



图5-161为磨齿机上一个渐开线仿形板,具体加工方法如下:
1.交换齿轮计算
2.铣刀位置
X=R刀+R0Q/57.3°=6mm+(25mm×225°/57.3°)
X=104.16mm
Y=R0=25mm
铣削时,铣刀从曲线最高点B以外点进行铣削,分多次进刀铣削;进退刀方法同铣削阿基米德曲线的方法一样。曲线面最高点尺寸可用游标卡尺测量:98.16mm+30mm=128.16mm。
2.凸轮铣具铣削法
使用“凸轮铣具”(图5-162)也可以铣渐开线形面,根据渐开线的形成原理和性质得知:基圆的转动与发生线X0—X0的关系可以得到: 。当齿轮与齿条相啮合时,z1转一圈的展开长度为πmz1,凸轮曲线相应做直线运动走过的长度为2πR0,由此可以写出下式
。当齿轮与齿条相啮合时,z1转一圈的展开长度为πmz1,凸轮曲线相应做直线运动走过的长度为2πR0,由此可以写出下式
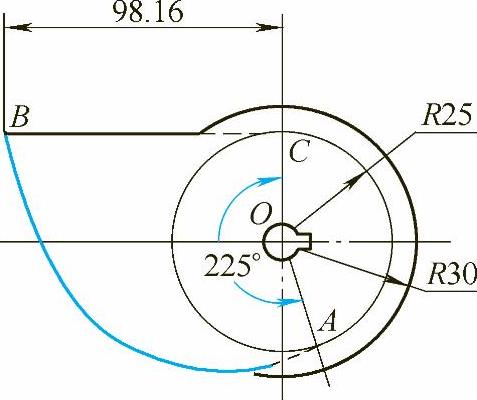
图5-161 渐开线仿形板
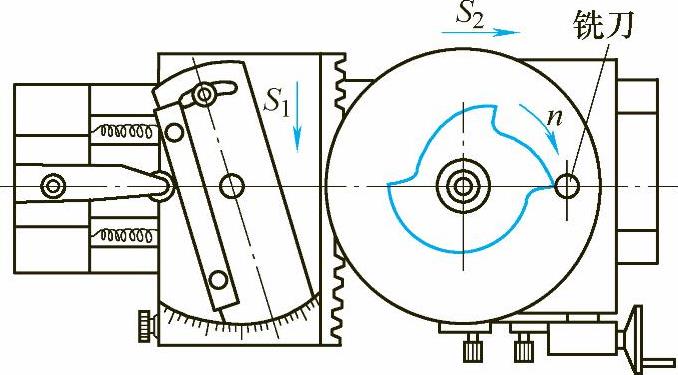
图5-162 凸轮铣具
β=arctan2πR0/πmz=arctan2R0/mz
按上例渐开线凸轮板数据(R0=25mm)代入,得到靠模板倾斜角
传动比为1∶1时:
β1=arctan2R0/mz1=arctan(2×25mm/2mm×40)=32°
传动比为2∶1时:
 (https://www.xing528.com)
(https://www.xing528.com)
3.卧式铣床交换齿轮铣削法
对于长轴类工件上的渐开线曲线型面,在立式铣床上无法加工,可以采用卧式铣床交换齿轮法加工。将分度头安装在一个安装板上,转90°使分度头中心与铣床主轴中心平行,工件装夹在分度头中,交换齿轮轴通过锥齿轮传动,再通过交换齿轮d/c、b/e、e/a传动,使纵向工作台中的丝杠转动,如图5-163所示。
