



闭式模锻时,为了能迅速地从模膛中顶出锻件和保证模具可靠地工作,模具设计和制造中,对模具的顶出装置应给予足够的重视。
锤上闭式模锻时,由于不便在锻锤上设置顶出装置,一般是在模膛中作出拔模斜度,以利于取出锻件,所以锤上闭式模锻不适于形状复杂、脱模困难的锻件。
图4-64所示为锤上闭式模锻盘形锻件用的有顶出装置的锻模。模具的工作部分是下
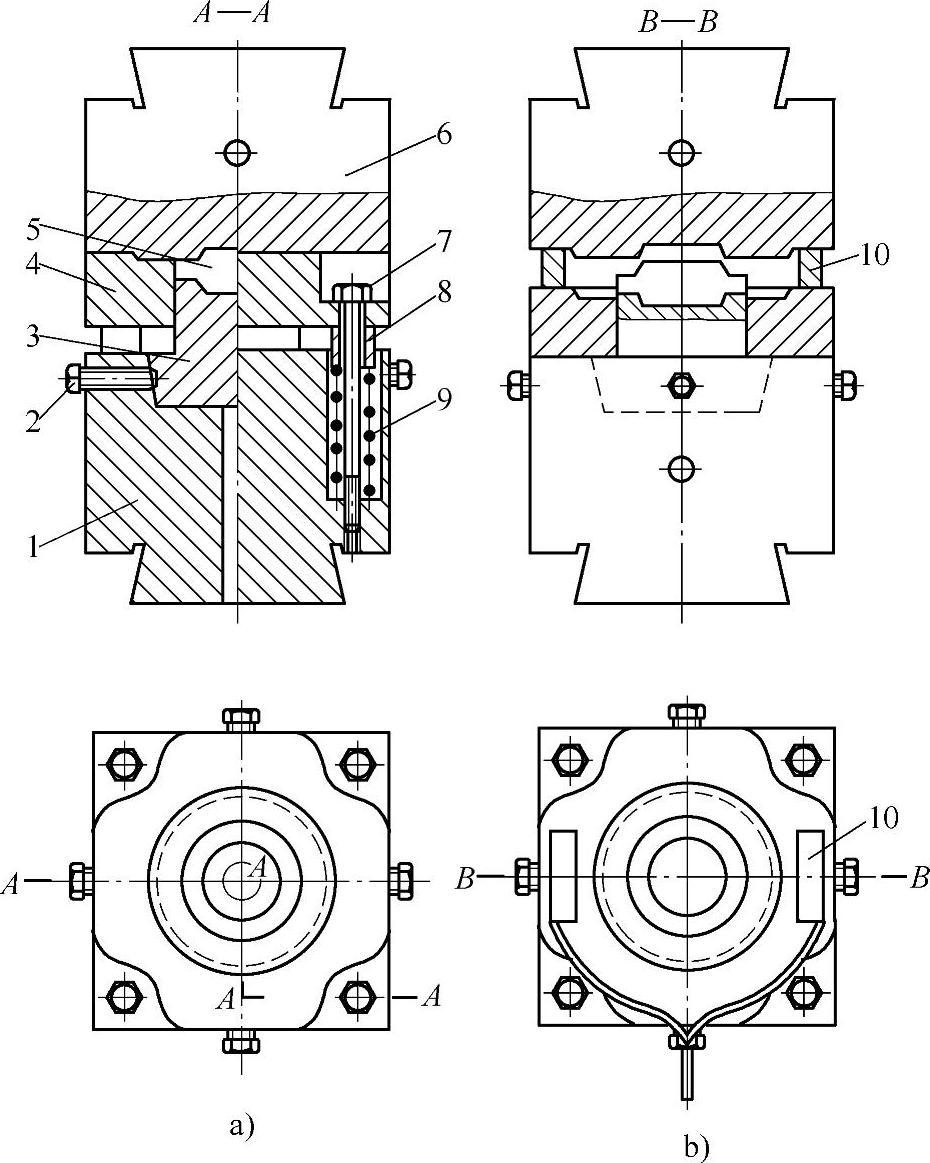
图4-64 锤上闭式模锻盘形锻件用的有顶出装置的锻模
a)模锻时的位置 b)顶料时的位置
1—锻模底座 2、7—螺栓 3—下模 4—活动环 5—锻件 6—上模 8—套管 9—弹簧 10—U形钳
模3、活动环4和上模6。锻模底座1是通用的,在底座中有螺栓2和7、弹簧9和套管8。图4-64a所示为模锻时的位置,图4-64b所示为顶料时的位置。U形钳10放在活动环4上,上模6把活动环4压下,于是可从模膛中取出锻件。
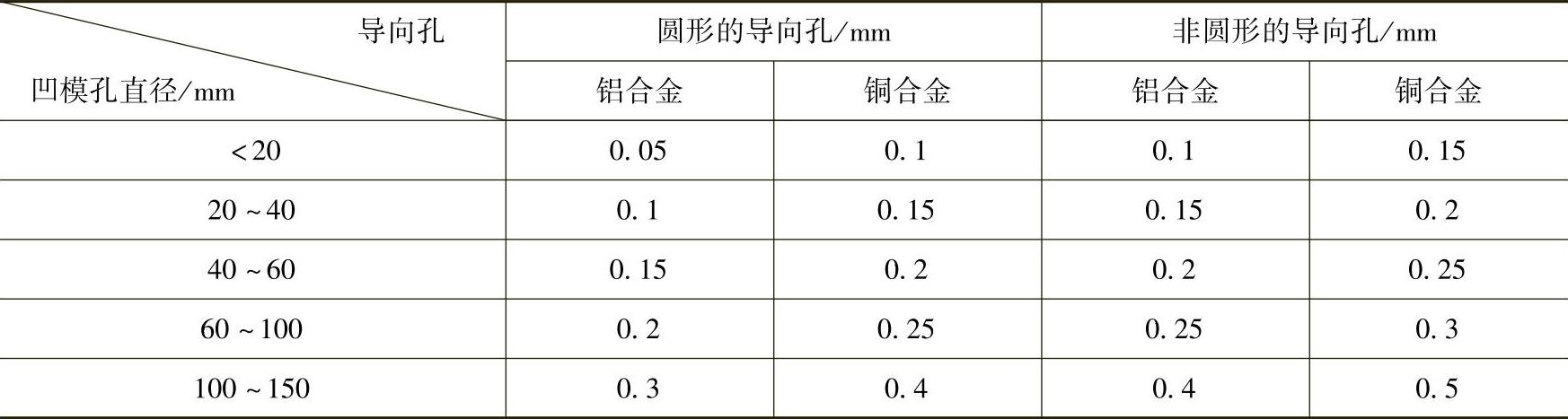
