



1.可分凹模的设计要点
与整体凹模相比,除有利于变形金属的流动、便于取出锻件等共同点外,可分凹模的设计还需注意以下要点:
1)在凹模上必须设置分流腔或工艺补偿空间。在机械压力机上进行闭式模锻时,因压力机滑块工作行程固定,仅靠机身和模具的弹性变形即弹性退让,不可能满足坯料体积波动的要求,必须在模具上主要是在凹模上设置分流腔或工艺补偿空间。即使在行程不固定的螺旋压力机或液压机上进行闭式模锻时,为了保证锻件高度尺寸的精确,也必须对滑块工作行程严格地限位,因此,也应在凹模上设置分流腔,以便起到调节坯料体积波动和降低模膛内部压力的作用。
2)可分凹模的压紧力必须大于或等于模锻时变形金属在分模面上产生的张模力,防止变形金属流入分模面而形成飞边。
3)对于合模机构应进行运动与受力分析。运动分析是将合模机械与闭式模锻压力机的滑块作为一体进行运动规律与运动关系的分析,确保合模机构与压力机滑块运动的协调性,保证在模锻时,其动作顺序应是先使可分凹模闭合并压紧,然后冲头挤压坯料而模锻成形;模锻结束后,冲头首先退出复位,然后可分凹模张开。受力分析就是为合模机构的强度与刚度设计作准备。
4)对于需要两个或两个以上冲头的多向闭式模锻,当要求坯料由冲头自动对中定位时,首先使接触坯料的两个冲头(如图4-18中的冲头I和II)同步动作;当不能使坯料自动对中定位时,应在凹模中设有定位基准,避免在模锻时因坯料没有对中定位而发生一端充不满另一端有多余金属而产生飞边。
5)在满足工艺要求的前提下,模具结构力求简单可靠、便于操作、易于清除模膛中的氧化皮和润滑剂残渣。
6)合模机构上的运动副及凸、凹模工作部分尽量采用镶块结构,以便磨损或损坏后更换。
2.合模机构的结构形式[34]
根据图3-6所示可分凹模的三种基本形式,与之相应的合模机构主要有如图4-22所示的结构形式。
(1)水平可分凹模的合模机构 图4-22a、c、f均为水平合模机构,下面分别予以说明。
