



对于一些形状奇特相对尺寸变化大的复杂杯杆类零件,如桥车等速万向节钟形套和三销滑套等零件,一般需要4~6个工步的多工位成形才能得到。对于这种零件,日本、美国和俄罗斯均采用温锻成形和冷精整相结合的工艺,即基本的成形工序利用多工位温热锻来实现,所得的工件经退火和磷化之后进行冷精整和冷缩径成形。同多工序冷锻相比,其能耗可降低到40%以下;同热精锻相比,锻件尺寸精度可升到7~9级。对于DOJ型壳体,其内径部分可直接达到零件要求,即完全实现无切削加工;对于BJ型壳体,其最难机械加工的滚珠沟槽仅留0.13~0.38mm(单边)的磨削量。
1.例38 钟形套多工序温冷复合挤压[73,74]
(1)精密锻(挤压)件图的设计 图8-130所示为BJ型钟形套零件图。可以看出,其杆部为阶梯形且中段有花键而末端有螺纹;其头部外轮廓由多段圆柱和圆锥组成,内腔为ϕ66.7mm的球形;球形内壁上沿轴向均匀分布有6条滚珠球道,球道直径为ϕ16.7mm,球道圆心的曲率半径与内腔球半径相等。
其精密锻件图的设计思路是:杯形头部球形内腔及6条滚珠球道应当成形,仅在滚珠球道表面留0.13~0.38mm的磨削量,模锻后通过专用的双球道数控磨床,以100000r/min的速度进行磨削加工,达到其精度和粗糙度要求;头部的外轮廓应将其上段简化为直壁,所有外圆单面留1mm的加工余量;杆部按直径最大的部分简化为一直杆(或一阶梯杆),如图8-132所示。
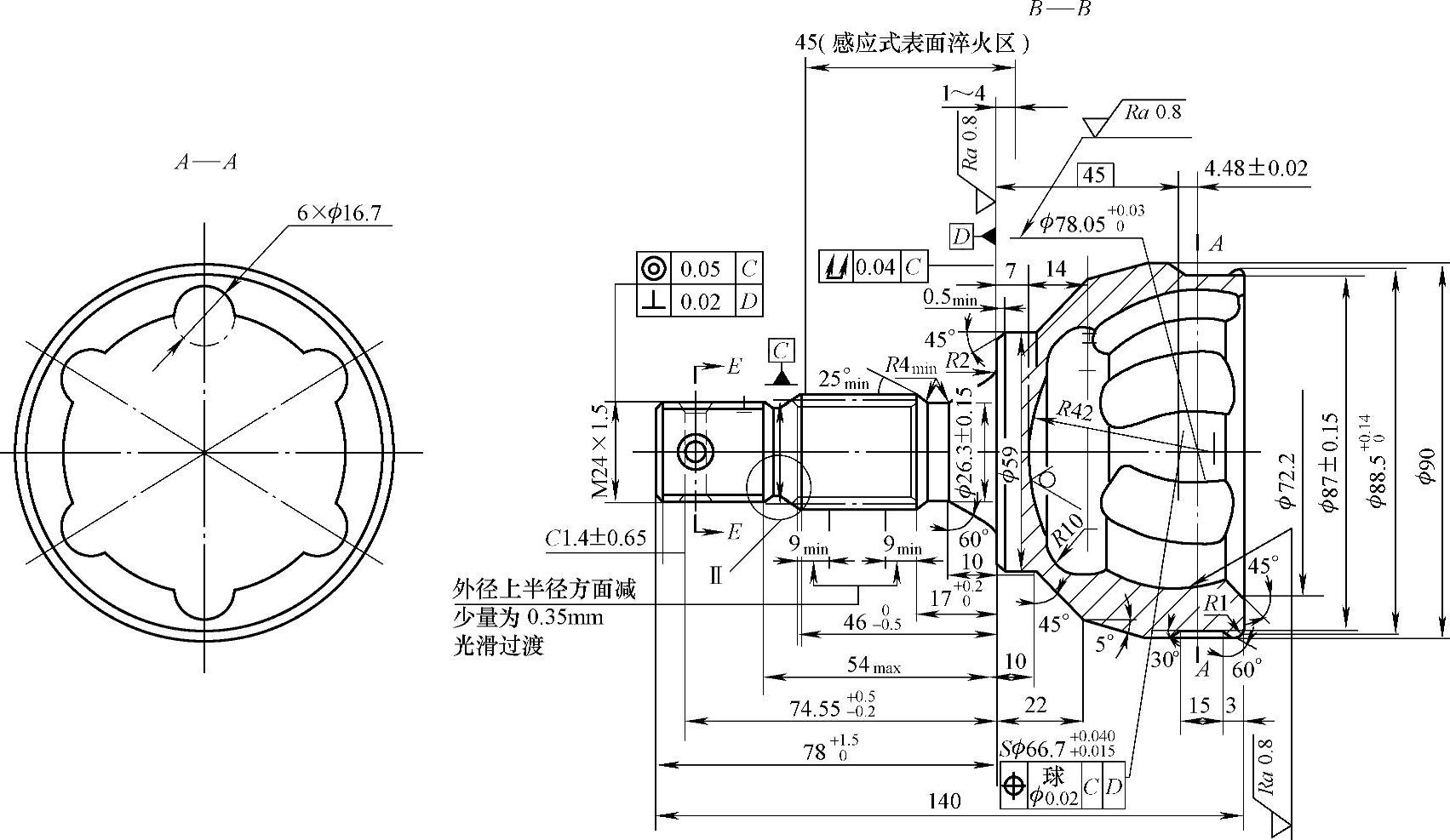
图8-130 BJ型钟形套零件图
(2)工艺流程与工步图设计BJ型钟形套多工序温冷复合挤压成形工艺流程为:坯料加热→杆部正挤压→头部闭式镦粗→头部反挤压→退火+表面处理→型腔底部冷精整→头部冷缩径成形,如图8-131所示。
1)坯料体积及尺寸确定。坯料体积与精密锻件体积相等,然后根据坯料直径与锻件杆部的挤压比和坯料直径与锻件杯形头部直径比的约束,得到坯料的尺寸为ϕ54×100mm。
