



1.机械压力机上闭式模锻的特点
1)机械压力机滑块行程固定,机身及传动系统刚性好,可保证上、下模闭合高度稳定,使锻件在高度方向上获得比较精确的尺寸。由于压力机滑块的导向精度高,同时又采用带导柱导套导向的锻模,故锻件在水平方向的尺寸精度高。
2)由于变形在滑块的一次行程内完成,毛坯内、外层金属几乎同时发生变形,因此变形比较深透而均匀,锻件各处的力学性能比较一致,流线分布比较均匀,有利于提高锻件质量。
3)机械压力机尤其是热模锻压力机一般具有上下顶出机构,能从上下模中自动顶出锻件,故模锻件的模锻斜度比模锻锤上的小,甚至可以不带模锻斜度。
4)由于滑块工作时具有静压力的特性,金属在模膛内流动缓慢,这对变形速度敏感的低塑性合金的成形十分有利。某些不适宜在锤上模锻的耐热合金、镁合金和超硬铝合金等金属可在机械压力机上模锻。
此外,因压力机滑块行程固定,模膛封闭高度稳定,为适应坯料体积的变化,防其压力机“闷车”,可采取以下三点措施:
1)采用精密下料,使坯料体积偏差在模膛容积的弹性变形所允许的范围内。
2)采用模膛高度尺寸可变即带闭压装置的模具结构。
3)在模具上设置分流腔,容纳坯料上的多余金属。
2.适用范围
目前,国内外在10000~25000kN热模锻压力机上,对质量为1~4kg的结构复杂的直齿圆柱齿轮毛坯、形状复杂的轴对称锻件(见图8-23),质量为1kg以下的十字轴和弯曲轴杆类锻件的热精锻;也有在16000~40000kN热模锻压机上进行较大锥齿轮热精锻。国内,一些标准件企业采用2500~4000kN闭式单点曲柄压力机进行高强度标准件闭式温热锻,如图8-23所示。
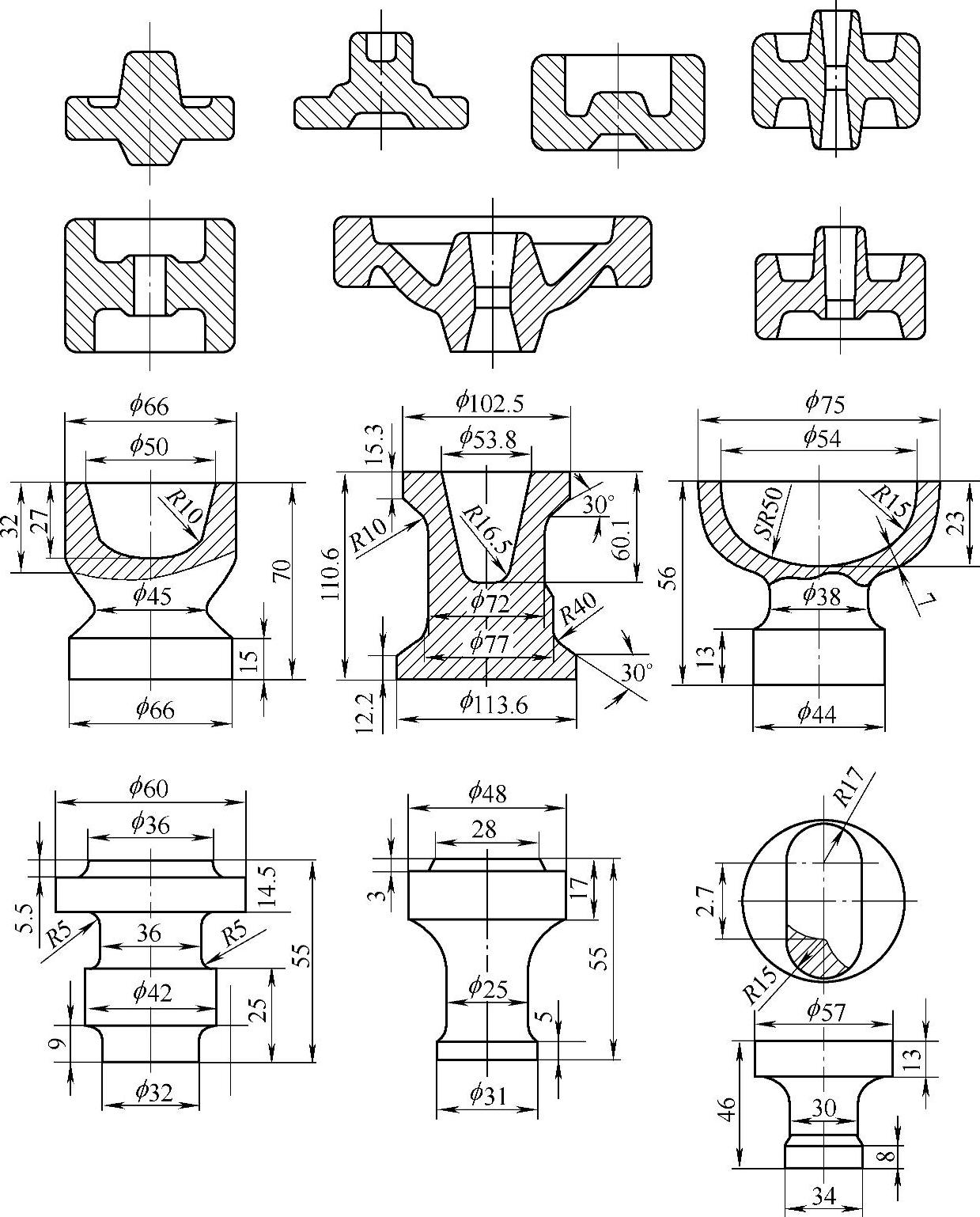
