举例说明。
铸件生产是多工序、多环节的生产过程,操作指导也不能面面俱到,而是抓住关键工序、关键环节进行重点指导。某一铸件的生产必然有其难点、容易出问题的关键点。只要抓住了要害,就能重点突破,解决铸件的难点和质量问题。某厂铸钢件(铬钼铸钢)喷嘴室造型操作指导书是以下面的形式编写的。
1.范围
本操作指导书作为质量控制的一个组成部分,专用于喷嘴室树脂砂手工造型、制芯、烘型(芯)、合型、浇注。
2.总则
造型操作项目负责人需为取得造型操作技师资格者。生产前必须看懂铸造工艺图(卡)及熟悉相关技术文件。若有疑难问题,则应及时与现场技术人员联系解决。
3.准备工作
准备工作包括模样制作、芯骨制作、冷铁及工装的设计与制造、冒口类型的选用(纤维保温暗冒口套)和数量。
4.造型
1)造型操作者应预先熟悉铸造工艺图及相关技术文件,然后自检模样(实样及模板)有无变形及损坏,活块、起模装置、冒口、冷铁是否安全、正确。
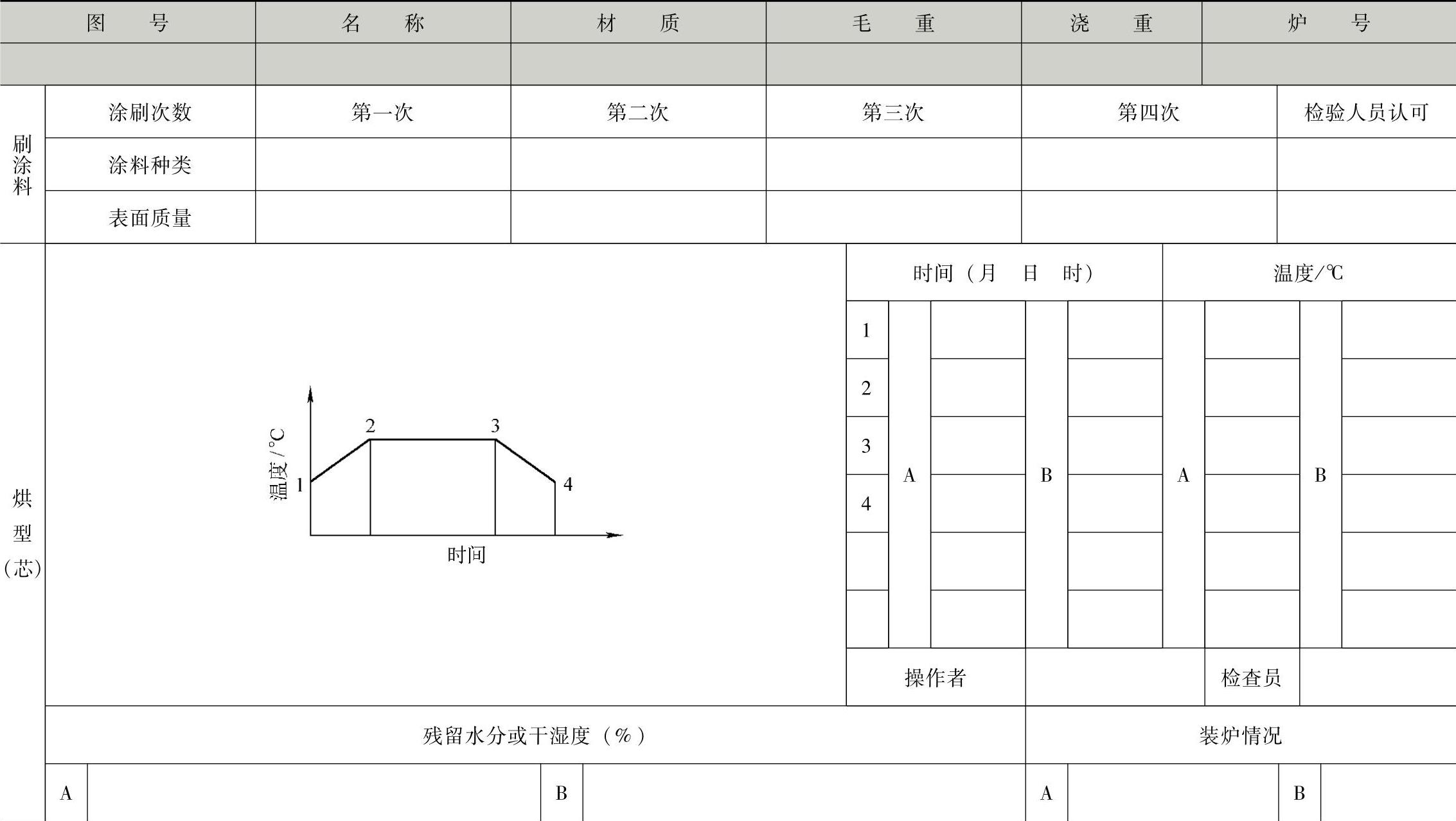
表1-23 重要铸铁件质量过程控制卡

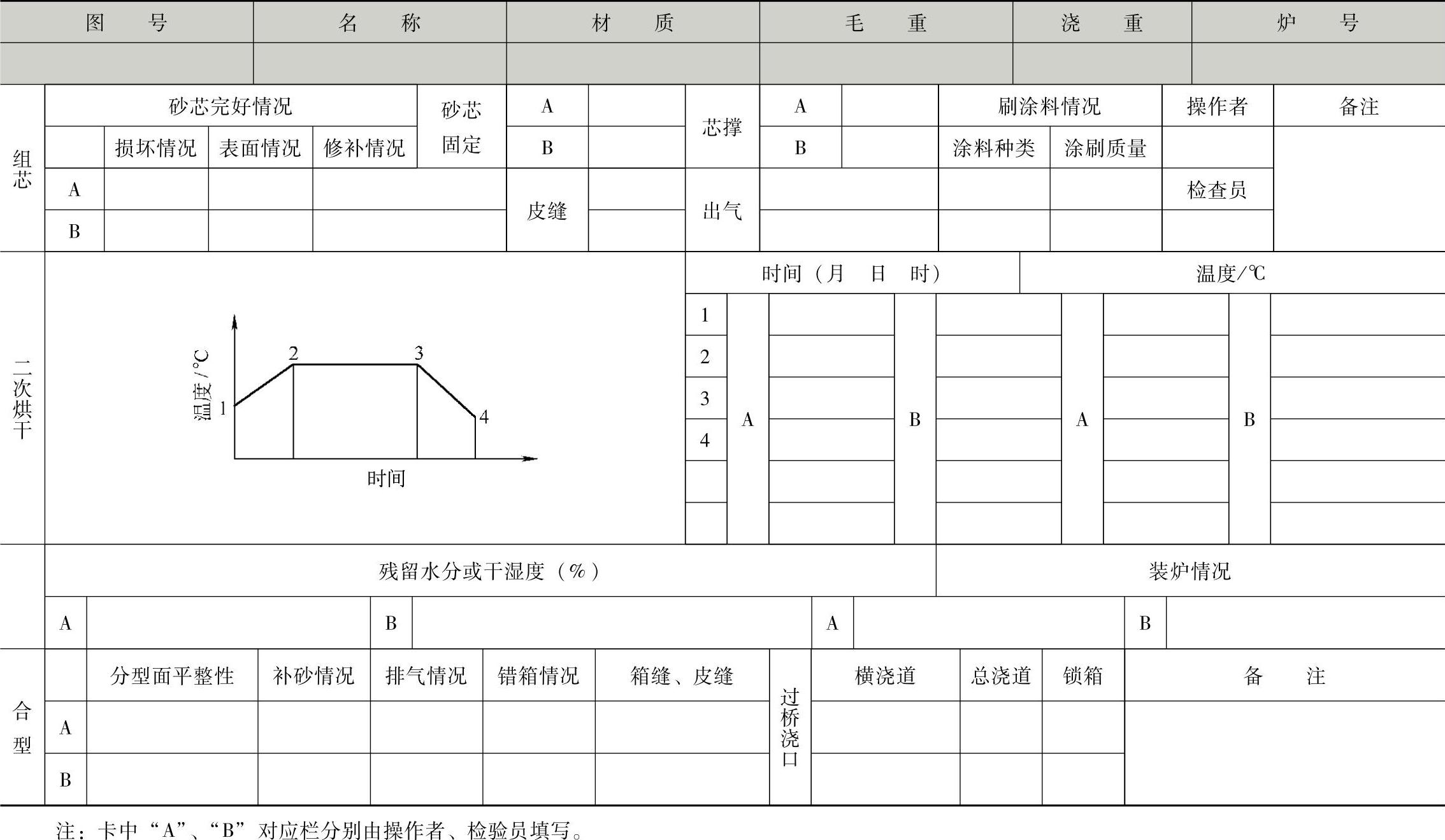
(续)
(续)
2)将模板清扫干净并放置于造型平板上,套上箱圈,按图样要求摆好冷铁、浇道模、冒口套及本体试块模等。
3)根据砂箱轮廓尺寸,可适当放一些砂钩,间距为300~400mm。
4)造型材料采用单一普通硅树脂砂。
