



如前所述,一般中小型件的闭式模锻多为精密模锻,即使大型锻件的闭式模锻,为减少变形金属在封闭模膛中流动的阻力,也要求坯料表面光滑。因此,消除坯料和锻件表面的氧化皮是很重要的。
(1)坯料的清理 常用的消除坯料表面氧化皮的方法有酸洗、干法滚筒清理、车削或无心磨削等。
干法滚筒清理是在转动的滚筒中(一般滚筒直径为ϕ500~600mm,转速为30~50r/min),利用坯料的互相碰撞和锯木屑等与坯料的摩擦作用,使氧化皮脱落。通常,坯料与锯木屑装入量的体积比为4∶1~5∶1,总装载量约占滚筒容积的3/4。滚筒清理成本低,能全部消除表面的氧化皮,坯料的棱角被磨钝,有利于模锻。
如需同时清除坯料表面的氧化皮和脱碳层,则需采用车削或无心磨削剥去坯料表皮。但车削和磨削成本较高,只有当少氧化无氧化加热能保证锻件的脱碳深度要求和锻件主要部分不必再经过切削加工时,才采用这种清理方法。
为适应自动化生产线上连续操作的要求,可在闭式模锻前增加一道镦粗工步,通过镦精变形将坯料表面的氧化发生碎裂而得到清理。
(2)锻件的清理 闭式模锻的清理包括两项内容:一是切掉小飞边、二是清理氧化皮。闭式模锻件往往在分模面上带有一定宽度的薄飞边,这对后续切削加工十分不利,必须采用类似于板料冲裁模的切边模切掉。清除锻件氧化皮的方法一般采用酸洗、干法滚筒清理、湿法滚筒清理、喷砂或喷丸等。
干法滚筒清理会引起锻件变形,特别是细长和薄壁件容易变形和碰伤。干法清理后的锻件,一般需进行校正。(https://www.xing528.com)
湿法滚筒清理是在滚筒内用液体和磨料组成的研磨剂与锻件一起滚动而清理锻件表面的氧化皮。湿法清理的锻件表面非常光洁,相当于研磨,而且成本不高。与干法滚筒清理相似,清理时锻件会发生变形和尖角被磨钝。
采用喷砂和喷丸清理,可避免锻件变形,还能提高锻件表面的硬度,一般在0.3mm的深度内硬度可提高30%~40%。
对于较重要的锻件要用酸洗清理。酸洗的优点是不会使锻件变形,并能显露锻件表面的裂纹。但酸洗废液是有害物质,会造成环境污染,所以必须对酸洗废液进行净化处理,以保护环境。
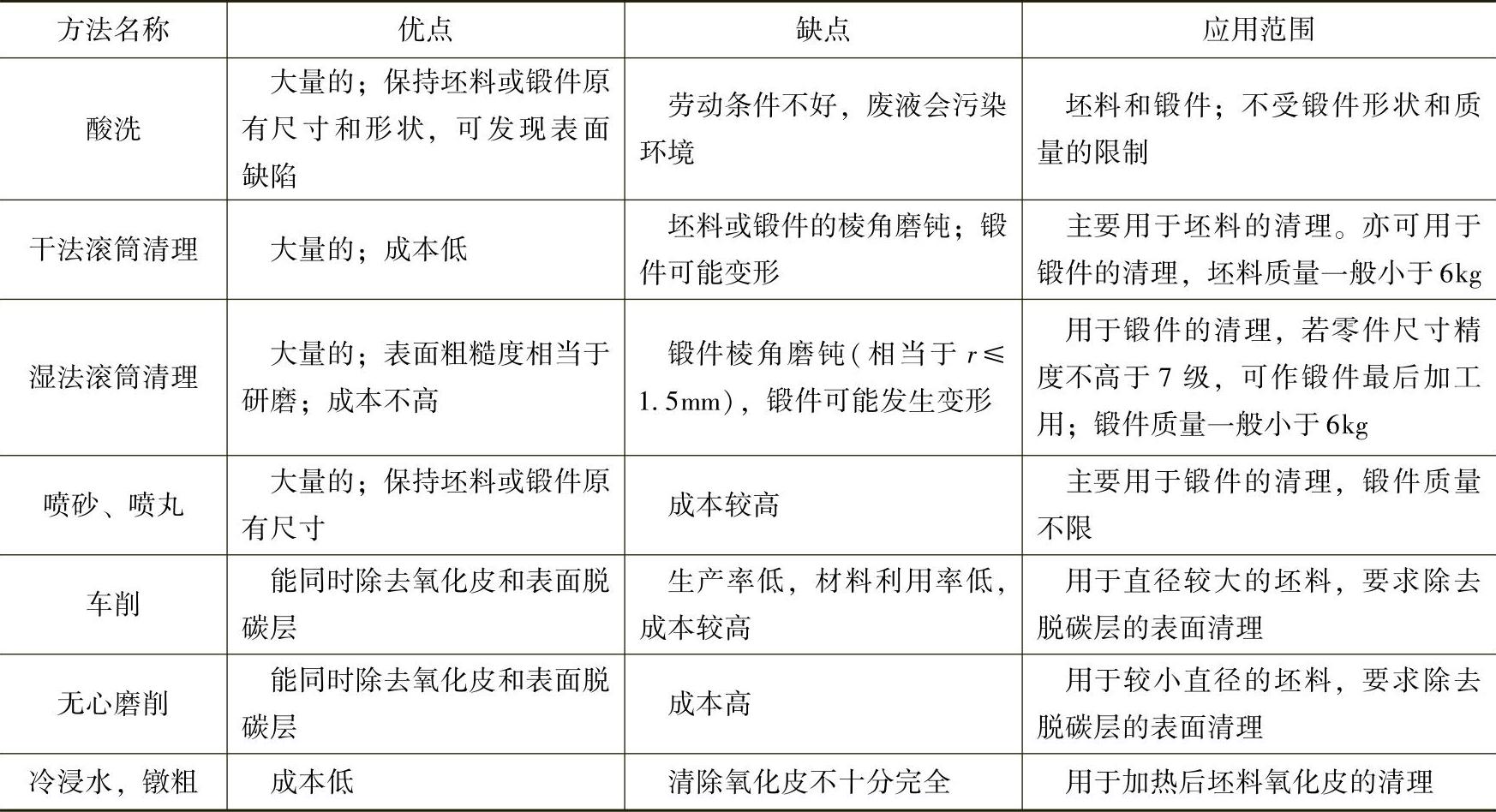
各种常用坯料和锻件氧化皮的清理方法的比较和应用范围如表3-25所示。
表3-25 各种常用坯料和锻件氧化皮的清理方法的比较和应用范围
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。