1)液压式合模机构。图4-22a所示为近年来主要采用的液压式合模机构原理图。它是将下半凹模3支承在液压缸活塞上并连接为一体,当压力机滑块带动上半凹模4下行至与下半凹模3接触形成完整的封闭模膛并一起继续向下移动时,上半凹模模膛底面相对于固定在压力机工作台上的冲头2作相对运动,迫使毛坯金属产生塑性变形而充满模膛,在整体凹模向下移动时,下半凹模通过活塞压缩缸中的油液而形成合模力,即通过闭压的方式形成合模力。而合模力的大小通过液压系统上的溢流阀来调节。这种合模机构结构较简单,使用可靠,适合于闭式冷锻。
2)机械式合模机构。图4-22c所示为一种括弧楔式机械合模机构。它是通过四组括弧模从相互垂直的四个方向将可分凹模夹紧和松开,运动关系准确,刚度高,闭式模锻结束时不会产生任何飞边,但结构复杂,设计与制造精度要求高,适合在机械压力机上进行闭式热锻或闭式温锻。
3)弹簧式合模机构。图4-22f所示为由弹簧压缩时产生合模力的一种合模机构。它可以分为螺旋圆柱形弹簧、碟形弹簧、螺旋圆柱形弹簧与碟形弹簧、氮气弹簧以及玻璃纤维酚醛塑料弹性元件等五种形式。前三种适合于温、热闭式模锻;后两种适合于闭式冷锻。这五种形式中,仅碟形弹簧和螺旋圆柱形弹簧与碟形弹簧组合两种形式可产生较大的合模力,其余三种产生的合模力都较小。
(2)垂直可分凹模的合模机构
1)锥面或斜面自锁式合模机构(见图4-22d)。利用左、右两半凹模模块背面的锥面或斜面与模座上相同锥角或斜角的锥面或斜面相配合。模锻时,垂直方向的作用力在锥面或斜面引起的水平方向的反向作用力将左、右两半凹模压紧,通过顶出装置实现两半凹模的闭合与张开。这种合模机构结构比较简单,工作可靠,可在多种压力机上使用,实现阶梯轴和弯杆类锻件的闭式模锻。
2)多连杆自锁式合模机构(见图4-22e)。左、右两半凹模背面同凹模座的左右两边均通过两个倾斜安置的连杆铰接,通过顶出装置的升与降实现两半凹模的闭合与张开。模锻时,通过垂直作用力的分力使连杆产生弹性压缩,而弹性压缩的反向水平分力将两半凹模压紧。这种合模机构适合于安装在机械压力机上使用,实现管接头和小型枝叉类锻件闭式挤压模锻。
(3)浮动凹模模底 图4-22b所示的浮动模底2,根据获得合模锻件高度尺寸来设定浮动模底的闭压力,当坯料体积偏大时,浮动凹模模底向下移动而使锻件高度产生正偏差。这属于一种特定的多余金属分流方法。
3.常用合模机构的设计与计算
(1)合模压紧力的计算 在闭式模锻时,为了防止毛坯金属挤入可分凹模的分模面形成飞边,合模机构应该具有足够的刚度和压紧力。可分凹模闭式模锻原理如图4-23所示。