2)加热。钟形套零件的材料为50Mn,其温锻的温度范围为650~780℃,其始锻温度选择为(780±20)℃。
3)杆部正挤压。精密锻件即最终锻件(见图8-131V)的杆部直径为ϕ30mm,第Ⅲ道工序为冷精整工序,杆径公称尺寸保持不变,因此第Ⅲ个工序所得工件的杆径公称尺寸即为终锻件杆径的公称尺寸,而第Ⅱ、第Ⅰ道工序所得工件的杆径公称尺寸必须依次缩减,以顺利放入后面的模膛。因此,将第Ⅰ道正挤工序的工件杆径尺寸定为ϕ29+0.10mm,正挤压工件其余尺寸则根据相应部分体积相等的原则确定。
4)头部闭式镦粗。该工序是将正挤压工件的ϕ54mm的圆柱体闭式镦粗成形为由不同直径所组成的回转体形状,该回转体下段各部分直径公称尺寸与终锻件对应尺寸相同,而ϕ91mm的圆柱部分的高度则由与锻件对应部分体积相等来确定,其高度约为2mm,如图8-131Ⅱ所示。
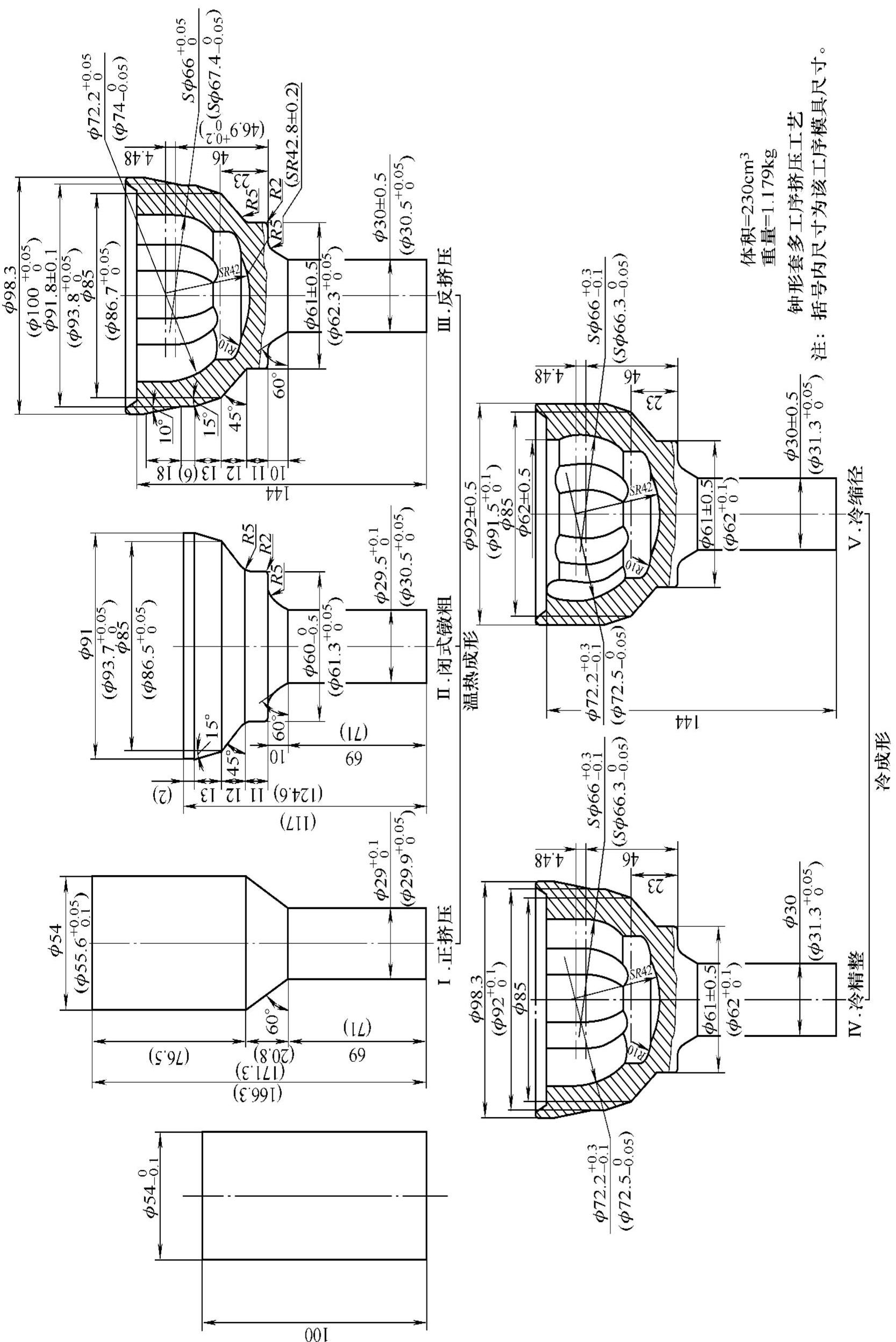
图8-131 钟形套多工序温冷复合挤压工艺
5)头部反挤压。该工序是当凸模对工件Ⅱ的头部施加作用力时,凸模下面的金属不断地产生径向和反向流动,形成与凸模工作部分形状与尺寸相同的内腔,内腔下段为ϕ66mm的半球形,半球的横向中心线(子午线)以上为ϕ66mm的直壁圆筒,并沿圆筒和半球表面成形出均匀分布的6条滚珠球道,其直径为ϕ16.7mm;其外轮廓为多段圆锥组成,如图8-131Ⅲ所示。
6)退火+表面处理。将通过连续3道温挤工序所得的工件(图8-131Ⅲ)进行球化退火至硬度145~150HBS,通过软化处理降低单位变形抗力;表面处理主要是磷化处理,其次是皂化处理。磷化处理是将已退火处理的毛坯浸润在磷酸盐溶液中,使其表面生成一层不溶性且附着力极强的磷酸盐薄膜。皂化则是进一步改善润滑效果,表面处理的作用:一是减少毛坯与模具的接触摩擦阻力;二是提高冷挤压件的表面质量和模具使用寿命。
7)冷精整。该工序主要通过冷精整凸模的作用,使工件Ⅲ内腔的下半球形和均布的6条滚珠产生少量的塑性变形,使尺寸精度和表面粗糙度达到精密锻件的最终要求,如图8-131Ⅳ所示。
