



1.基本方法编程实例
例3-1如图3-46所示为一下料系统,系统由3条皮带机、一台卸料电动机、一台振打电动机及一个料位组成。其中,皮带机分由一级、二级、三级皮带组成,分别用M1、M2、M3代表;卸料电动机为M4,振打电动机为M5。控制要求如下:
①当按下开始卸料按钮SB1时,系统开始卸料。动作为:一级皮带机M1立刻启动,M1启动10s后;二级皮带机M2启动,M2启动10s后;三级皮带机M3启动,M3启动10s后;卸料电动机M4启动,完成启动。
②当按下停止按钮SB2或料仓的料低至低料位LS1时,系统停止。停止顺序为:卸料电动机M4立刻停止,M4停止10s后;三级皮带机M3停止,M3停止10s后;二级皮带机M2停止,M2停止10s后;一级皮带机M1停止,完成停止。
③振打电动机M5动作为:只要卸料电动机运行,振打电动机M5就每隔60s运行5s停止。
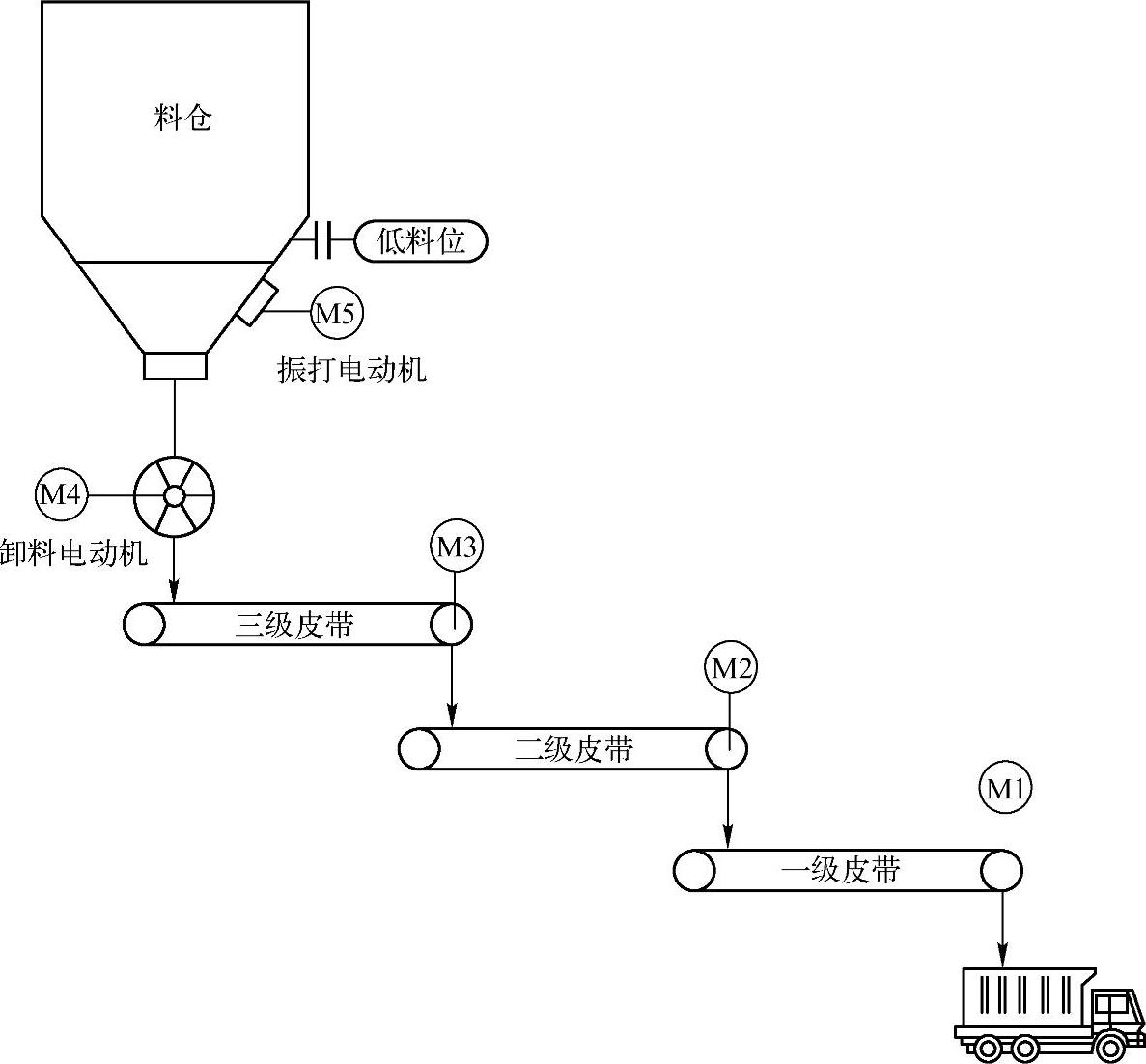
图3-46 下料系统布置图
(1)PLC接线图
PLC接线图如图3-47所示。五台电动机的主回路接线图均相同,图中的“KA*、KM*”的“*”表示1~5,分别表示控制M1~M5电动机的中间继电器、接触器。接触器本身带常开辅助触点,接触器主触点吸合,其常开辅助触点在主触点的带动下也吸合,故取接触器的辅助常开触点为电动机的运行信号。