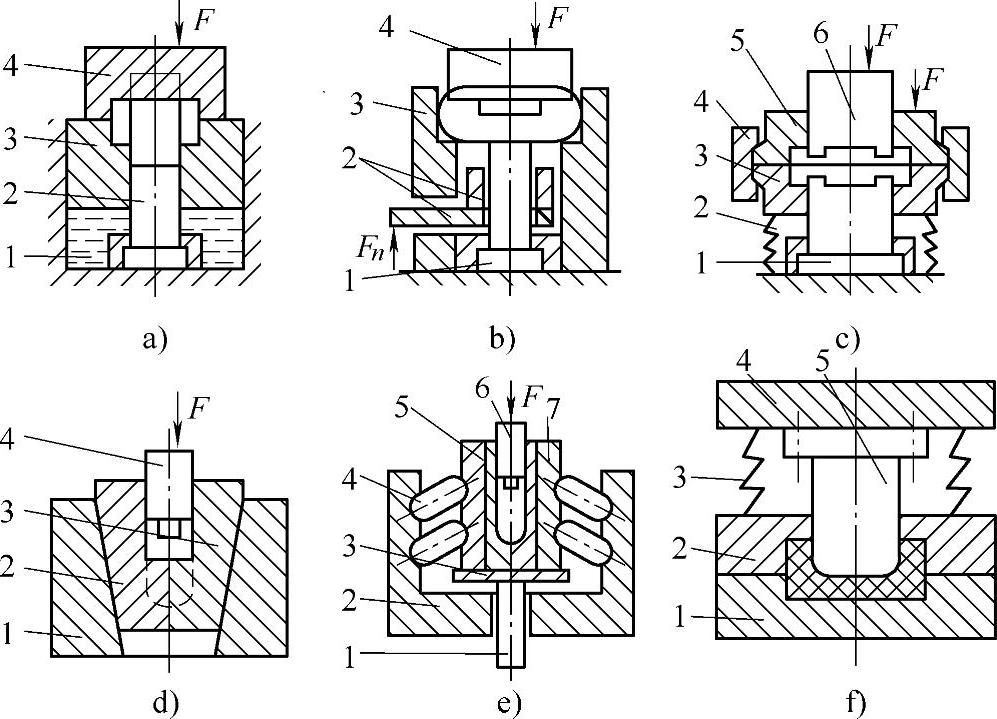
图4-22 合模机构的结构形式
a)液压式合模机构
1—液压缸 2—冲头 3—下半凹模 4—上半凹模
b)浮动凹模模底
1—冲头 2—浮动模底 3—凹模筒 4—凸模
c)括弧楔式机械合模机构
1—冲头 2—弹簧 3—下半凹模 4—括弧楔 5—上半凹模 6—凸模
d)锥(斜)面自锁式合模机构
1—模底 2—左半凹模 3—右半凹模 4—冲头
e)多连杆自锁式合模机构
1—顶杆 2—模座 3—托板 4—连杆 5—左半凹模 6—冲头 7—右半凹模
f)弹簧式合模机构
1—下半凹模 2—上半凹模 3—弹簧 4—上模板 5—冲头
根据帕斯卡原理,闭式模锻时作用于凹模模膛表面和冲头端面上的单位压力相等,其压紧力P1可按式(4-12)计算:
P1/F1≥Pn/Fn (4-12)
式中 P1——凹模压紧力(N);
Pn——冲头作用力(N);
F1——锻件在可分凹模分模面上的投影面积(mm2);
Fn——冲头横截面积(mm2)。
(2)合模机构的结构设计 选择最为常用的水平可分凹模和垂直可分凹模,如图4-22a、f和d所示三种形式的合模机构,对其结构的设计与计算分析介绍如下。其余形式的结构设计将在第8章相应的实例中进行介绍。

图4-23 可分凹模闭式模锻原理图
1—下凹模 2—冲头 3—上凹模
1)液压合模机构[36]。图4-24所示为一种带有液压闭式合模力的浮动凹模模具装置。由图可知,该模具由通用模架、闭压液压缸系统、冲头座及上凹模座四部分组成。通用模架由下模板1、上模板11、导套10、导柱4组成;闭压液压缸系统由缸体3、环形活塞22、支柱导向板(底板)21、支柱20、缸筒18、浮动凹模座17等组成;冲头座由支柱导向板(底板)21、小顶杆6等组成;上凹模座由座圈13、垫板12、固定环9等组成。此外,下顶出机构由大顶杆5、小顶杆6和凹模芯7组成。冲头8被固定在支柱导向板(底板)21上,下凹模15固定在浮动凹模座17上,上凹模14固定在座圈13内。缸体3同下模板1通过垫块2定位。
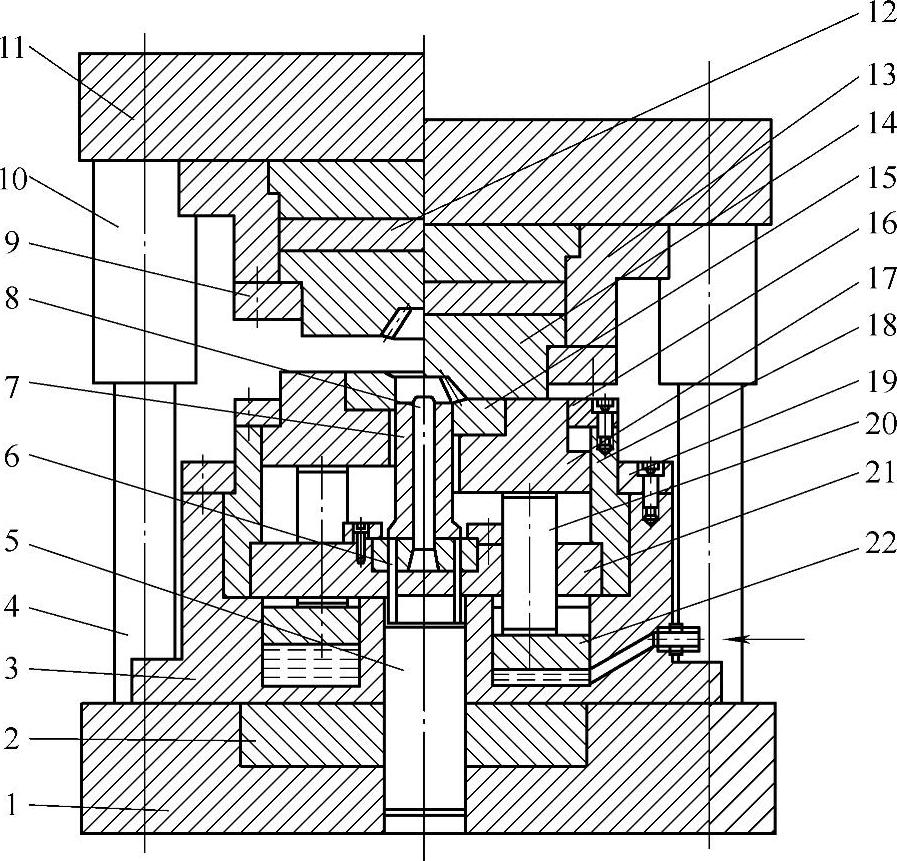