8)冷缩径。该工序是通过缩径凸模的作用,将工件Ⅳ由缩径凹模的入口穿过出口,使工件Ⅳ的头部由ϕ92mm和ϕ98.3mm的锥形变为ϕ92mm的圆柱形,由此导致头部金属产生强烈的径向流动而将内腔上段的直壁变为球形而滚珠球道变成球形曲线,从而得到最终锻件即精密锻件,如图8-131Ⅴ所示。
(3)钟形套多工序温挤压模具设计 钟形套三工序温挤压(温精锻)模具基本结构如图8-132所示,其模膛尺寸如图8-131Ⅰ、Ⅱ、Ⅲ括号内所注尺寸。
其设计要点如下:
①应保证工序间的定位问题。对于图8-132所示的三工序模具,当所采用的三工序压力机下面为三个独立的顶出器时,在设计时应使正挤、镦头和反挤模具的中心线与压力机工作台下面的三个顶出器的中心线严格一致。
②应注意凹模孔径同工件杆部直径的匹配问题。对于图8-132所示的三工序模具而言,当设计第二工序镦头模的下凹模镶块2的孔径时,应保证它与由第一工序所得的正挤压工件的杆径尺寸相匹配,即孔径与杆径间的间隙应适当。间隙过小时,工件插入下凹模镶块2的模孔时不顺畅;间隙过大时,进行镦头时杆部分继续产生正挤压而伸长,这会导致工件头部的金属体积不足,严重时会导致锻件报废。同理,也应保证下凹模镶块27的孔径同镦头后的工件杆径的匹配问题。
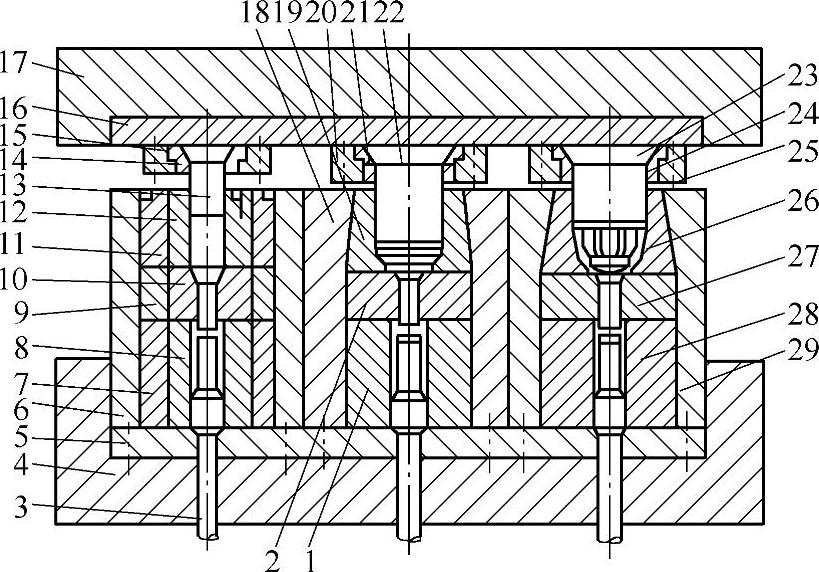
图8-132 钟形套三工序温挤压模结构示意图
1、8、28—下模块 2、10、27—下凹模镶块 3—顶杆 4—下模板 5、16—垫板 6—正挤压模外套 7—套筒 9—预紧套圈 11—挤压筒预紧套筒 12—挤压筒 13—正挤凸模 14、21、24—凸模固定圈 15、20、25—凸模压紧圈17—上模板 18—镦头凹模外套 19—镦头凹模镶块 22—镦头凸模 23—反挤凸模 26—反挤凹模镶块 29—反挤凹模外套