图8-23 结构与形状复杂的回转体锻件
3.例10 直齿圆柱齿轮坯闭式热精锻
图8-24所示为直齿圆柱齿轮坯闭式热精锻。其材料为12Cr2Ni4A钢,齿面加工余量为0.6mm,齿顶和齿根加工余量均为1mm,其余部分加工余量为2mm。
圆柱齿轮精密锻件的整个加工工艺过程为:
1)下料。原材料为热轧棒料,需去掉表面氧化和脱碳层。采用车削下料,坯料尺寸为ϕ40mm×91.5mm。
2)加热。在充有氩气的电阻炉内加热坯料,炉温约为1160℃。
3)预锻(见图8-24b)。温度为850~1160℃。
4)加热。在充有氩气的电阻炉内加热锻坯,炉温约为1160℃。
5)精锻成形(见图8-24a)。温度范围为850~1160℃,并根据需要在温度为700~850℃范围内整形。
6)热处理。锻件加热到870℃后在油中淬冷,然后500℃回火。
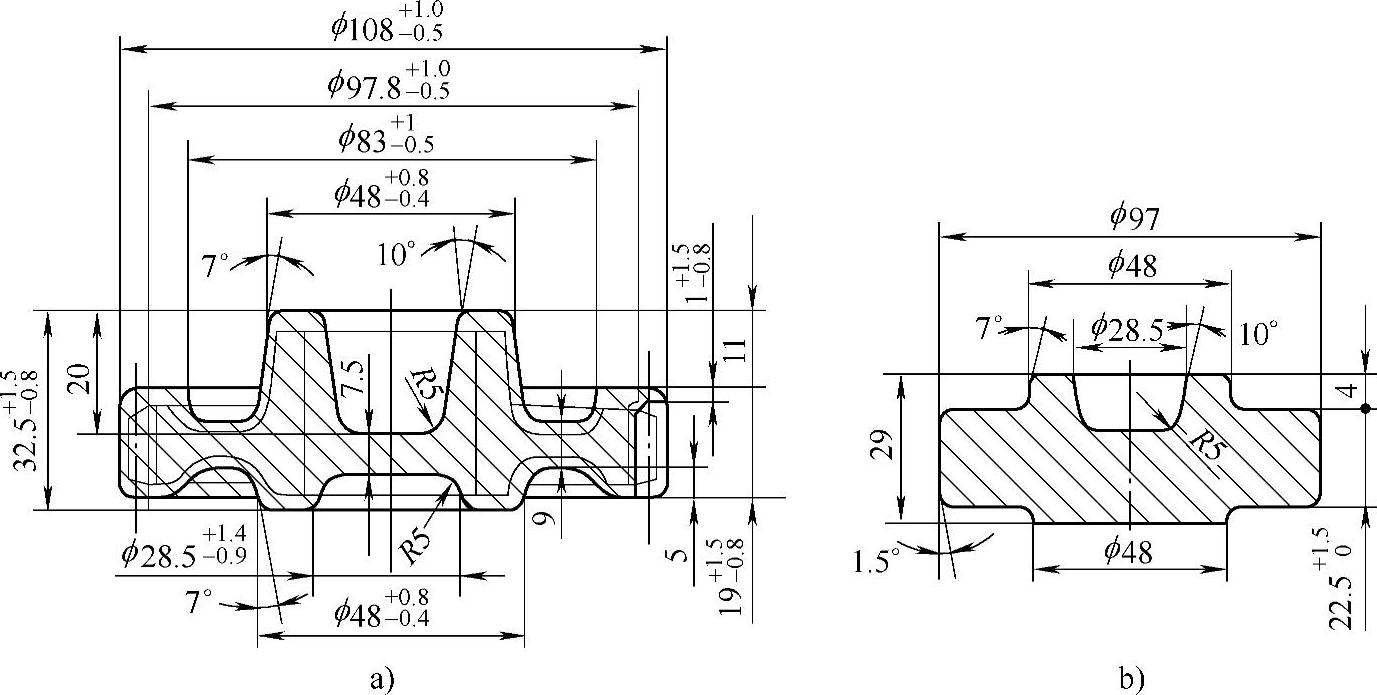
图8-24 直齿圆柱齿轮坯闭式热精锻
a)精锻成形 b)预锻
7)机械加工。插齿和磨齿。
8)渗碳和热处理。
9)最后机械加工。
图8-25所示为圆柱齿轮闭式锻模。所用设备为15000kN热模压力机。因为该压力机精度和刚度较高,模具不需导柱导套。为了便于安放锻坯和顶出锻件,齿形模膛和凹模圈12安装在下模。模锻后由顶杆4把锻件从凹模12中顶出。为了避免损坏模具,当压力机滑块下行至下死点时,凹模齿圈端面与上模10的下端面间仍留有1mm的间隙,因此,在齿轮锻件的齿形端面1mm的连皮,在机械加工时被加工掉。
预锻坯时,仍采用图8-25所示的通用模架,仅需要换凸模和凹模。