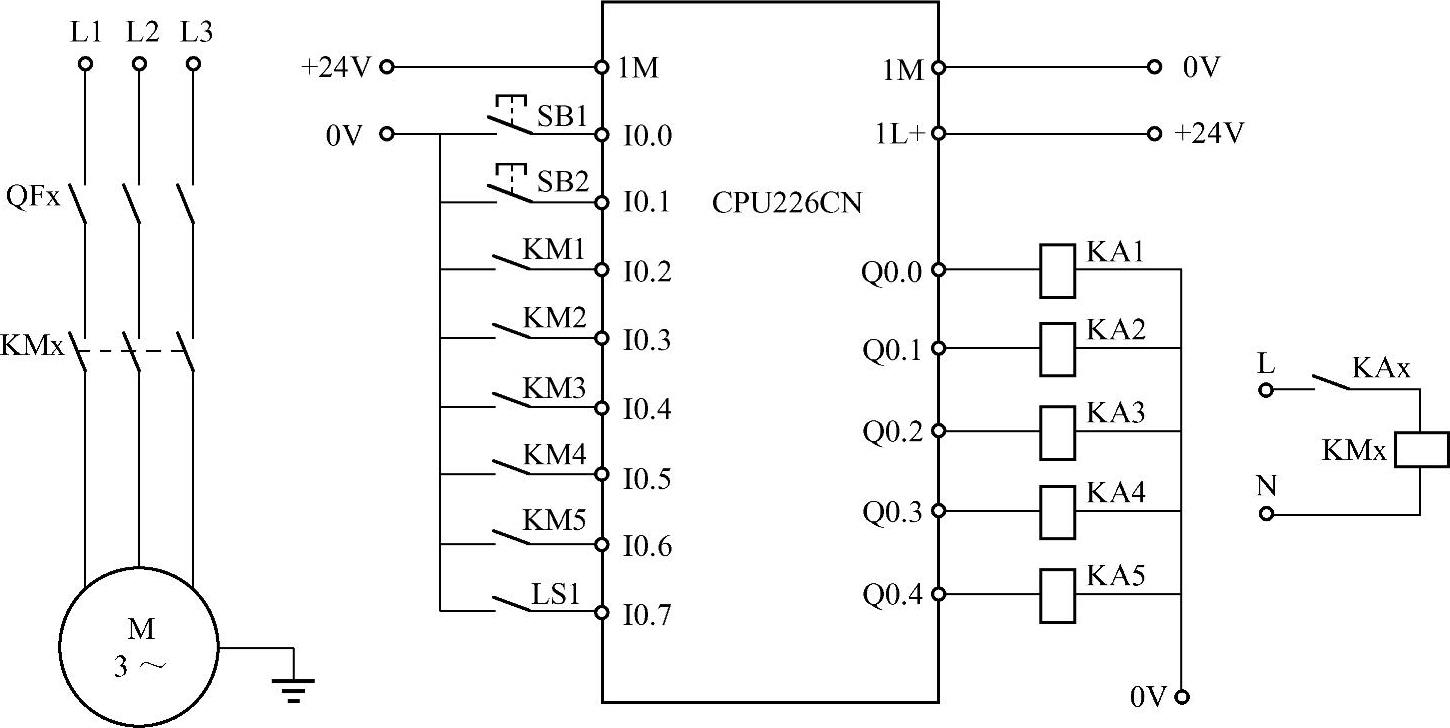
图3-47 PLC接线图
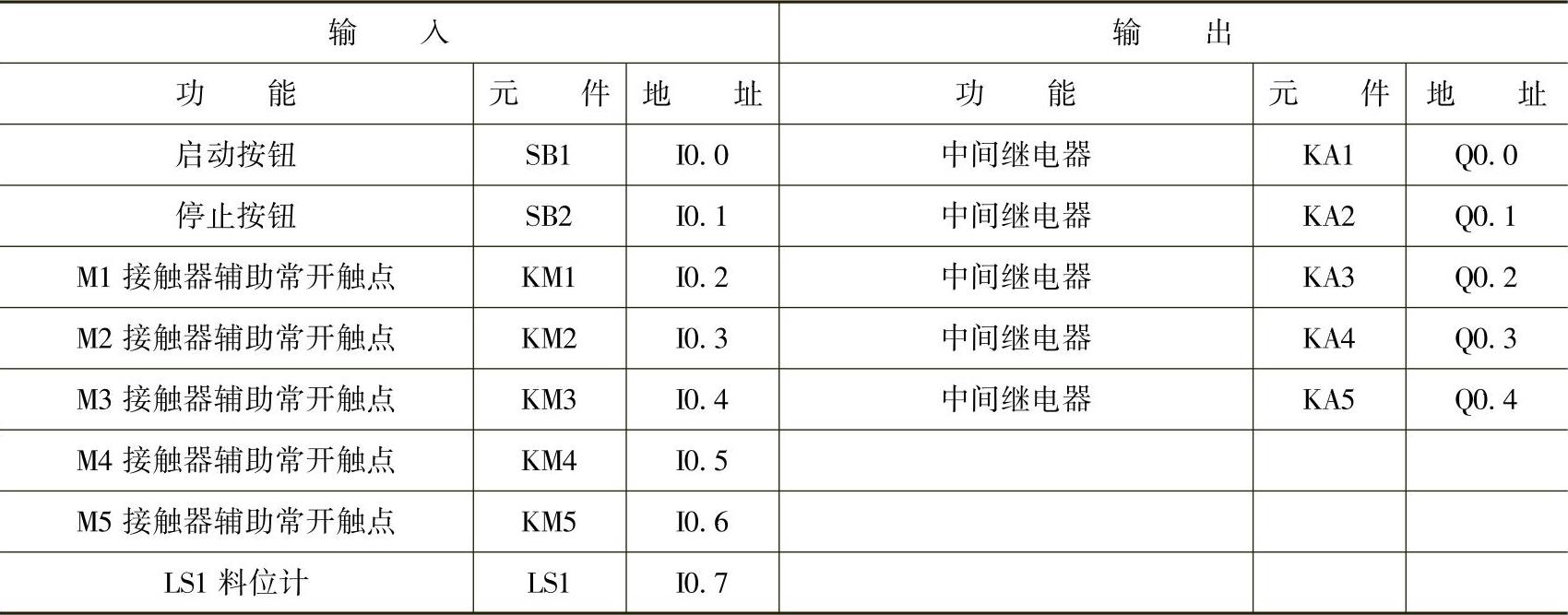
(2)I/O分配表
其I/O分配表见表3-15。
表3-15 I/O分配表
(3)编写梯形图
其梯形图如图3-48所示。
2.调用子程序方法编程实例