图4-24 一种带有液压闭式合模力的浮动凹模模具装置
1—下模板 2—垫块 3—缸体 4—导柱 5—大顶杆 6—小顶杆 7—凹模芯 8—冲头 9—固定环 10—导套 11—上模板 12—垫板 13—座圈 14—上凹模 15—下凹模 16—限位圈 17—浮动凹模座 18—缸筒 19—固定环 20—支柱 21—支柱导向板(底板) 22—环形活塞
其工作过程是:当上凹模及上模板随压力板滑块处于上死点时,压力油通过进油口(箭头方向)进入到环形活塞的下腔,将浮动的下凹模托起到上限位置(左边图示),将坯料置于由浮动下凹模和固定的凹模芯顶端所形成的料筒内。开动压力机,上凹模随压力机滑块下行,与固定的凹模接触形成具有锥齿轮封闭模膛的整体凹模。整体凹模随压力机滑块继续下行,与固定的凹模芯及冲头作相对运动,迫使坯料产生塑性变形,充填封闭凹模模膛而成形为锥齿轮精密锻件。当上凹模随压力机滑块回程到上死点时,即可取出锻件,若锻件卡在下凹模模膛中,则可通过下顶出机构将其顶出。
上、下凹模的合模力由环形活塞下腔的闭压油产生,其大小通过系统上的溢流阀调节。
通过模架与凹模浮动系统构成的专用液压模架的设计要点:
①闭压液压缸即缸筒内径由所需的合模力与闭压排油系统的油压确定,可按式(4-13)计算:

式中 d——液压缸内径(mm);
F——合模力(N);
P——油压(Mpa)。
②浮动凹模行程,即浮动凹模座17的移动距离应大于或等于由坯料闭式模锻成形为锥齿轮精密件时其塑性变形的行程。
③导向精度要高,必须确保导柱导套间的导向精度高于浮动凹模座17同缸筒内壁间的导向精度,以确保闭式冷精锻过程中浮动凹模运动的平稳性和上、下凹模的精度(即使上、下凹模无错移)。
④尽可能减小浮动凹模与下模板的组合高度,尤其是应减小凹模芯7和冲头8的高度,以减少乃至避免这两个零件在闭式模锻过程中发生弯曲或镦粗。
液压合模机构的另一种结构形式是:将若干个小型柱塞活塞缸均匀对称分布,缸底同上模板连接,柱塞同上半凹模连接。其设计计算方法与上述方法相同。