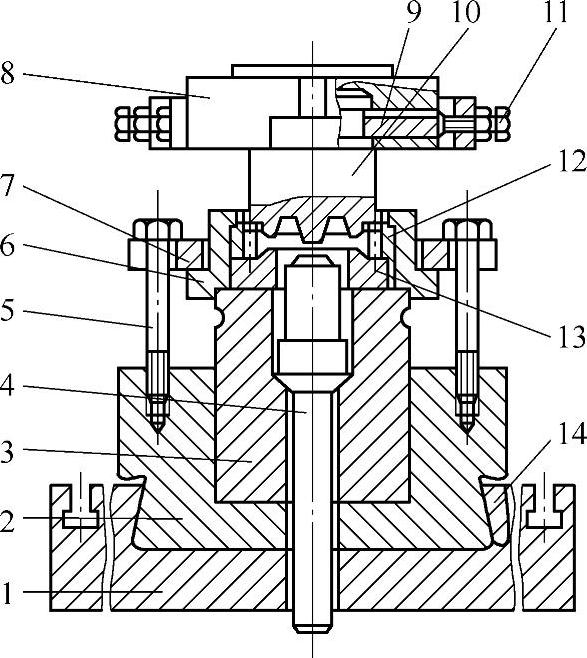
图8-25 圆柱齿轮闭式锻模
1—底板 2—下模座 3—垫板 4—顶杆 5—螺栓 6—预紧圈 7—压紧环 8—上模座 9—压紧器 10—上模 11—压紧螺钉 12—凹模圈 13—凹模底 14—楔
用W18Cr4V钢制造模具工作零件,热处理硬度为48~52HRC。凹模的齿形模膛是采用电脉冲机床加工的。
模锻时,用70%机油加30%石墨的石墨润滑剂润滑模膛,在模膛表面上涂一薄层润滑剂,并用压缩空气吹均匀并吹掉多余的润滑剂。如果模膛齿形角部留有多余润滑剂,则在模锻时形成气泡,导致齿形角部模膛充不满,这时所得锻件就必须整形。为了防止锻件在空气中氧化,应把锻件置于干砂内冷却。
锻件检验表明,用这种方法精锻的齿轮锻件,脱碳层深度不超过0.1mm。
4.例11 汽车三挡齿轮坯三工步闭式模锻
图8-26所示为汽车中间轴三挡齿轮坯锻件图。老的模锻工艺是采用ϕ70mm×146mm的坯料,加热后在20kN模锻在锤上镦粗制坯、模锻成形,然后在2000kN曲柄压力机上切边冲孔。
改用闭式精密模锻后,其工艺过程是采用ϕ70mm×130mm的坯料,感应加热至1200~1260℃,在20000kN热模锻压力机上镦粗制坯、预锻和终锻成形,然后在2000kN曲柄压力机上冲孔,其闭式精密模锻工步如图8-27所示。由图可知,多余金属分流腔设在上、下模。
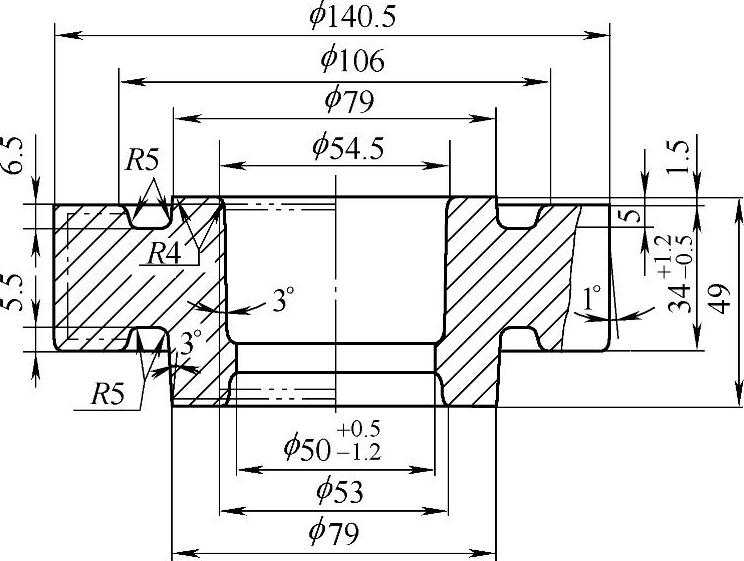
图8-26 汽车中间轴三挡齿轮坯锻件图
(1)确定坯料体积
Vb=Vf+Vc+Vw+Vp+Vd
式中 Vb——坯料公称体积;
Vf——锻件公称体积;
Vc——在车床上、下料时所切削的体积;