5)填砂,第一次填砂厚度不超过140mm。大面积部位用平锤均匀拍实,对窄缝及转角处用手或木棒捣实。(https://www.xing528.com)
6)吃砂量达到150~180mm时,放入适量的焦炭块(或干燥的废砖块)及草绳。将草绳端头引出箱缝,以利于排气,直至将砂型舂实刮平。
7)翻箱:在砂型硬化后,平吊砂箱,使模板自然脱落,然后再翻转砂箱。
8)起模:起模时要细心操作,防止损坏砂型。
9)修型:起模后检查砂型质量,对损坏处及未硬化处,必须用同类砂仔细修补合格,并检查尺寸是否符合图样要求。
10)修补完后,用风管吹净型腔内的残砂,涂刷2遍或3遍铬刚玉涂料。涂层总厚度应控制在1.8~2.2mm。
11)按要求填写过程控制卡。
5.制芯
1)2#砂芯和3#砂芯用铬刚玉树脂砂,1#砂芯和4#砂芯用硅树脂砂。
2)制芯操作按制芯工艺规范执行。
3)砂芯刷涂铬刚玉涂料。涂层厚度应控制在2.3~2.6mm。
4)按要求填写过程控制卡。
6.烘型(芯)
烘型(芯)可按工艺规范执行。
7.合型、浇注
1)合型操作过程及要求应按现有操作指导书执行。
2)热型浇注。铸型浇满后,点注1次或2次。
3)浇注后,28h之内不得吊动砂型。
4)按要求认真填写过程控制卡。
操作指导书可根据铸件结构的复杂程度、铸件的重要性,以及技术、质量要求的特殊性,制订得详细一些、更适用一些,以确保铸件质量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。