所谓“一万个人就有一万种程序”,每个人的编程思路都不一样,所以对于同样一种的控制要求,不同的人所编写的程序就会不同。对于例3-1的编程方法与编程思路,方法可以有许多种,下面介绍调用子程序方法来实现程序的编写。虽然用子程序编写本例程序,不一定是最简洁的,但通过子程序的编写可以很好地理解程序的组成结构,为以后学习S7-300 PLC编程打下很好的基础。控制要求、PLC接线图以及I/O分配表均同上。(https://www.xing528.com)
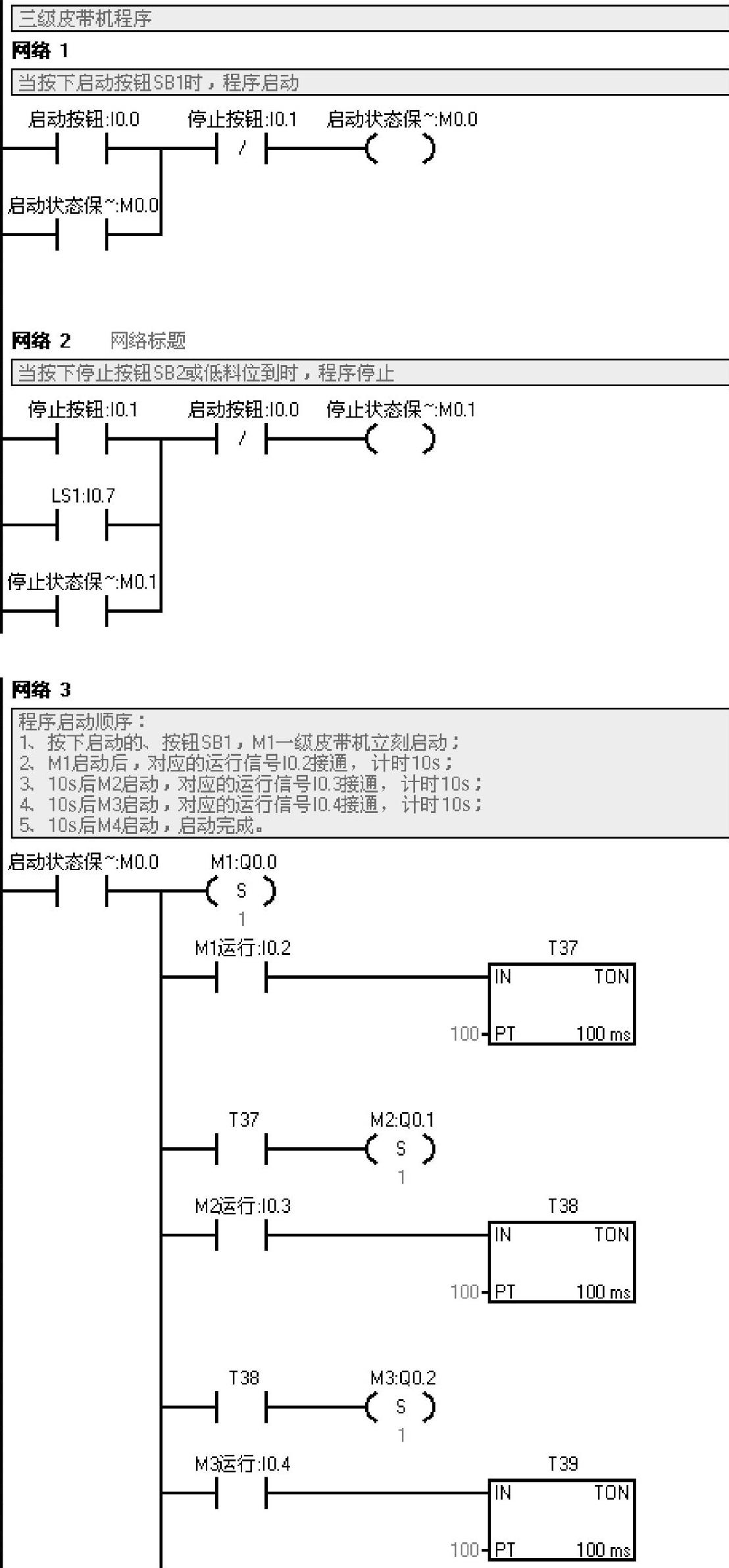
图3-48 梯形图
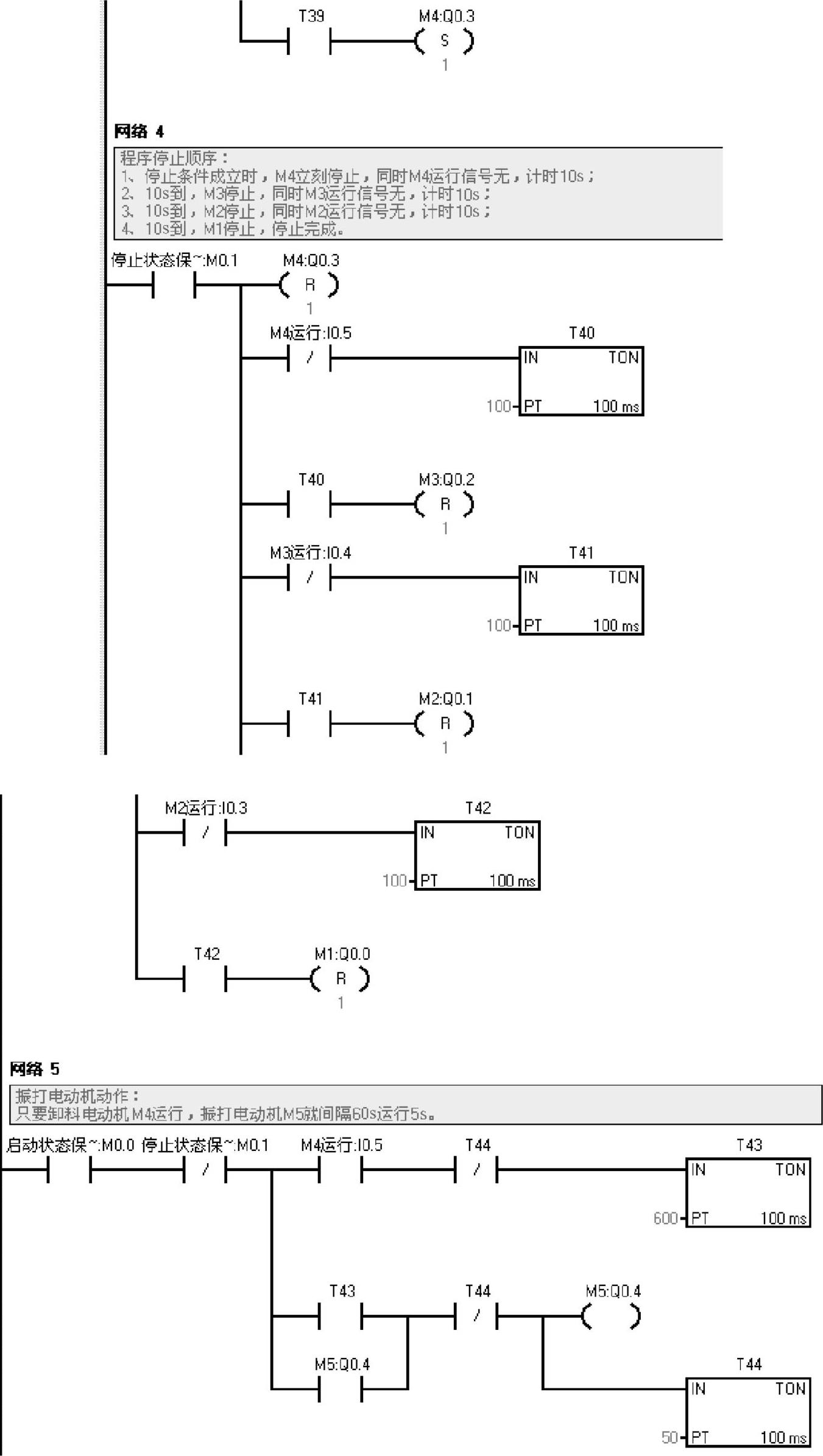
图3-48 梯形图(续)
1)编写子程序块。本例中的皮带电动机与卸料电动机控制相同,编写一个子程序;振打电动机一个子程序,如图3-49、图3-50所示。