Vw——考虑模膛磨损的体积,一般等于锻件公称体积的2%~3%;
Vp——冲孔连皮体积;
Vd——模锻斜度引起的附加金属体积。
在选择坯料尺寸时,必须考虑在第一个模膛中的定位、镦粗时的稳定性和足够的变形程度即合适的长径比,利用镦粗去氧化皮也是必须的。正常情况下在剪切压力机上下料,其坯料的质量公差如表8-10所示。
表8-10 在剪切压力机上下料的坯料质量公差
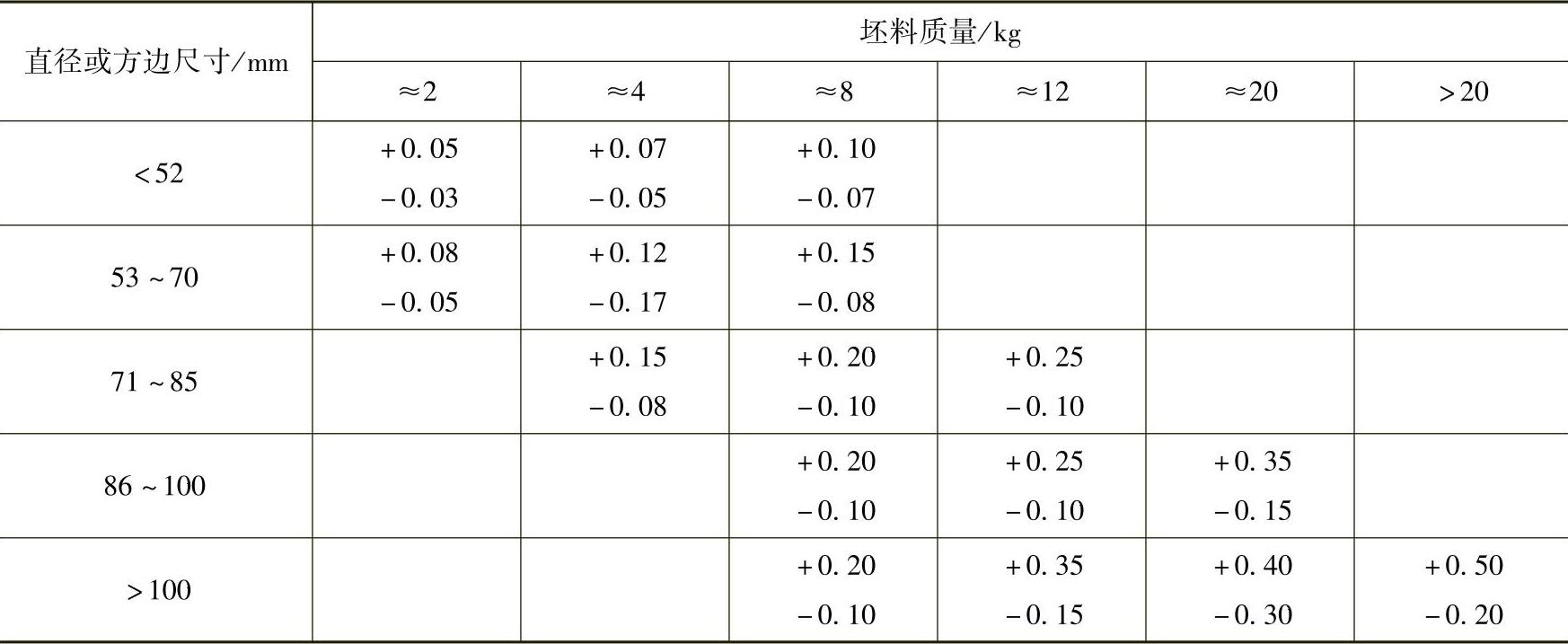
各工步的工件金属体积分别为
VⅢ=V′b,h
VⅡ=(1.07~1.087)V′b,h
VⅠ=Vb,h
式中 VⅠ、VⅡ、VⅢ——第一、二、三工步的金属体积;(https://www.xing528.com)
Vb,h——被加热坯料的公称体积(考虑1.5%的热膨胀系数);
V′b,h——考虑金属氧化烧损后的坯料公称体积。
(2)模具结构设计 实现该方案的模具结构如图8-28所示。该模具的分流腔分设在上下模。终锻工步时,锻件由下顶杆13和上顶杆11从凹模中顶出。第二、三工步的凸模镶嵌在固定圈6和9内,由垫板7和12将其压紧。当凸模磨损后,只需在镶块与垫板间加上一垫衬便可使凸模复位。凹模镶块借助在底部加上衬垫4也可使磨损的凹模恢复原位。
为了在第一工步的下凹模1中更好地安放毛坯,凹模1作成特定形状的凹坑。第一工步由下凹模对应的上凹模实现镦粗变形,上凹模的工作部分作成截锥形。工件在第二工步凹模3中由凸模5压下而实现预锻,锻件从第二工步的模膛中顶出是通过下顶杆2和上顶杆8实现的,这两个顶杆是通过压力机上的组合顶出机构的作用而动作。