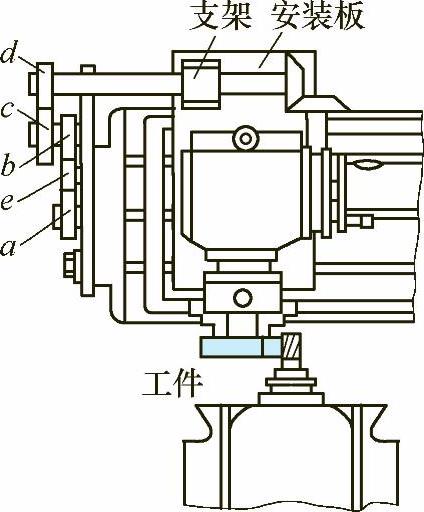
图5-163 卧式铣床交换齿轮法
交换齿轮传动比

为了保证凸轮按顺时针方向转动,工作台向左移动,在交换齿轮a/b中加惰轮e。
4.卧式铣床齿条齿轮展成法
对于轴类零件上的渐开线凸轮,如图5-164所示为汽车制动凸轮,需要在卧式铣床上采用齿条齿轮展成法加工(图5-165)。
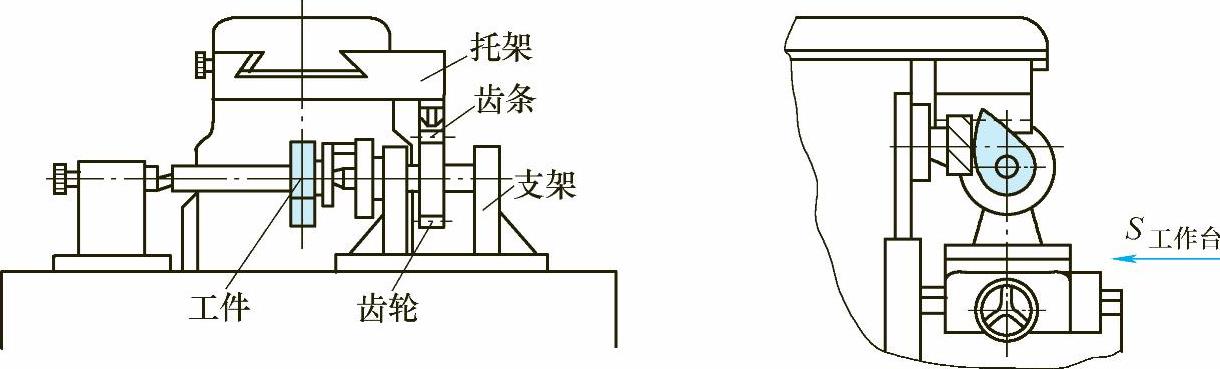
图5-164 齿轮齿条展成法
(1)工装 在铣床悬梁托架上安装齿条,在支架上安装齿轮与齿条相啮合,工件用齿轮轴上的顶尖支撑,当横向工作台自动进给时,齿轮转动工件转动时,轮轴上的拨盘带动工件转动,这样工件一边自转,一边做直线移动产生滚切运动。
(2)加工原理 设齿轮的节圆等于被加工渐开线的基圆直径,因此把齿轮与齿条的啮合传动关系,看成是齿轮的节圆在齿条的节线上做无滑动的纯滚动,这样便产生渐开线运动轨迹。为了铣切出正确的渐开线型面,铣刀中心必须与渐开线的基圆相切,如图5-166所示。改变齿轮的节圆直径,可加工出不同基圆的渐开线曲线型面。
采用此种装置加工渐开线凸轮轴,由于只有一对齿轮与齿条传动,只要齿轮、齿条的制造精度高,就可以加工出精度较高的渐开线型面来。如果在铣床主轴中装上碗形砂轮,就可以磨削出高精度、高硬度的渐开线型面。此种方法结构简单,操作方便,适合加工多品种、小批量和大批量生产。
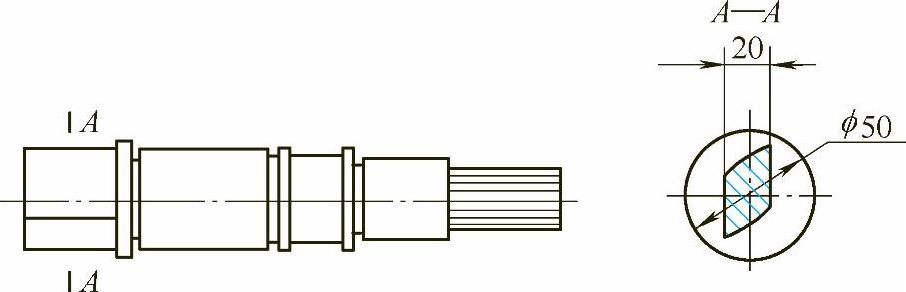
图5-165 汽车刹车制动凸轮
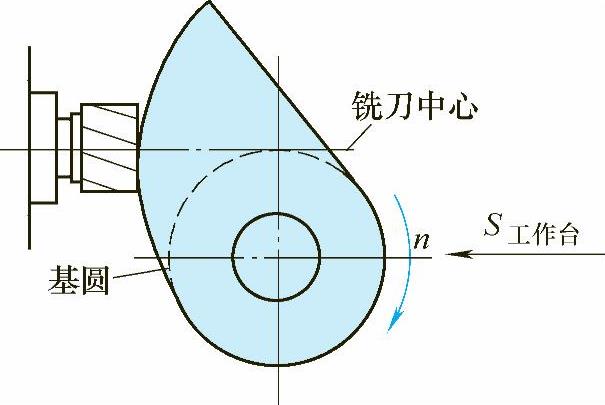
图5-166 铣刀位置
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。