表4-7 闭式模锻凸模与凹模的导向间隙

表4-8 模锻有色金属锻件的凸模与凹模导向间隙
在机械压力机、螺旋压力机和液压机等设备上闭式模锻时,可利用设备上的顶出装置迅速将锻件从模膛中顶出。
图4-65所示为机械压力机上闭式模锻用的有顶出装置的锻模。由压力机中的液压顶出器或机械顶出器推动推杆8,通过调整垫板7推动顶杆4而顶出锻件。
图4-66所示为常用液压顶出装置的工作原理图。当换向阀6左边的电磁铁通电时,阀芯向左边移动,顶出液压缸7下腔进压力油,上腔排油,下腔的压力油推动活塞上升顶出锻件;反之,活塞还原。(https://www.xing528.com)
配置有机械手的多模膛模锻的热模锻压力机,其下顶料机构多采用液压顶出装置。在此机构中,滑块与顶出装置之间的协调靠电气联锁来保证。螺旋压力机上广泛配置液压顶出装置,以满足大的顶出行程或大的顶出力的要求。
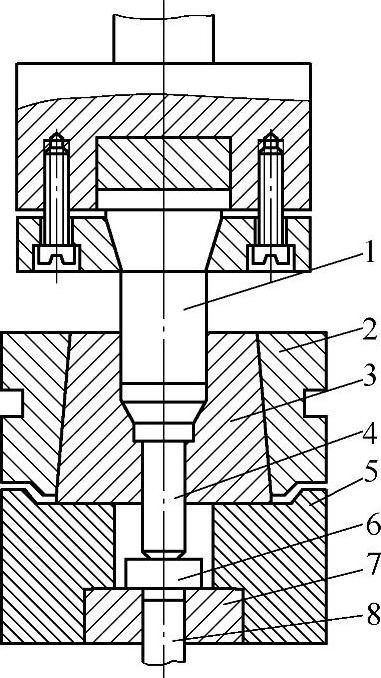
图4-65 机械压力机上闭式模锻用的有顶出装置的锻模
1—冲头 2—预紧圈 3—凹模 4—顶杆 5—下模板 6—调整垫板 7—垫板 8—推杆