终锻是在第三工步的凹模14和凸模10中进行。这时,多余金属被挤入分流腔,因为厚度仅5~6mm的连皮而引起在分流腔中流动困难而增大了模膛中变形金属的三向压应力,致使模膛中各部分完全充满。
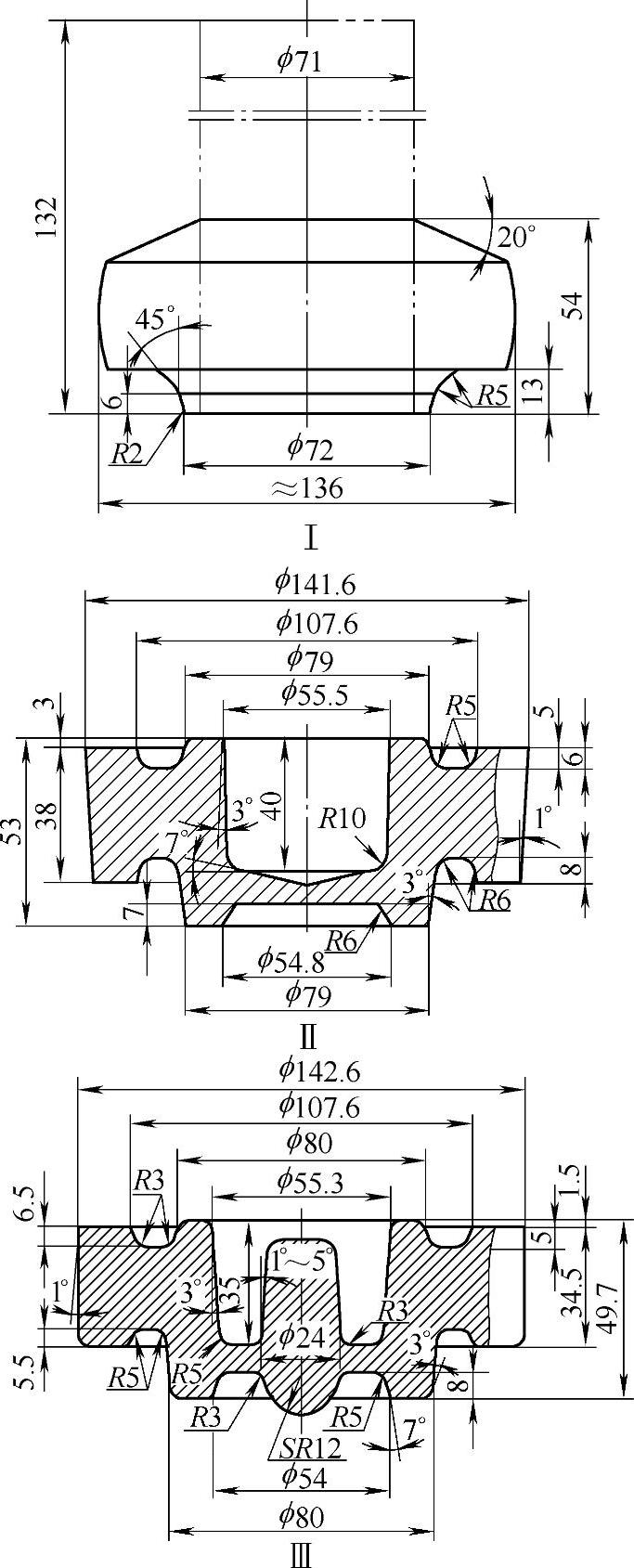
图8-27 三挡齿轮闭式模锻工步图
经试验研究表明,当齿轮锻件中心孔径大于50mm时,多余金属分流腔分设在上、下模膛比较合理;而当其孔径为40~50mm时,将分流腔设置在下模比较合理,还可简化模具结构。
中间传动轴三挡齿轮采用闭式模锻工艺,每个齿轮锻件可节省钢材约0.5kg,若将所有类似锻件都采用闭式模锻,其经济效益非常显著。
5.例12 阶梯环形齿轮坯浮动模底凹模的闭式模锻
图8-29a、b分别为汽车传动箱内一挡和二挡齿轮。可以看出,这种齿轮形状不同于轮盘类齿轮坯,其端部壁厚不同,具有阶梯状环形结构。
模锻这类环形件所采用浮动模底整体凹模的闭式锻模如图8-30所示。浮动模底的反压力通过三根小圆柱1和环形顶出器2(见图8-30a)传递到模膛内的锻件上。当模锻厚壁环形件(见图8-30b)时,浮动模底的反压力通过一根圆柱4和顶出器3传递到锻件上。
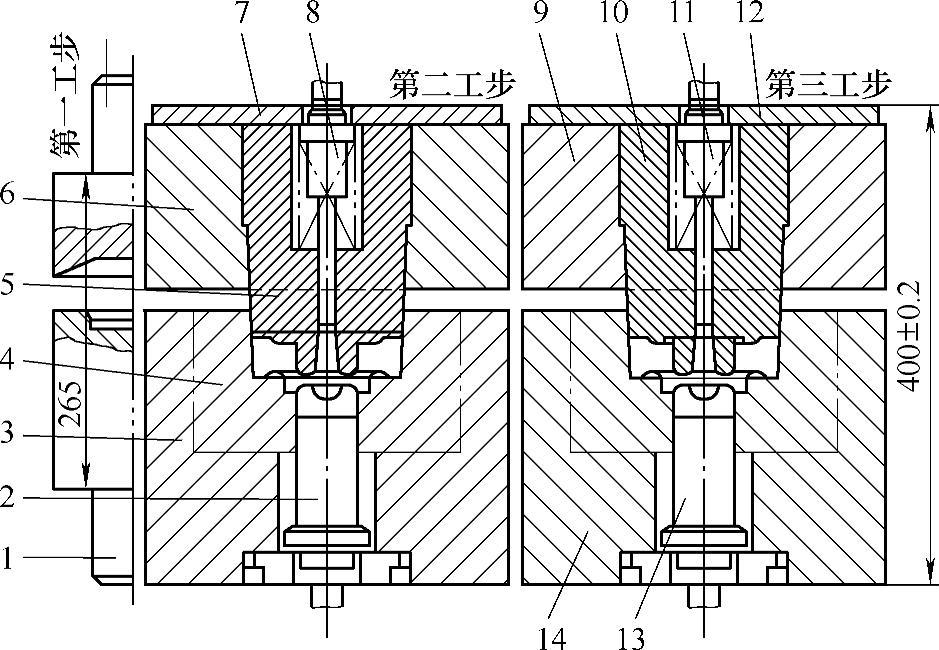
图8-28 模具结构
1、3、14—凹模 2、13—下顶杆 4—衬垫 5、10—凸模 6、9—固定圈 7、12—垫板 8、11—上顶杆
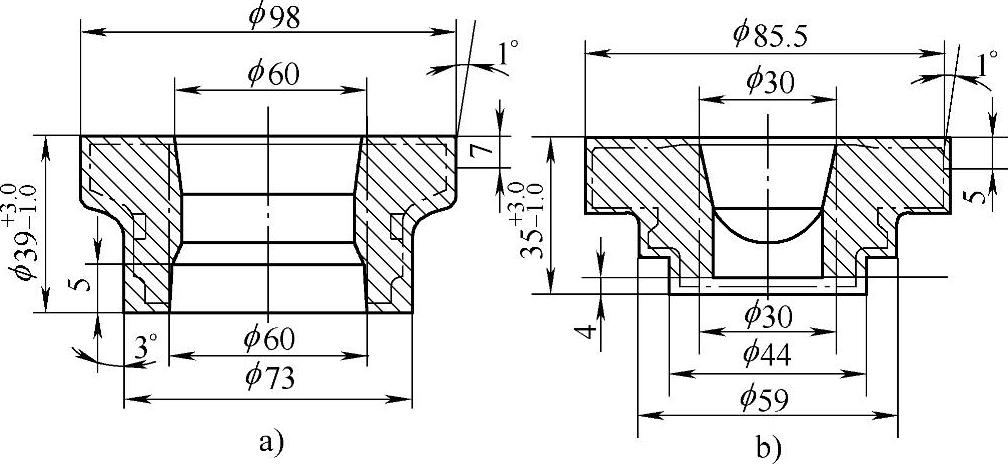
图8-29 阶梯环形齿轮精密锻件
a)汽车传动箱内一挡齿轮 b)汽车传动箱内二挡齿轮