③总体模具结构应采用通用模架和模具单元的组合结构。通用模架由上、下模板,上、下垫板,导向装置和顶出装置组成;对于图8-132所示精锻模,则有杆部正挤压模具单元、镦头模具单元和反挤模具单元。通常是有几个工序,就设计成几个模具单元。
④模具单元宜设计成纵向分层和径向分层的组合结构。对于钟形套和三销套及其他类似杯杆形零件的多工序精锻模具,因轴向尺寸较长,并根据零件形状特点,其模具单元在纵向一般采用三层结构;其上层与中层的径向则根据精锻成形力的大小采用2~3层预应力组合结构。
⑤顶杆3的上端面与工件杆部的下端面应留有5~8mm的空间距离,尽量避免精锻过程中顶杆承受锻造力。
⑥该模具宜安装在多工序热模锻压力机上使用。
(4)冷缩径模具结构设计 图8-133所示为钟形套冷缩径模具的另一种结构。该模具由组合凸模、组合凸模压紧机构、组合凹模以及导向装置四部分组成。模具安装在带有液压顶出机构的油压机上使用。
组合凸模由顶杆1、套环3(分为两半)、套圈4、芯轴6、凸模座7、凸模9(分为6瓣)组成,顶杆1与芯轴6通过套环3和套圈4连接为一体;组合凸模压紧机构由压盖8、弹簧10、螺栓11和压圈12组成,通过螺栓11与下模座2连接;组合凹模由凹模固定圈16、凹模预紧圈17、凹模镶块18组成,通过螺钉与上模板19固定。组合凸模固定在下模座2上,组合凹模固定在垫板20上,两者分别固定在压力机的工作台上面与滑块下面。
工作过程为:当组合凹模随压力机滑块处于上限位置时,6瓣凸模9在弹簧10与压盖8、压圈12的作用下沿径向移动与芯轴6合拢组成一整体凸模;将工件(见图8-131Ⅳ)倒扣在组合凸模的头部,开动压力机,组合凹模随滑块下行;工件通过组合凹模的模孔时,由于工件杯形头部外径的缩小金属产生径向流动而紧紧包在组合凸模的头部上;组合凹模随滑块下行到下限位置后,芯轴6通过顶杆1向下拉动而从6瓣凸模9中退出,6瓣凸模9在弹簧10、压盖8与压圈12的作用下沿径向轴线移动并从锻件的杯形头部的内腔中退出;组合凹模随滑块回程时,芯轴6通过顶杆1向上移动,将6瓣凸模镶块涨开即沿径向外移,当芯轴6上升到预定位置为止,然后即可进行下一个工作循环。