图4-67所示为在25000kN液压机上用的带顶出装置的闭式模锻锻模。
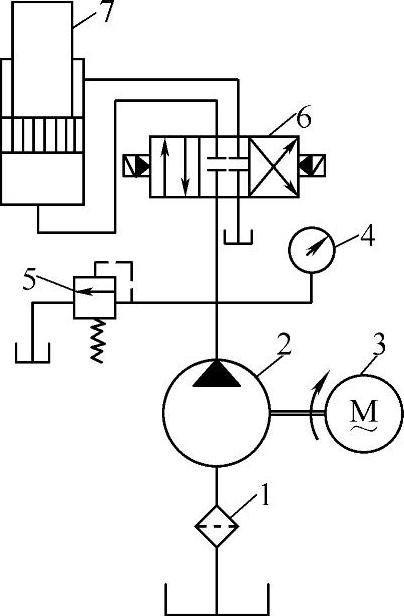
图4-66 常用液压顶出装置的工作原理图
1—过滤器 2—液压泵 3—电动机 4—压力表 5—溢流阀 6—换向阀 7—液压缸
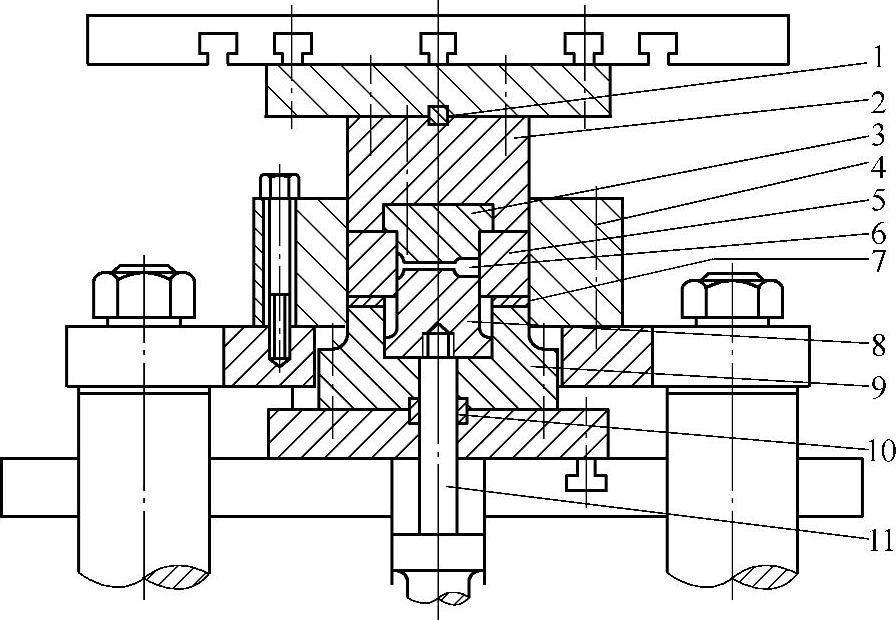
图4-67 在25000kN液压机上用的带顶出装置的闭式模锻锻模
1—定位销 2—上模固定板 3—上冲头 4—预紧圈 5—凹模 6—锻件 7—垫板 8—下冲头 9—下模固定板 10—定位环 11—顶杆
如果无法利用设备上的顶出装置,或在设备上无顶出装置,则必须在模具结构上设置附加顶出机构,这在一些可分凹模模锻的模具上常常碰到。
模具顶出装置导向部分的间隙可参考模具导向部分的间隙值,在第8章还可以看到各种形式的顶出装置。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。