终锻模上所有工作部分的镶块、顶出器和支承小圆柱的尺寸都是选配的,因此在开始压缩坯料前,顶出杆上端平面应比终锻模底高出2~4mm。在冲头作用下,流入模膛底部的变形金属作用在顶杆上,经过反压装置和各传力元件将压力传递到反压装置的弹性垫上,并将其向下压缩2~4mm。此时,弹性垫的压缩将引起变形金属在模膛中的流动阻力,促使变形金属沿整个模膛流动而充满各个角落。为了产生足够大的反压力,一般采用碟形弹簧作为弹性垫。
弹簧压缩量的大小,即反压装置的工作行程(见图8-30)和弹簧的尺寸可由试验方法确定,即根据保证变形金属清晰地充满模膛时所需工艺行程及闭压力来确定。当坯料体积变化较大时,弹性反压装置产生附加压缩量而超过工艺行程,多余金属则反映在锻件高度方向的尺寸上。当压力机滑块回程时,弹簧伸长而锻件被顶起到原始位置。当滑块回到上死点时,顶出器顶出锻件。
传动箱齿轮锻件(见图8-29)的模锻过程分三步进行:坯料镦粗、模锻成形、去掉冲孔连皮。
当坯料必须镦粗时,为了使镦粗后的毛坯置于终锻模膛中不致产生大的偏心,其镦粗后的毛坯直径与终锻模膛直径之差不应超过1~3mm。若间隙过大,毛坯易置偏,就很难得到合格锻件。镦粗台的工作平面应处于极限位置,以保证毛坯经镦粗后得到既定的外径。一旦镦粗台磨损而高度下降,可调整底部的垫片而使其恢复。
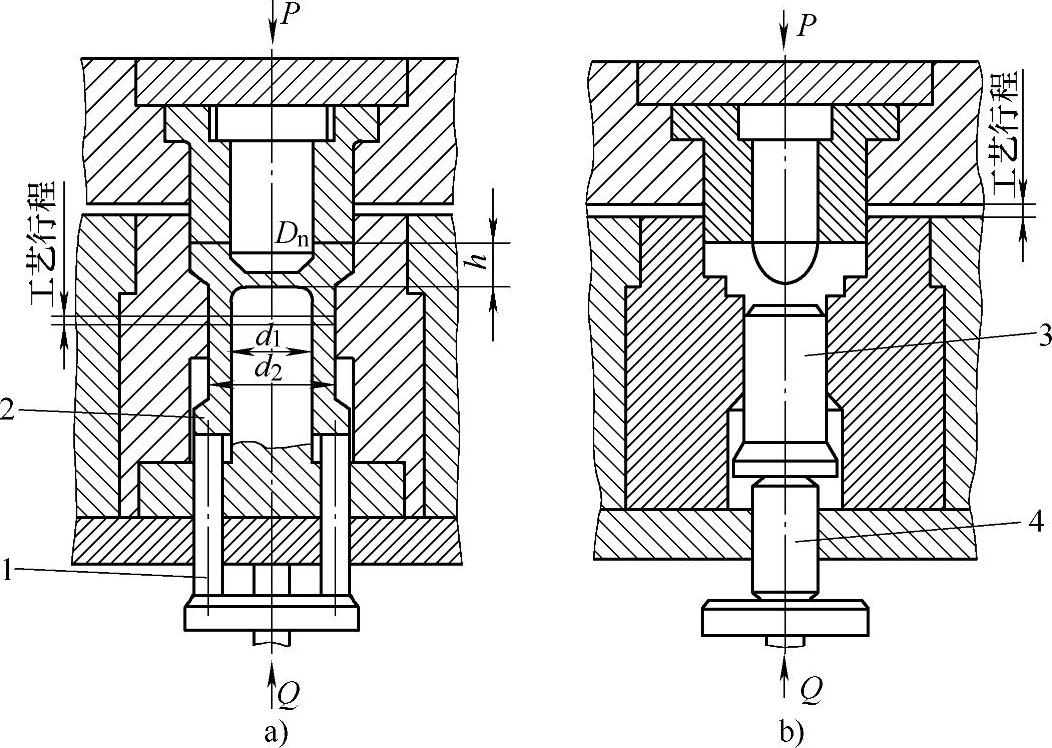
图8-30 具有背压装置的闭式锻模结构
a)具有环形顶出器 b)具有圆柱顶出器
1—小圆柱 2—环形顶出器 3—顶出器 4—圆柱
坯料为一般精度的轧制棒料(35Cr钢),对于图8-29a所示锻件,下料尺寸为ϕ52+0.40-0.10 mm×(84±1)mm;对于图8-29b所示锻件,下料尺寸为ϕ50+0.40-0.10mm×(66±1.0)mm。剪床下料,可保证长度精度为±1.0mm。当采用开式模锻时,对应的坯料长度分别为92mm和72mm,比闭式模锻用料长度大10%~15%。
