



1.粗铣
铣椭圆球台柱面方法同加工椭圆孔的原理是一样的。粗铣使用平底立铣刀,刀位点在刀具底部的中心,刀心始终为椭圆轮廓线偏移一个铣刀半径,采用小直线段逐点逼近法包络成椭圆形线。从椭圆台顶部向下移动N个刀位,铣出N层椭圆薄片,然后层层叠加成椭圆台(图5-148)。
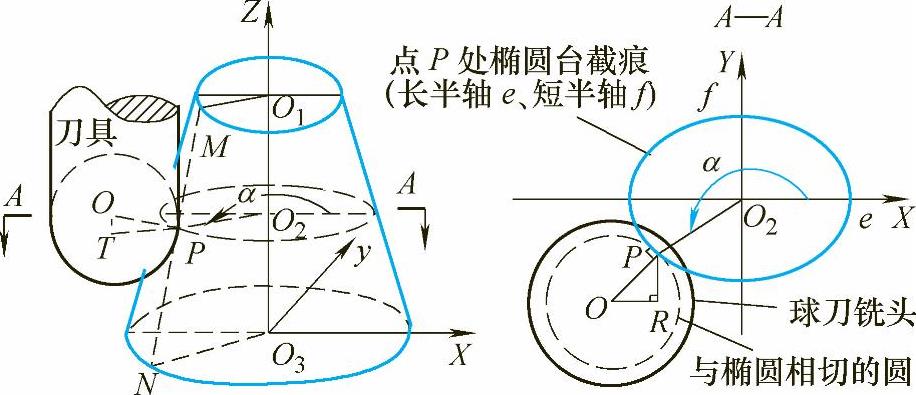
图5-148 球头铣刀铣椭圆球台侧面分析图
粗铣用平底立铣刀铣出来的椭圆表面是细小的台阶形,加工表面粗糙度大,但加工效率高。
2.刀心的椭圆轨迹方程
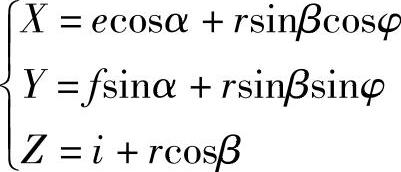
其中 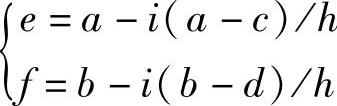

φ=arctan[esinα/(fcosα)]
式中 a——椭圆顶部长半轴(mm);
b——短半轴(mm);
e——底部长半轴(mm);
f——短半轴(mm)。
α——椭圆台转角变量(°);
i——高度变量(mm)。
根据椭圆轨迹方程即可加工出椭圆,采用层层叠加法,即可铣成锥形椭圆柱。(https://www.xing528.com)
3.精铣
(1)不等高铣削 半精铣和精铣使用球头铣刀,铣削时球头铣刀的圆弧面始终与椭圆台面相切,采用刀心o的运动轨迹方程公式进行编程即可进行半精铣和精铣。
同铣锥形椭圆孔原理一样,精铣时球头铣刀在铣同一层面时,球头铣刀中心也是不等高的,否则也会产生过切,如图5-149所示。
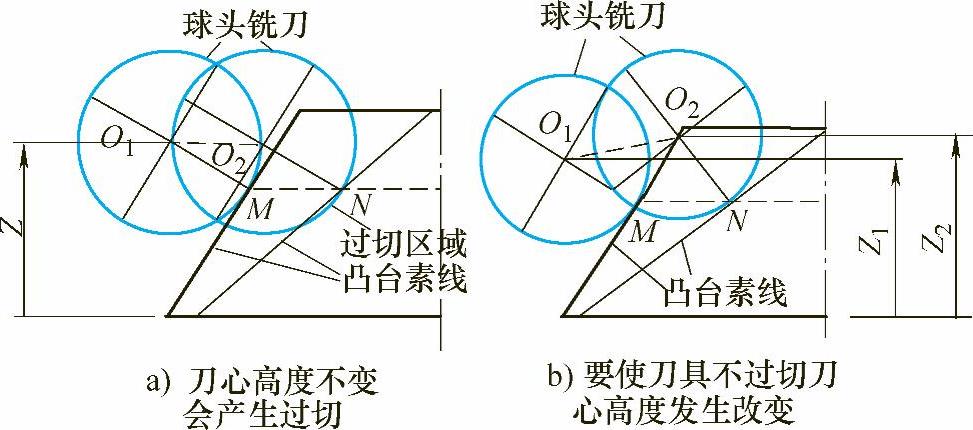
图5-149 不等高铣削
(2)下刀步距K实的确定 下刀步距(图5-150)应根据椭圆面的允许的残留高度Δ1来确定。可按下式计算

(3)角步距γ的确定 椭圆曲线是用直线逐点逼近法而复制的,每一小直线段对应的椭圆心角γ定义为角步距。角步距应选取逼近误差最大处,如图5-151中的QT,QT可以近似代替逼近误差Δ2,Δ2≈QT,而Δ2通常按椭圆曲线的轮廓度误差允许值来确定。
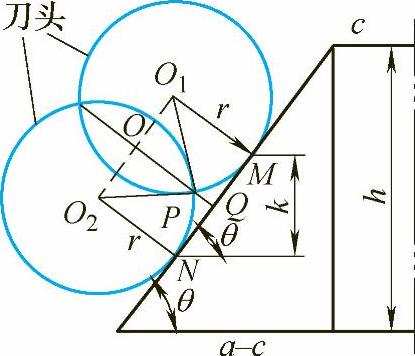
图5-150 下刀步距分析图
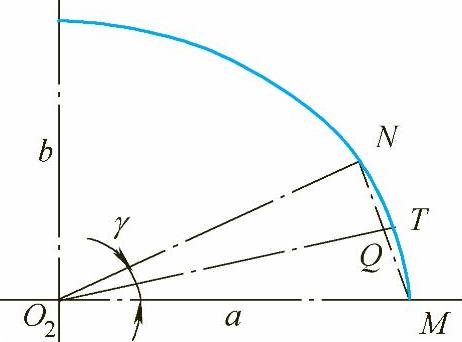
图5-151 角步距分析图

角步距γ的选择可以通过试算法,先选一个γ值,代入Δ2公式,看计算结果是否小于轮廓度允许误差值,如不能满足要求,重新选取γ值,直到满足要求为止。
椭圆曲线轮廓实际误差Δ2由椭圆的长半轴a和短半轴b及角步距γ确定。对于一个固定的某一层的椭圆曲线,其轮廓误差大小由角步距γ确定。即角步距越小(相当于进给量越小),直线越逼近椭圆曲线,则铣出来的椭圆表面越光滑,表面粗糙度值越低。而整体椭圆柱的表面形状误差,则是由角步距和下刀步距确定的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。