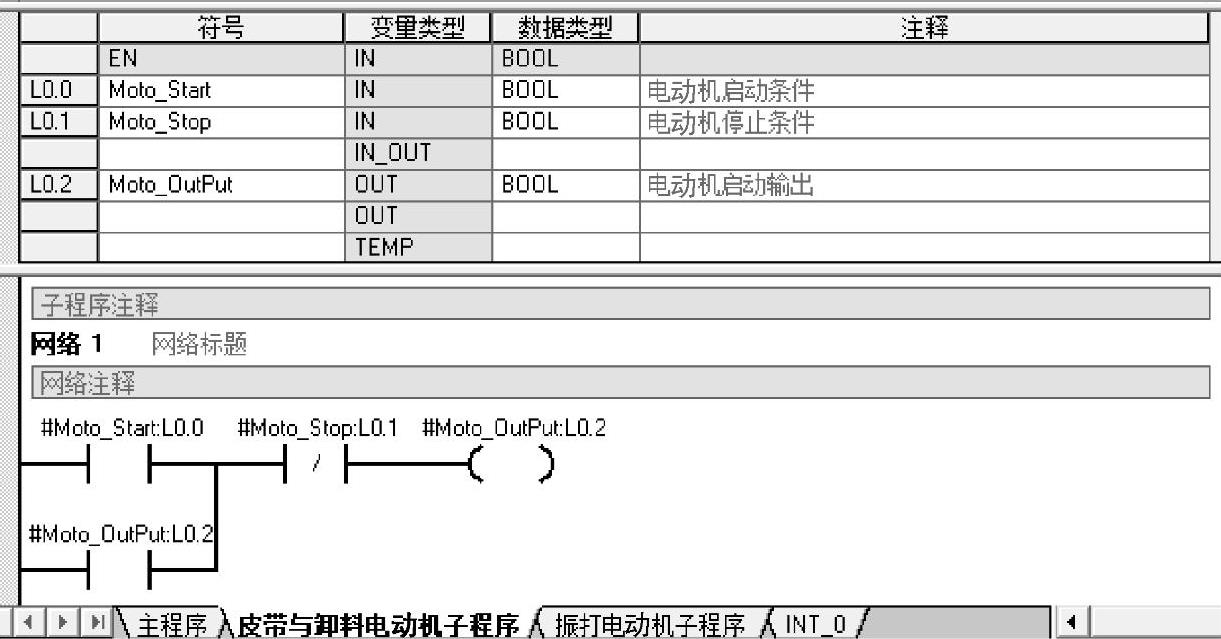
图3-49 皮带与卸料电动机子程序
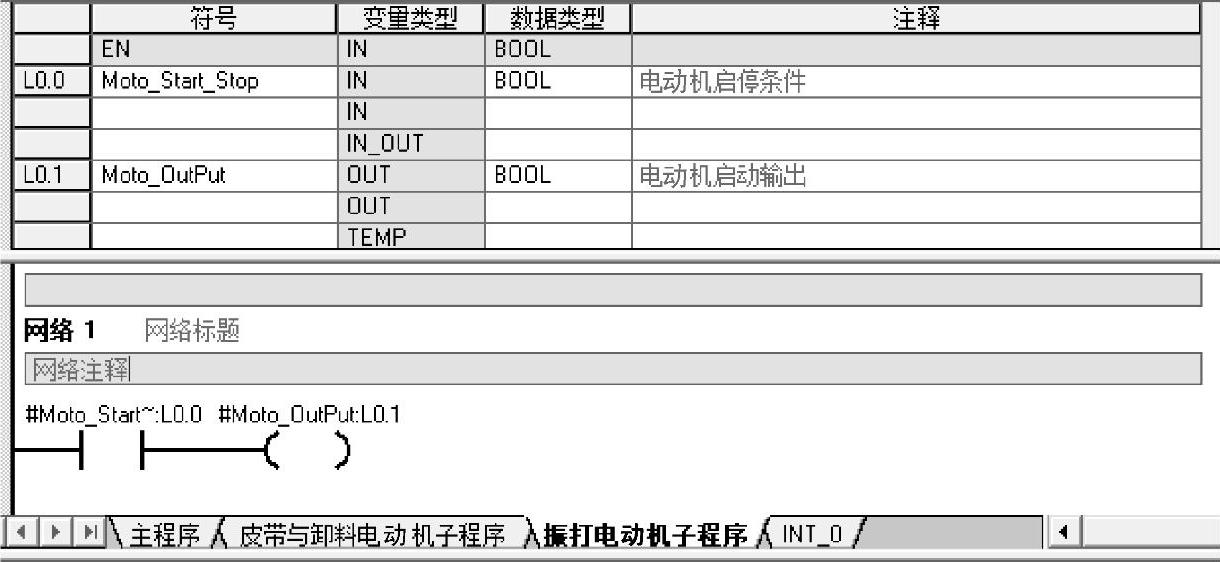
图3-50 振打电动机子程序
2)编写完子程序后,在指令树下面的“调用子程序”中直接生成子程序,如图3-51所示。
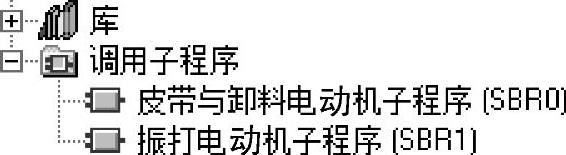
