



【摘要】:锅炉省煤器内孔是椭圆形,长半轴为60mm,短半轴为45mm。工作台右端的轴承孔套在回转台中心的轴承座上,然后用螺钉固定在回转台上,转动回转台,工作台右端可以转动,而左端在往复台上左右滑动。
锅炉省煤器内孔是椭圆形,长半轴为60mm,短半轴为45mm。采用专用的工装,在立式铣床上,可以加工出椭圆形孔,在实际使用中效果良好。
1.工装设计 在图5-156中工作台两端设有轴承孔A、B,两孔中心的距离和工作台本身的尺寸大小,根据工件尺寸及椭圆长短轴的需要来设计,本工装设AB=1000mm。工作台右端的轴承孔套在回转台中心的轴承座上,然后用螺钉固定在回转台上,转动回转台,工作台右端(A)可以转动,而左端(B)在往复台上左右滑动。
2.刀具位置的确定 根据椭圆长短半轴尺寸及工作台两端轴孔距离L,计算出回转台中心到椭圆中心坐标的距离S,减去2倍长半轴2a,所得值即为刀具中心E到回转台转动时起始点A的距离,如图5-157所示。此时A、B、O1、E各点应在同一条直线上。
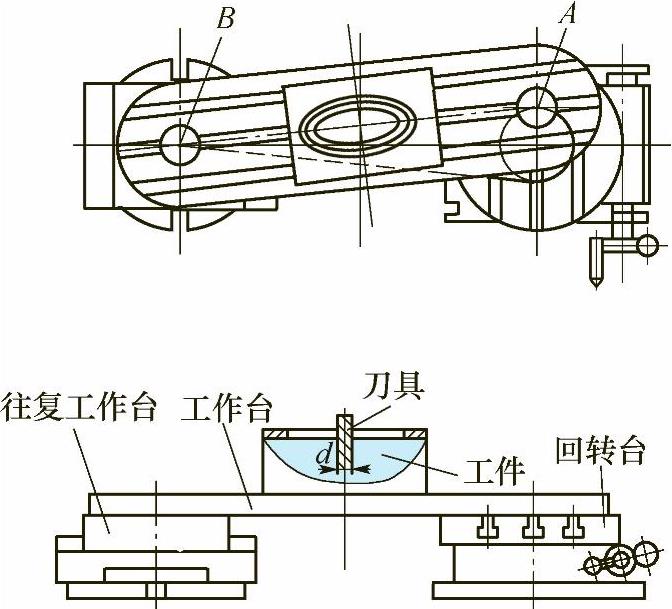
图5-156 加工装置
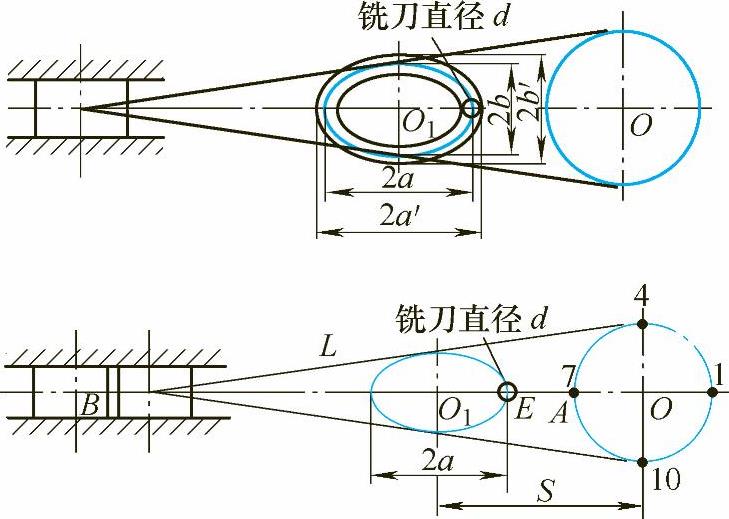
图5-157 工作原理图
3.操作方法 先调整两轴承孔中心连线与铣床纵向工作台平行,移动工作台将铣刀中心调到轴承A的中心孔上,AE=S-2a(图5-157)。然后工件十字线与工作台十字线相重合固定后,转动回转台即可进行加工。(https://www.xing528.com)
4.椭圆长短轴的修正 实际要加工的椭圆长短轴与理论长短轴尺寸不一样,需要提前修正,根据铣刀直径来确定,如图5-156所示。
加工椭圆孔时
a=a′-d/2,b=b′-d/2
加工椭圆轴时
a=a′+d/2,b=b′+d/2
在此例中,实际椭圆长半轴为60mm,短半轴为45mm,铣刀直径为20mm,理论长半轴为50mm,短半轴为35mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。