凸模尺寸由以下条件确定:
1)凸模和凹模间的合理间隙值为0.1~0.3mm。间隙值过小时,凸模在凹模中移动困难;间隙值过大时,往往产生端部飞边。
2)凸模应进入凹模3~5mm才同毛坯端面接触,这是防止变形开始时金属流出凹模口,进入距离过大,导致模锻结束后锻件顶出困难。
3)凸模头部边缘应做成半径为1~1.5mm的圆角,使锻件从凸模上卸下容易。
带反压装置的闭式模锻力可采用下列经验公式计算:
P=KF
式中 K——单位变形力;
F——凹模工作筒横截面积。
反向压力可按下式计算:
Q=pf
式中 p——单位反向压力;
f——顶出器端面面积。
采用带反压装置的模具进行闭式模锻,所得锻件仅仅沿高度方向即沿反压作用的方向具有正偏差,按给定的坯料精度,其高度正偏差小于3mm,端部飞边长在5mm以下。端部飞边在后续加工工序中去掉。
对于一级传动齿轮,采用带反压装置的闭式模锻和开式模锻两种工艺,两者的模具寿命分别为3200件和3000件;对于二级传动齿轮,两种工艺对应的模具寿命分别为4000件和3500件。
6.例13 曲柄压力机上闭式温锻大桥螺母
(1)工艺过程 大桥螺母闭式温锻工艺过程如图8-31所示。其具体过程及工艺参数如下:
1)下料。45钢轧材经冷拔后,采用剪切下料模在曲柄压力机上下料,坯料两端边缘不允许有严重毛刺和塌角现象,两端面斜角α≤4°20′,质量为0.211+0.00450kg。
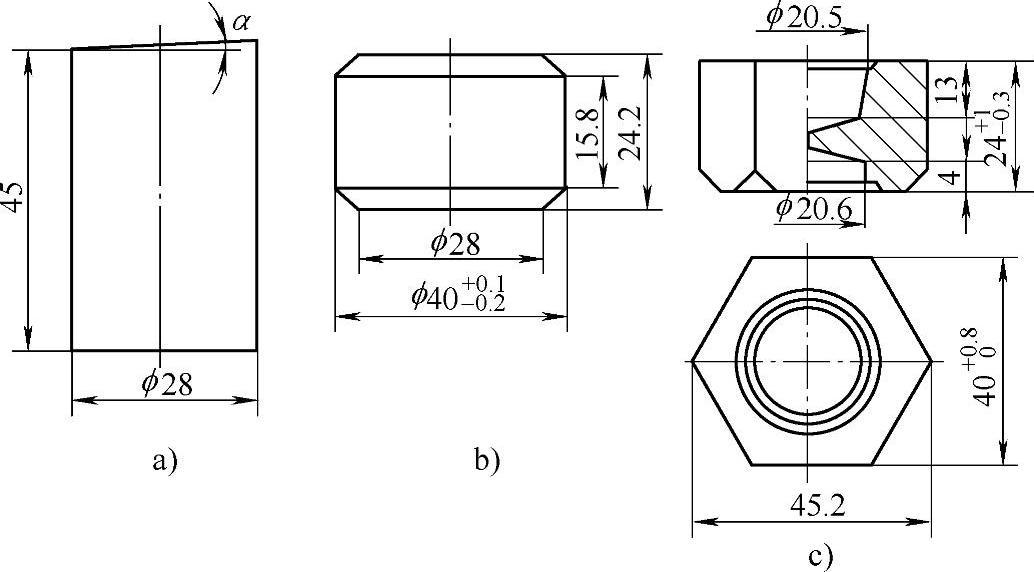