图3-51 生成子程序
3)在主程序中调用所编写的子程序,如图3-52所示。
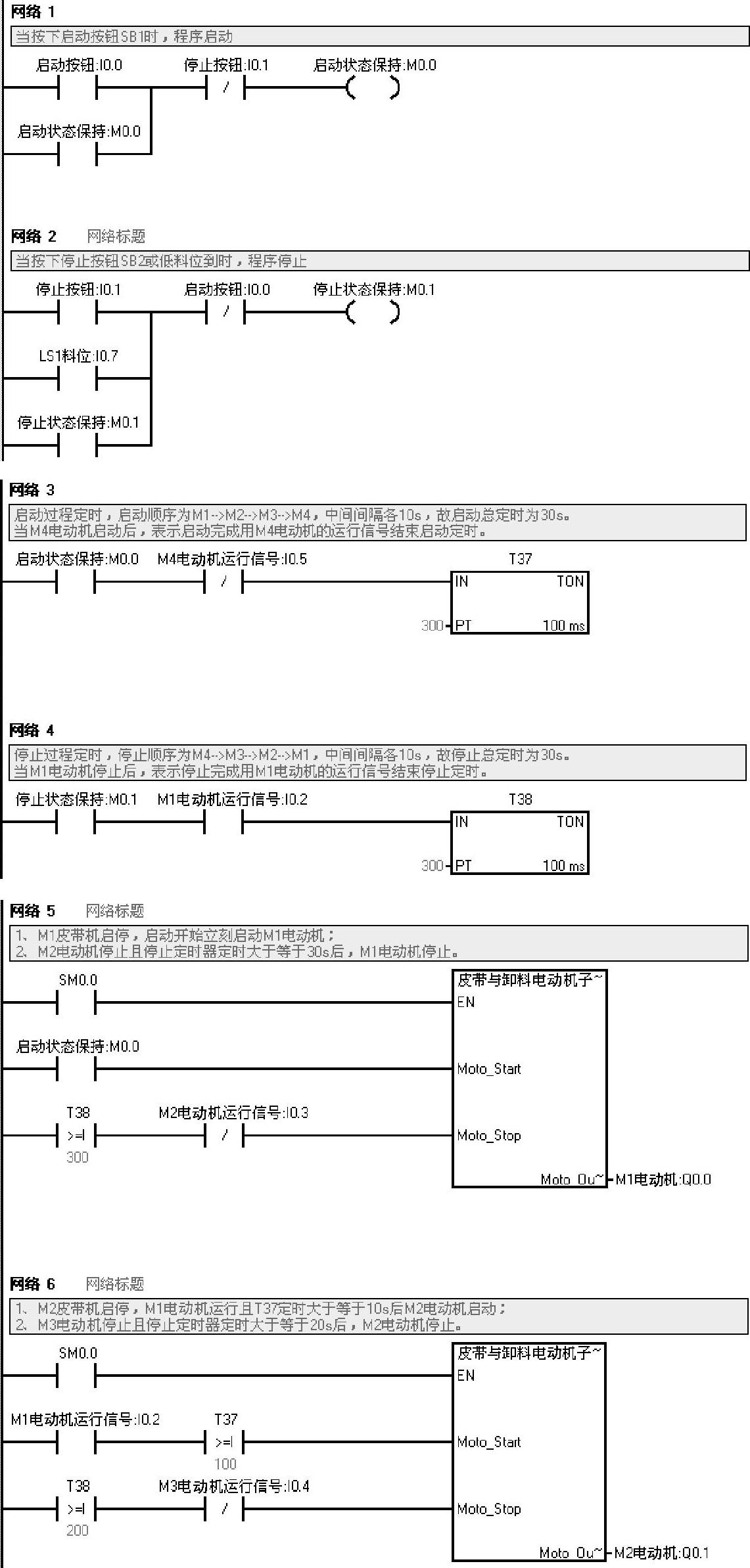
图3-52 主程序程序
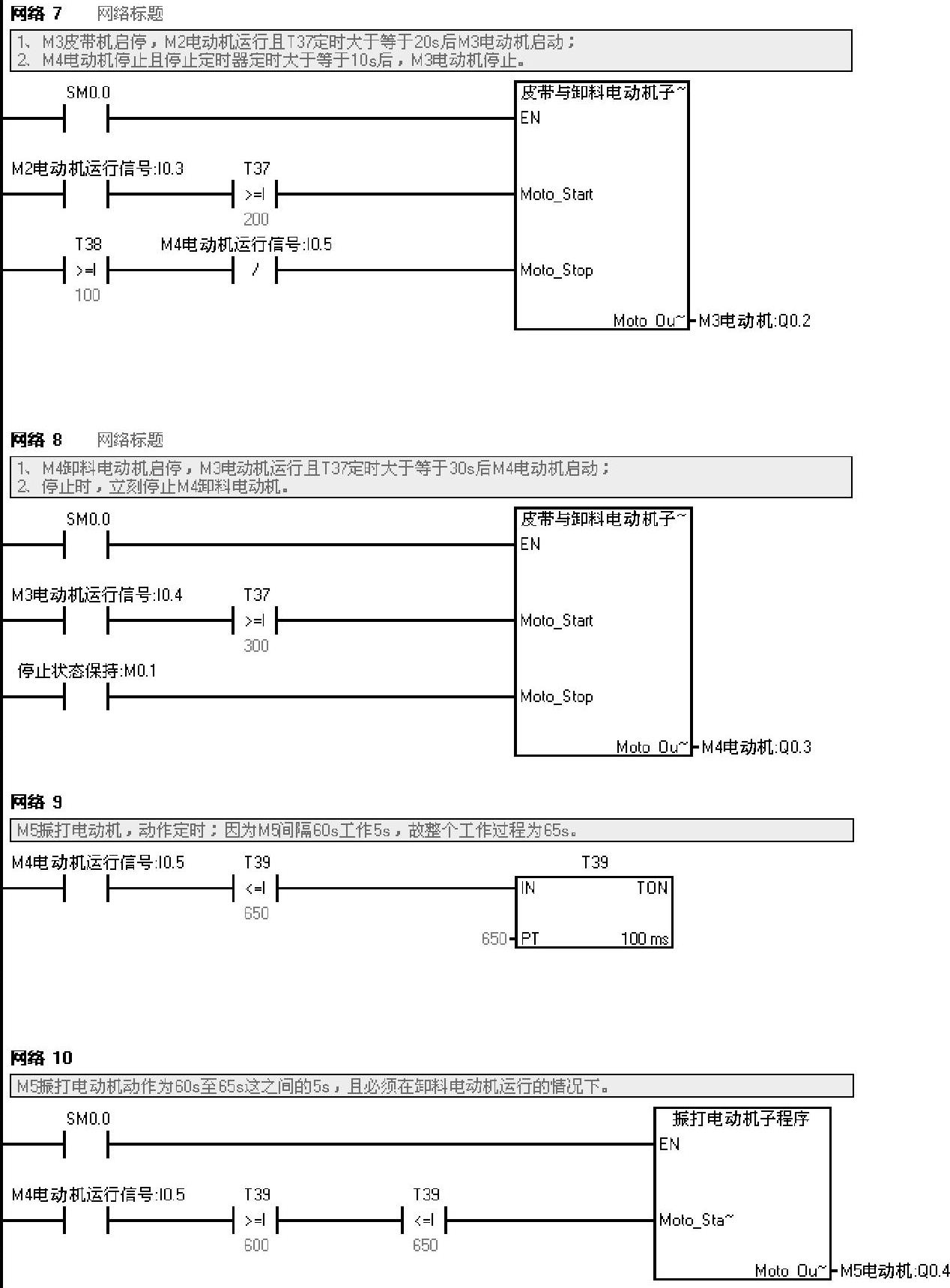
图3-52 主程序程序(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。