2)螺旋圆柱形弹簧与碟形弹簧合模结构(见图4-25)。图4-25所示的可分凹模由上、中、下三部分组成。中间板5上固定有上半凹模6,下半凹模16固定在下模板2上,冲头9固定在上模板13上。中间板5经拉杆7与上模板13相连。螺钉4穿过弹簧3与托板1相连,托板1通过四根小圆柱支承在压缩气(油)缸活塞上。下模板2安装在曲柄压力机的工作台上,而上模板13固定在压力机的滑块上。中间板与上模板通过导柱8导向。弹簧3起缓冲作用。
模锻时,加热好的棒料毛坯从中间板的中心孔中垂直立于下半凹模的模膛中。当压力机滑块下行时,上模板首先通过弹簧10、3将中间板压紧在下模板2上,使两半凹模闭合。随着滑块继续下行,冲头挤压毛坯,随着变形阻力的增大,合模力越来越大,直至变形结束。当滑块回程时,随之通过拉杆带动中间板使上半凹模与下半凹模脱开,同时由于弹簧10、3的伸张作用使冲头与上半凹模脱开,由顶出杆从下半凹模可顶出锻件。

图4-25 螺旋圆柱形弹簧与碟形弹簧合模结构
1—托板 2—下模板 3、10—弹簧 4—螺钉 5—中间板 6、16—上、下半凹模 7—拉杆 8—导柱 9—冲头 11—套筒 12—碟形弹簧 13—上模板 14—弹簧垫 15—凹模固定圈 17—支座 18—顶杆
十字轴模膛的四个端部开有余料分流孔。当坯料为正偏差时,变形金属充满模膛后,多余金属从分流孔中挤出。(https://www.xing528.com)
这种结构的模具,其合模力来自螺旋圆柱形弹簧和碟形弹簧的压缩作用。由于受结构空间的限制,所能安置弹簧的数量及大小有限,一般只限于500~600kN的合模力,故只适于模锻小型十字轴和三销轴。
3)碟形弹簧合模结构。图4-26所示为碟形弹簧合模机构,是用于十字轴闭式模锻的浮动下凹模的可分凹模模具。上半凹模11用楔铁13固定在上垫板14上。模套6用楔铁4固定在下垫板2上。下半凹模8和碟形弹簧7通过环形圈10闭锁在模套6的内腔。在挤压模锻过程中,由碟形弹簧7压紧凹模。位于模套中的冲头5,其上端进入下半凹模的模孔,而下端进入模套的中心孔。如果锻件卡在下模的模膛内,冲头同时还起顶杆的作用。为了从上模中取出锻件,设置了上顶杆12。
