



【摘要】:只有这样,才能使润滑剂发挥它的特点,满足生产的要求。喷射润滑剂冷却模具时,其作用与单位时间的喷射量及喷射速度有较大的关系。高温时,为了驱散包围在模具上的一层热蒸汽,多用高速(高压)、短时间的喷射来达到冷却目的。另外还要注意润滑剂量的控制。随着润滑剂量的增加,减少了摩擦和变形功,增加了充填高度。但当润滑剂达到一定量后,其摩擦系数几乎不再变化。一般厚度在4~5μm时,摩擦系数下降开始趋向平缓。
首先,应该根据模锻工艺及锻件特点来选择润滑剂。对于变形程度大的锻件,应选用润滑性能较好的品种;对于模具温度高的锻件,应采用湿润性能及冷却性能较优的润滑剂。只有这样,才能使润滑剂发挥它的特点,满足生产的要求。
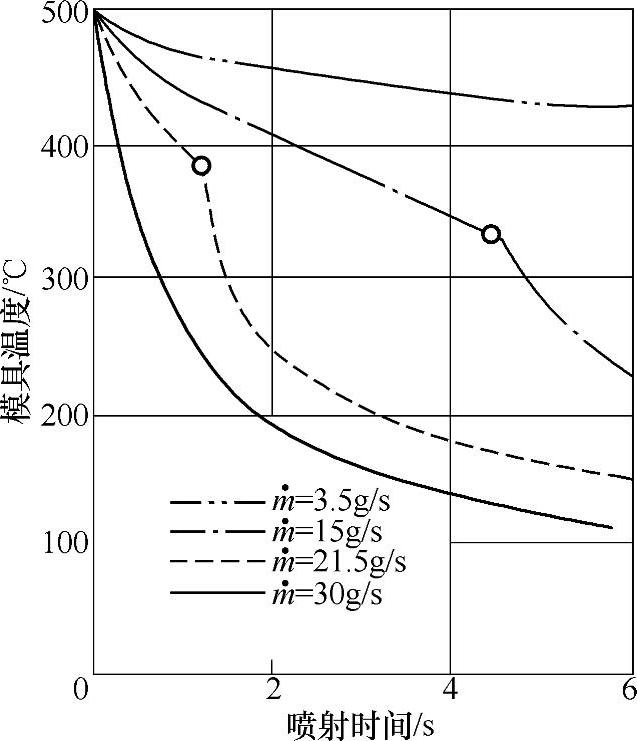
喷射润滑剂冷却模具时,其作用与单位时间的喷射量及喷射速度有较大的关系。从图5-5中可以看出,在高温时,单位时间的冷却剂量加大2倍比延长2倍喷射时间有效。喷射速度是另外一个重要的因素。高温时,为了驱散包围在模具上的一层热蒸汽,多用高速(高压)、短时间的喷射来达到冷却目的。
由于模温高时加大了喷射剂量,所以应当适当加大润滑剂稀释比。另外还要注意润滑剂量的控制。实践表明,润滑剂的喷射量并不是越多越好,摩擦系数与润滑剂量并不成线性关系。润滑剂层厚度与摩擦系数的关系曲线如图5-6所示。随着润滑剂量的增加,减少了摩擦和变形功,增加了充填高度。但当润滑剂达到一定量后,其摩擦系数几乎不再变化。一般厚度在4~5μm时,摩擦系数下降开始趋向平缓。过多的润滑剂量并不会给润滑带来好处,相反给锻件表面留有残渣,堆积在模膛的死角中,清除困难。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-5 喷射时间、喷射量与模具温度的关系
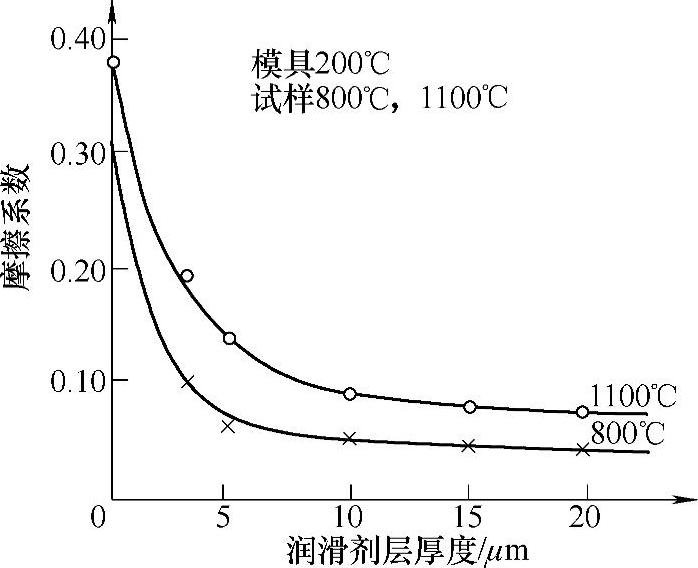
图5-6 润滑剂层厚度与摩擦系数的关系曲线
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。