冷缩径模具设计要点如下:
1)凸模应采用组合结构,即设计成由芯轴和若干瓣镶块组成,且芯轴和模瓣镶块自底面向顶部均为逐渐减小的斜面。对于钟形套,因内球面上均布有6条滚珠球道,故将凸模外层分为6瓣;若没有球道,仅为球形内腔或非直壁的轴对称内腔,则可分为3瓣或4瓣即可。
2)凸模模瓣镶块沿径向的移动距离t应略大于球形内腔的最大直径D与球形内腔口部直径d之差的一半,即 mm。
mm。
3)芯轴上下的移动距离S、凸模模瓣的径向移动距离t与两者的斜面角α之间的关系为t=S·tanα。
4)凸模模瓣外斜面,图8-133中的斜面E均应设计成大于自锁斜角。
5)凸模模瓣的合拢与张开机构应紧凑可靠,便于加工。
图8-134所示为德国“舒勒”公司设计的钟形套六工序温冷复合挤压工艺。图a、b、c、d分别为正挤阶梯杆部、头部镦粗、头部冲孔和头部反挤,其中,头部冲孔主要是为了头部反挤时对反挤凸模起定位作用的。挤压时,坯料的加热温度为(780±20)℃,即为温挤压。四个工序的成形力分别为1800kN、3200kN、2400kN、3600kN,其设备为一台12500kN四工位机械压力机。

图8-133 钟形套冷缩径模具结构
1—顶杆 2—下模座 3—套环 4—套圈 5—导柱压圈 6—芯轴 7—凸模座 8—压盖 9—凸模 10—弹簧 11—螺栓 12—压圈 13—导柱 14—导套 15—导套压圈 16—凹模固定圈 17—凹模预紧圈 18—凹模镶块 19—上模板 20—垫板 21—限位块
所得中间挤压件,经过退火、磷化及皂化处理后进行冷精整和冷缩径,得到最终精密锻件。
图8-135所示为实现图8-134所示六工序温冷复合挤压工艺中前四个工序温挤压工艺的四工序温挤压模具结构。
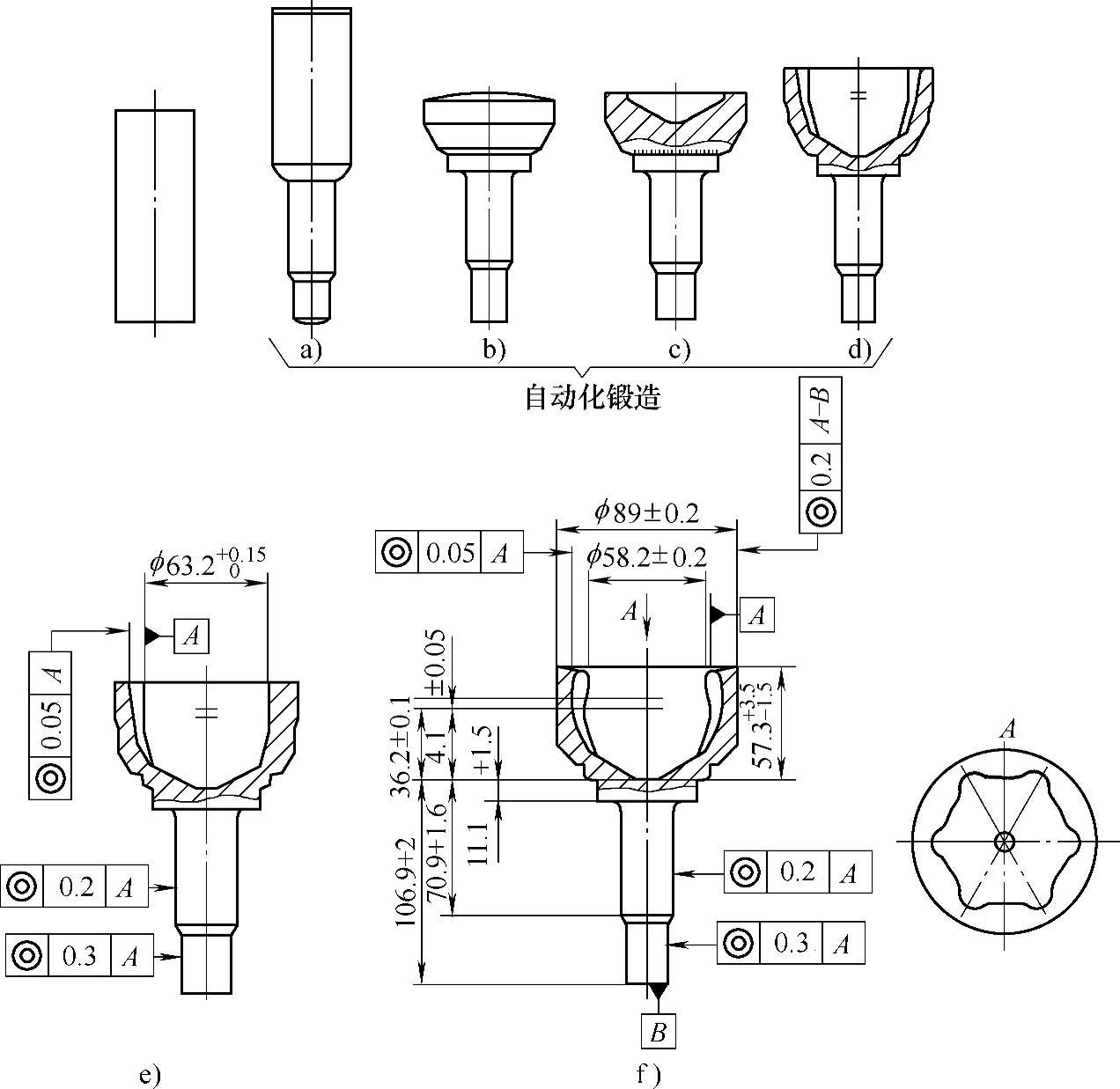
图8-134 钟形套六工序温冷复合挤压工艺
a)正挤阶梯杆部 b)头部镦粗 c)头部冲孔 d)头部反挤 e)冷精整 f)最终精密锻件
