



【摘要】:镦粗式闭式模锻也称闭式镦粗,其变形过程可以分为三个阶段:开式镦粗阶段、充满角隙阶段和挤出端部飞边阶段。飞边不仅增大了能量消耗,而且会加速模具的磨损,因此镦粗式闭式模锻的最佳模锻力应是指最难成形的圆角充满后模锻过程立即停止时的力。因此,闭式模锻的第三阶段往往又是不可避免而又不可缺少的。
镦粗式闭式模锻也称闭式镦粗,其变形过程可以分为三个阶段(见图2-6):开式镦粗阶段、充满角隙阶段和挤出端部飞边阶段。
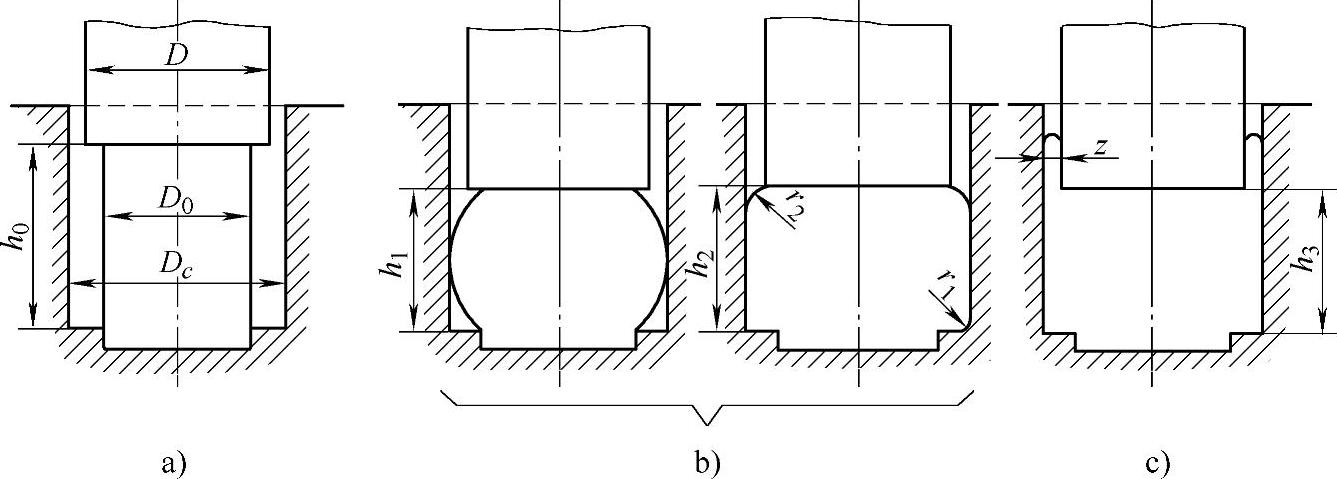
图2-6 闭式镦粗时充满模膛的三个阶段
a)开式镦粗阶段 b)充满角隙阶段 c)挤出端部飞边阶段(https://www.xing528.com)
(1)开式镦粗阶段(见图2-6a) 开式镦粗即为自由镦粗,从坯料与冲头或上模膛表面接触开始到坯料金属与模膛(最宽处)的侧壁接触为止。与开式镦粗一样,闭式镦粗也分整体闭式镦粗和局部闭式镦粗两类。前者都是以坯料外径定位,而后者都是以坯料的不变形部分定位。
(2)充满角隙阶段(见图2-6b) 即从毛坯的鼓形侧面与凹模侧壁接触开始,到整个侧表面与模壁贴合且模膛角隙完全充满为止。在这一阶段中,变形金属的流动受到模壁的阻碍,变形金属各部分处于不同的三向压应力状态。随着毛坯变形程度的增加,模壁承受的侧向压力逐渐增大,直到模膛完全充满。
(3)挤出端部飞边阶段(见图2-6c) 即充满模膛后的多余金属在继续增大的压力作用下被挤入凸、凹模之间的间隙中,形成环形纵向飞边。飞边不仅增大了能量消耗,而且会加速模具的磨损,因此镦粗式闭式模锻的最佳模锻力应是指最难成形的圆角充满后模锻过程立即停止时的力。但是,对于形状特别复杂的闭式模锻件,某些角部在变形的第二阶段结束时不能完全充满,而需要继续加大压力,在凸、凹模间形成端部环形纵向飞边,才能把金属挤入未充满的角隙,得到合格的锻件。其次,当坯料尺寸偏差较大时,多余金属也只有挤进凸、凹模间的间隙才能达到锻件所要求的尺寸。因此,闭式模锻的第三阶段往往又是不可避免而又不可缺少的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。