将加热好的坯料置于下半凹模模膛中,冲头的上端。当机械压力机的滑块向下运动时,上半凹模与下半凹模接触并向下移动,压缩碟形弹簧。两半凹模以闭合状态向下移动,并由冲头5来挤压坯料。这样,从两半凹模闭合直到挤压模锻终了,凹模的压紧力逐渐上升,至挤压结束时达到最大值,即当两半凹模的张模力达到最大为止。当滑块回程时,推杆3推动冲头5,后者将锻件顶到下模膛之上,以便从挤锻区中将它取出。然后上顶杆12、推杆16和推杆3在弹簧17和19的作用下返回到原位。下垫板2和上垫板14用楔铁18和20分别固定在下底板1和上底板15上,两底板用导柱套导向。
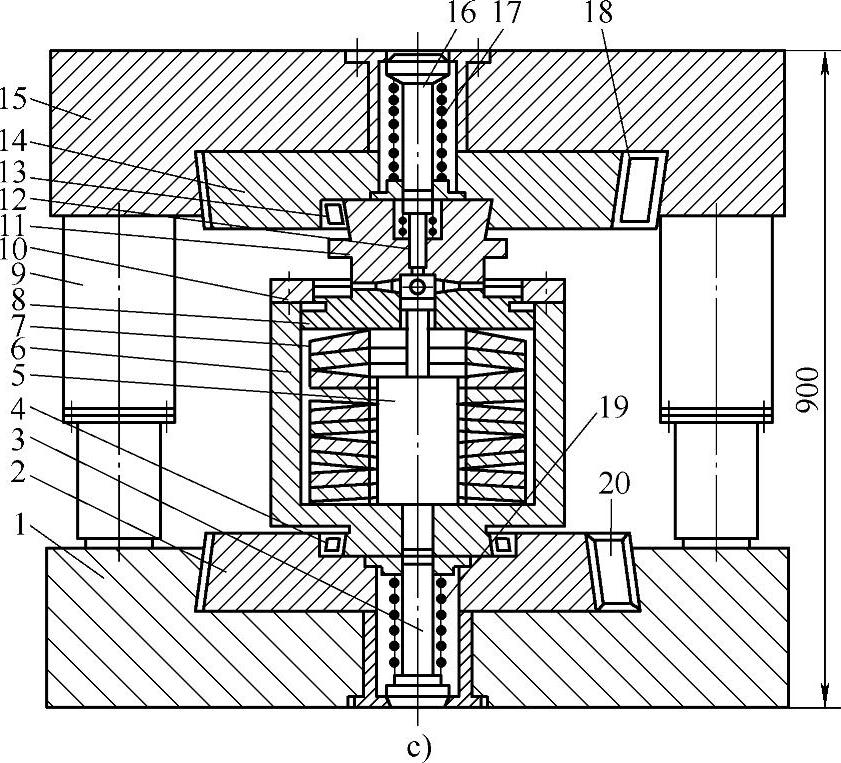
图4-26 碟形弹簧合模机构
1—下底板 2—下垫板 3、16—推杆 4、13、18、20—楔铁 5—冲头 6—模套 7—碟形弹簧 8—下半凹模 9—导套 10—环形圈 11—上半凹模 12—上顶杆 14—上垫板 15—上底板 17、19—弹簧
这种模具结构能保证两半凹模自动闭合和脱开,并在坯料的整个变形过程中可靠地压紧两半凹模。为了排出多余金属以及准确充满难以充满的型腔,在凹模中设有锥形余料腔,以保证流入余料腔的变形金属具有较高的阻力。
坯料通过感应加热。采用这种结构的可分凹模模具,在25000kN热模锻压力机上一步锻成。直径为238mm的一组碟形弹簧随着滑块行程的变化而产生对凹模的压紧力为1100~1450kN。
这种结构比前一种结构简单,产生的合模力要大得多。因为碟形弹簧的压缩行程不大,故只适于中间为肥大的圆形、四周较短的差速器十字轴见图4-27b的闭式模锻。
弹簧技术参数的计算方法如下:
对于图4-25所示的水平可分凹模螺旋圆柱形弹簧及碟形弹簧的计算思路为:因为螺旋圆柱形弹簧压缩行程较大而压力小,碟形弹簧压缩行程小而压力较大,故将两者相结合使用。由十字轴可分凹模挤压力P与张模力Q—行程曲线(见图4-27c)可知,张模力仅在模膛完全充满、多余金属分流时才表现出来,因此,螺旋圆柱形弹簧的压缩行程应等于十字轴锻件闭式模锻的塑性变形过程,碟形弹簧的压缩行程只需等于多余金属分流时对应的塑性变形行程,合模力应等于或大于多余金属分流时的张模力Q。由此首先计算出螺旋形圆柱弹簧最大工作负荷和最大压缩工作变形量,进而根据模具结构的允许空间计算出弹簧的个数、每个弹簧的直径(内、中、外)、节距、圈数及自由高度;然后计算出碟形弹簧的最大工作负荷和最大压缩工作变形量;最后根据螺旋圆柱形弹簧的内径计算出碟形弹簧的板厚、内径、单个弹簧的自由高度、层数及直列组合弹簧的自由高度等尺寸。