2.例39 三销滑套多工序温热冷复合挤压[75]
(1)工艺分析与工艺流程 图8-136a所示为三销滑套的零件图,图8-136b所示为其对应的冷锻件图,其设计思路是将“梅花瓣”型腔头部达到零件最终要求,而将杆部简化为阶梯形。(https://www.xing528.com)
所采用的是多工序温冷复合成形工艺,其工艺流程为:坯料加热[(780±20)℃]→正挤杆部→头部镦粗→头部反挤→退火+磷化皂化处理→冷精整,如图8-137所示。
(2)温锻成形力的计算及设备选择
1)杆部的正挤成形力 ,根据20CrMnTi挤压温度t=780℃、挤压变形程度即断面收缩率
,根据20CrMnTi挤压温度t=780℃、挤压变形程度即断面收缩率 %,查得单位温挤压力p=500MPa,得Ff=1276.3kN。
%,查得单位温挤压力p=500MPa,得Ff=1276.3kN。
2)头部镦粗成形力Fu。可采用以下公式计算:

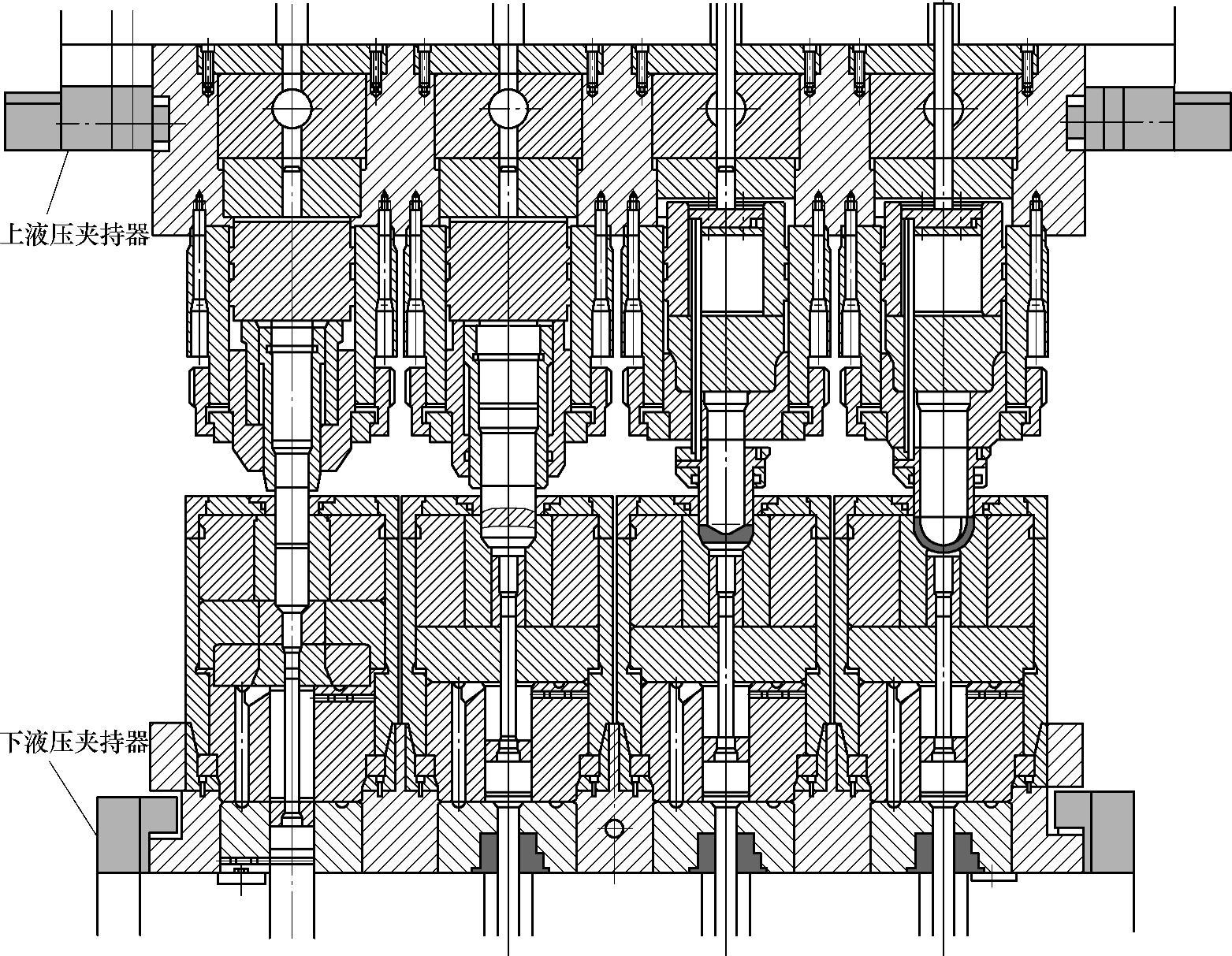
图8-135 四工序温挤压模具结构
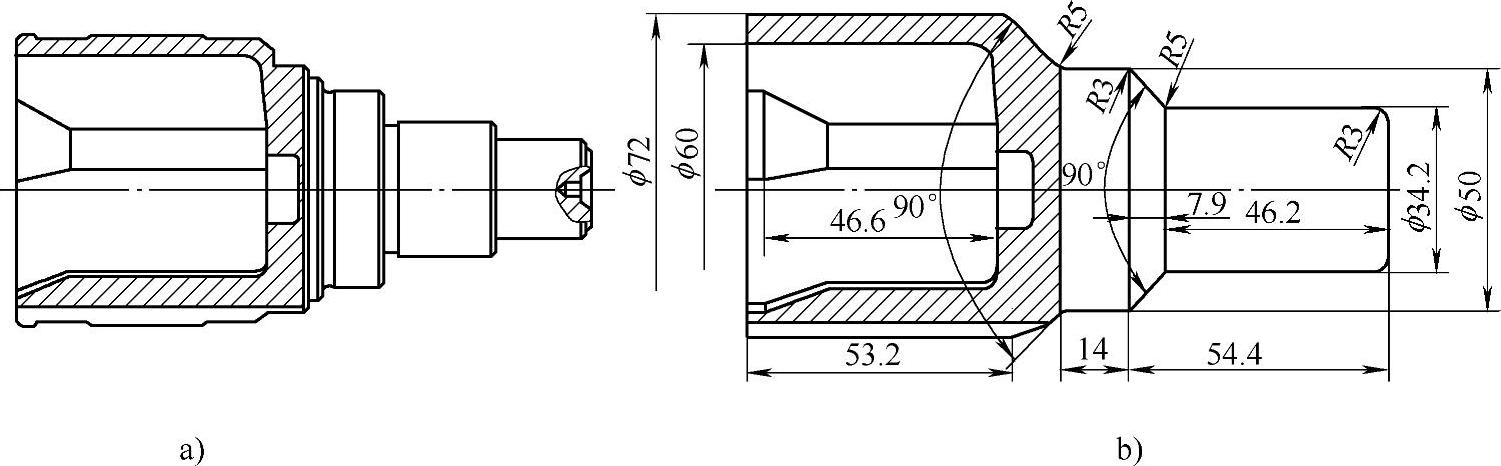
图8-136 三销滑套的零件图和冷锻件图
a)零件图 b)冷锻件图
式中 Fu——镦粗成形力(N);
H——镦粗件的头部高度(mm);
D——镦粗件的头部直径(mm);
Rm——锻件材料在镦粗成形温度时的强度极限(MPa);
A——镦粗件头部与凸模接触的水平投影面积(mm2);
Z——变形系数;
k——镦粗部分的形状系数;
N——凸模的形状系数;
μ——摩擦系数。
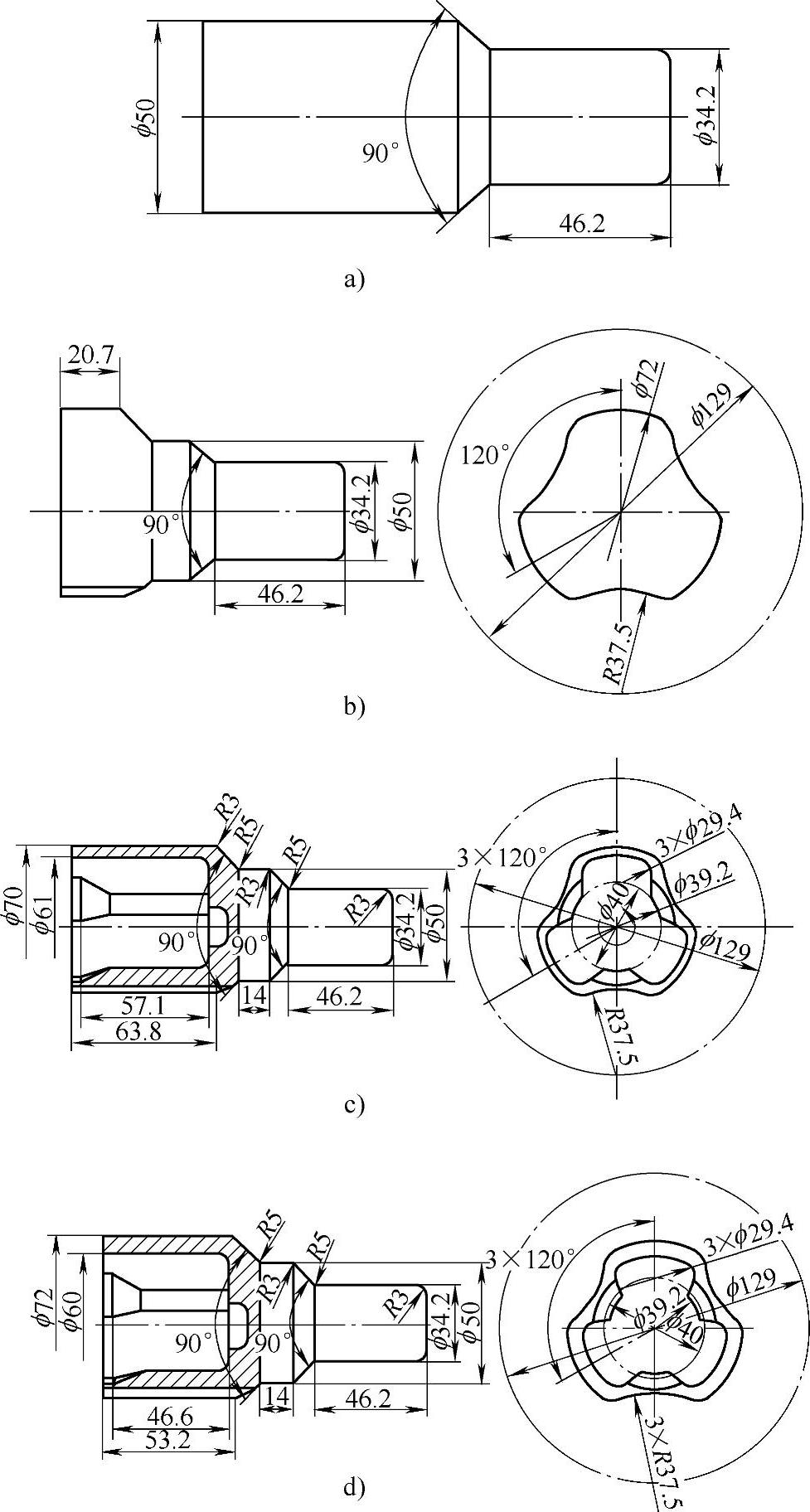
图8-137 三销滑套多工序温冷复合成形工艺流程
a)正挤 b)镦头 c)反挤 d)冷精整
由相关手册查得,在t=750℃时20CrMoTi的强度极限Rm=350MPa;Z=1.3;N=1.8;k=1.5;μ=0.10。将这些数据代入上式,得