图8-31 大桥螺母闭式温锻工艺
2)冷镦球。为了保证镦粗后的毛坯不出现鼓形,采用闭式镦粗。镦粗毛坯的直径为ϕ40+0.1-0.2mm,而螺母成形凹模平行边的距离为S=40+0.50mm,两者公称尺寸相同,但毛坯直径的偏差范围小于模膛尺寸S的偏差范围,这是为了使被镦粗后的毛坯能顺利地放入成形凹模。
3)毛坯浸涂处理。将冷镦球毛坯加热到(100±10)℃后浸入水剂石墨1~2min后取出,以毛坯表面粘有一层薄的水剂石墨为宜。
4)温锻成形。在中频感应加热器中将毛坯加热至650~750℃,在成形模(见图8-32)中闭式反挤压成形,坯料体积的变化依靠冲孔连皮厚度的变化来调节。
(2)模具设计 大桥螺母为系列化产品,故采用通用模架,不同规格的螺母只需更换凹模与冲头即可。采用通循环水的方法来散发凹模的热量。大桥螺母温挤模具结构如图8-32所示。
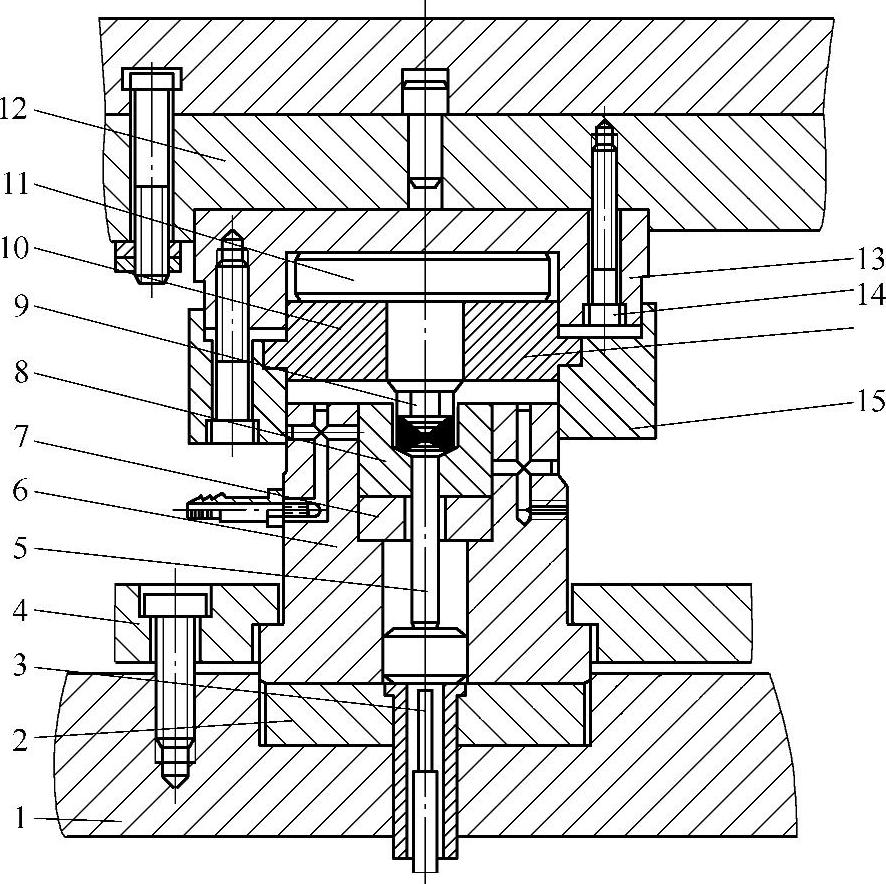
图8-32 大桥螺母温挤模具结构
1—下底板 2、7、11—垫板 3—顶杆 4—压紧圈 5—顶杆 6、8—凹模 9—冲头 10—冲头固定板 12—上底板 13—凸模座 14—螺栓 15—压紧圈
(3)使用设备 某厂根据现有设备情况,选用2500kN闭式单点曲柄压力机生产。
(4)使用润滑剂 除冷镦球加热浸涂水剂石墨外,在模锻过程中,凹模与冲头还需经常喷涂水剂石墨,以起到润滑和冷却作用。
(5)锻后防护 因温挤成形后的螺母仍为暗红色,即比始锻温度降低不多,为了防止锻后氧化,故将凹模取出的锻件放入保温桶中冷却。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。