对于图4-28所示的水平可分凹模碟形弹簧的计算:这种结构仅有一叠碟形弹簧,因此只需根据合模力和变形行程计算碟形弹簧的内、外直径,单片弹簧的厚度、自由高度以及刚度和总的个数等。
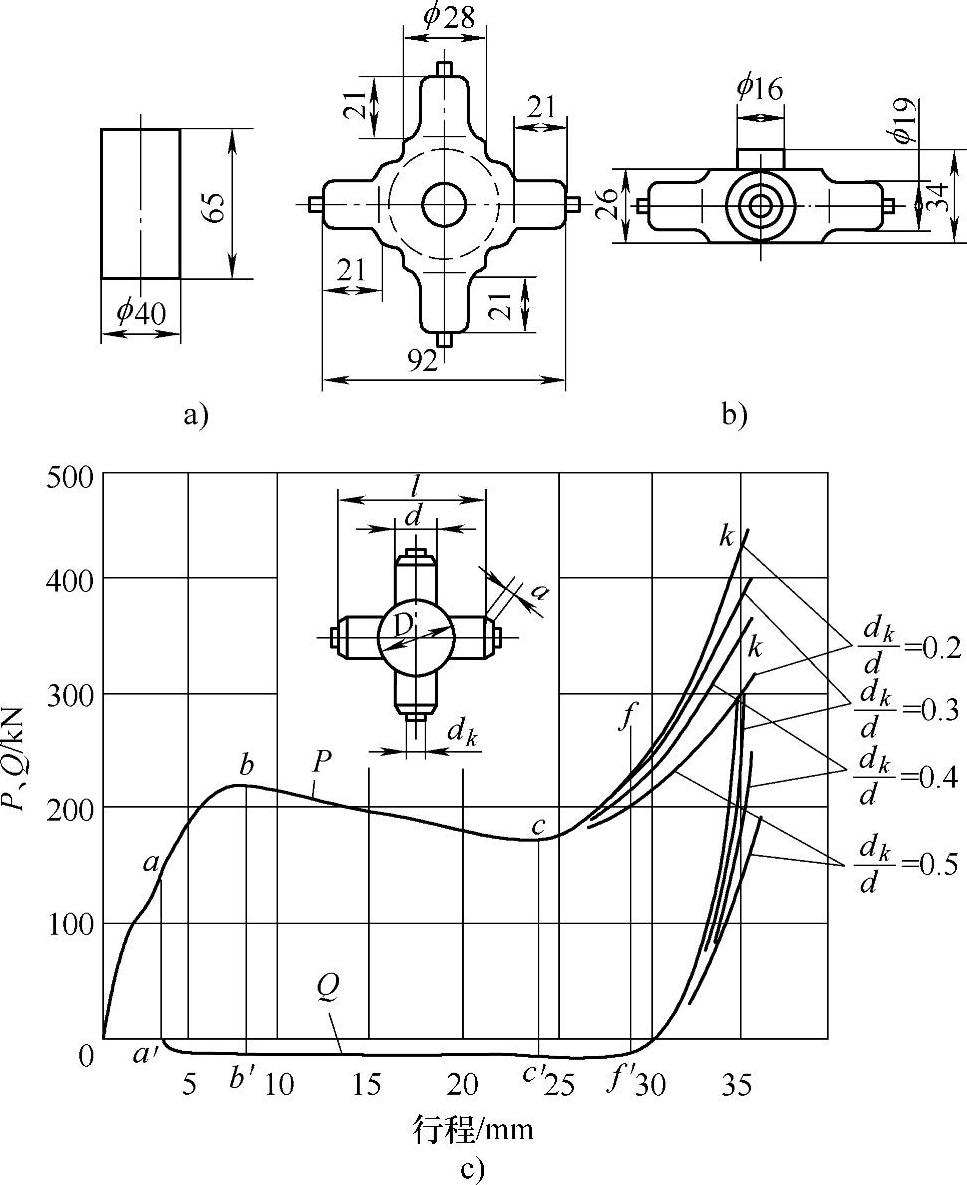
图4-27 差速器十字轴闭式模锻工艺及挤压力P、张模力Q—行程曲线
a)坯料 b)锻件 c)P、Q—行程曲线
碟形弹簧技术参数的具体计算内容及过程如下:
①第一步:确定合模力P合及碟形弹簧最大工作负荷P
P合=p合A (4-14)
式中 p合——单位合模力(MPa),根据可分凹模闭式模锻的经验,可取p合=(0.8~1.0)p,p为单位变形力,可按理论公式或经验公式计算;
A——锻件水平投影面积(mm2), ,A总为锻件总的水平投影面积(mm2),d为冲头直径(mm)。
,A总为锻件总的水平投影面积(mm2),d为冲头直径(mm)。

图4-28 碟形弹簧结构
P≥P合 (4-15)
②第二步:确定碟形弹簧在闭式模锻时的工作变形量F
F=H0-h0
式中 H0——坯料高度(mm);
h0——锻件高度(mm)。
③第三步:确定碟形弹簧的尺寸(见图4-28)及个数
由碟形弹簧的最大工作负荷P的计算公式p 得
得

由碟形弹簧在最大工作负荷下变形量的计算公式f 得
得

式中 S——碟形弹簧的板厚(mm);
D——碟形弹簧的外径(mm);
f——单片碟簧的变形量(mm);
[σ]——碟形弹簧材料的许用应力(MPa),常用材料是60Si2Mn,其许用应力[σ]=1500MPa;
α、β——系数,根据d/D之值查机械零件设计手册的相关表格,d为碟形弹簧内径(mm)。
④第四步:计算所需弹簧层数n(一层为两个碟形弹簧对向组合)及直列组合弹簧的几何尺寸。
直列组合弹簧的层数为

单个弹簧的自由高度为

为满足闭式模锻件的成形行程,所需直列组合弹簧的自由高度为

4)斜面自锁式合模机构。斜面自锁式合模机构的工作原理、特点及适用范围在前面已有叙述,此处仅进行受力分析,以便进行结构设计。