3)反挤成形力Fb。可采用以下经验公式计算:
Fb=CpA
式中 Fb——反挤成形力(N);
p——在反挤温度时的单位压力(MPa);
C——安全系数。
根据20CrTi在温度为t≥700℃时,且反挤变形程度即断面收缩率
 ,查得单位温挤压力p=1087.5MPa。将这些数据代入上式,得
,查得单位温挤压力p=1087.5MPa。将这些数据代入上式,得
Fb=[1.3×1087.5×(3414.9-980.11)]kN=3442.2kN
4)设备吨位的选择。当采用三台单机连线且手工操作时,则可分别按正挤、镦粗、反挤三个工步所需的成形力来选择相应的设备吨位;若采用三工位压力机且手工操作时,则按三个成形力中最大者并考虑其装模尺寸来选择压力机吨位;若采用三工位压力机且为机械手操作,则应按三个成形力之和来选择压力机的吨位。
(3)模具结构设计 下面着重介绍杆部正挤压和头部反挤压两套模具的基本结构及工作过程,并介绍反挤压凸凹模的具体结构。

图8-138 杆部正挤压模具的基本结构
1—顶杆 2—垫块 3—下模座 4—下模 5—预紧圈 6—凹模 7—限位块 8—凸模 9—螺母 10—压套 11—定位环 12、14、18、20—螺钉 13—上模座 15—垫板 16—导柱 17—导套 19—导套压圈 21—导柱压圈
1)杆部正挤压模具基本结构。图8-138所示为杆部正挤压模具的基本结构。该模具的上模主要由凸模8、螺母9、压套10、定位环11、上模座13、垫板15等组成;下模则主要由凹模6、下模4、预紧圈5、垫块2、顶杆1、下模座3等组成;导向装置则由导柱16、导套17、导套压圈19、导柱压圈21等组成。挤压行程开始时,冲头通过上模座、垫块的传递作用在压力机滑块的推动下向下运动,开始对坯料进行挤压,直到限位块7相互接触,挤压变形阶段结束;接着转到回程阶段,冲头又会随着上模座一起在滑块的作用下开始向上运动,而同时顶杆1在压力机顶出装置的推动下将工件从凹模中顶出,当滑块到达上死点时,便完成一次挤压工作行程。
2)头部反挤压模具基本结构。图8-139为头部反挤压模具的基本结构,其模架用于反挤压和冷精整。其工作原理如下:凸模18通过定位套19、螺母20、螺钉16、垫板17固定在上模座14上,并通过上模座14固定在压力机滑块上;下模5、凹模6构成的组合凹模与垫板4由压圈7通过螺钉26固定在下模座3上,下模座3又被固定在压力机的工作台上;导向装置由导套22、导柱21、压圈24、25等组成;由螺母2、弹簧10、卸件板11和螺栓15等组成卸件装置。当挤压工作行程开始时,凸模在滑块的带动下一直向下运动,毛坯在凸模、组合凹模的作用下产生塑性变形,直至限位块13相互接触,挤压变形行程结束;接着,压力机滑块上行,凸模在滑块的作用下开始回程,同时,顶杆1在压力机顶出装置的作用下上行,顶出工件,此时工件可能由于冷缩而紧包在凸模上而一起向上运动;当卸件板11与卸料螺栓头接触后,把紧包在凸模外面的工件卸下;凸模在滑块的作用下继续向上运动,直至回到上死点。至此,便完成了一次挤压工作行程。

图8-139 头部反挤压模具的基本结构
1—顶杆 2—螺母 3—下模座 4—垫板 5—下模 6—凹模 7—压圈 8—卸件图 9、12、16、23、26—螺钉 10—弹簧 11—卸件板 13—限位块 14—上模座 15—螺栓 17—垫板 18—凸模 19—定位套 20—螺母 21—导柱 22—导套 24、25—压圈
德国“舒勒”公司采用的是温冷复合挤压(精锻)工艺,其流程为坯料加热[(780±20)℃]→杆部前段正挤压→杆部后段正挤压→镦头→反挤→退火+表面处理→冷精整。采用图8-135所示四工位温挤压模架。其四工位温挤与冷精整工艺过程和三销滑套精密锻件分别如图8-140和图8-141左图所示。

图8-140 四工位温挤与冷精整工艺过程

图8-141 钟形套三销滑套精密锻件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。