斜面自锁式合模机构在模锻时的受力分析如图4-29所示。坯料在力P0的作用下产生镦粗反挤和分流劈叉式挤压变形。变形金属力图使两半凹模张开,作用于两半凹模模膛表面上的张模力P1通过背面为斜面的模块传递到带有相同斜面的模座上。根据闭式模锻的特点,可假设变形金属作用于凹模模膛表面和冲头端部上的单位压力相等,于是有以下关系:
A1
P1=P0 (4-21)
A0
A2
P2=P0 (4-22)
A0
式中 P0——作用于冲头端面上的变形抗力(N);
P1——作用于凹模模膛在垂直方向的力,即张模力(N);
P2——作用于凹模模膛在水平方向的力(N);
A0——冲头横截面积(mm2);
A1——凹模模膛在垂直方向的投影面积(mm2);
A2——凹模模膛在水平方向的投影面积(mm2)。
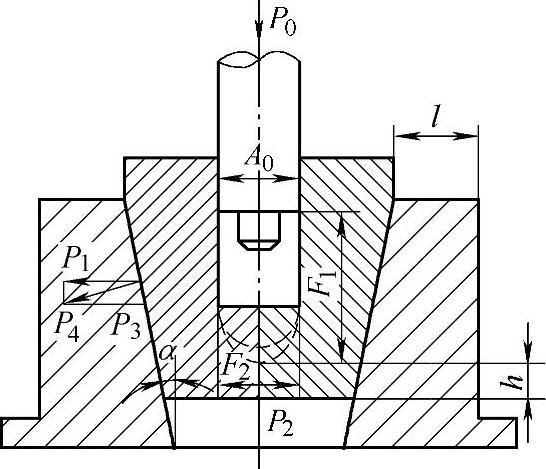
图4-29 斜面自锁式合模机构在模锻时的受力分析
对于给定的锻件,P0可用2.5节中相应的理论计算公式或经验公式计算。一般情况下,由于A1>A0,A2≥A0,所以有P1>P0,P2≥P0。
由此可见,这种合模机构在闭式模锻时会产生很大的张模力。因此,设计时必须保证带内斜面的模座有足够的强度和刚度,即在保证不破裂的同时,还应使其在模锻时的弹性变形小,以减小或消除飞边的形成。模膛底到镶块底面间也应有足够的厚度。设计时,模座壁厚可按厚壁筒理论计算,同时考虑由于斜面造成的壁厚不均的影响。
图4-30为这种可分凹模模锻时,冲头作用力P0、模座所受水平分力P1及垂直分力P3和锥角α间的关系曲线。由曲线可以看出:随着锥角α由15°增大至25°,当变形力P0增大时,水平分力P1和垂直分力P3也增大;当α进一步增大时,三个力都下降;当α=45°时,三个力大约相等。当α=15°时,可分凹模沿模座内斜面自动贴合情况最佳。但若取α=15°,则两半凹模分模时张开角度小,取出锻件困难,此时只有加大顶出行程,才能增大张开角,但顶出装置的顶出行程往往受到限制,或顶出行程过大影响生产率,因此,设计时α可在15°~30°的范围内选取。

图4-30 冲头作用力P0、水平分力(张模力)P1及垂直分力P3和锥角α间的关系曲线
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。