



聚光腔长轴2a=80mm,短轴2b=56mm,腔体长450mm(图5-137),材料:青铜QSn6-6-3。
1.加工计算
主轴倾角
粗铣:粗铣三面刃铣刀最大直径D′=2a-BsinQ=2×40mm-6mm×sin44°25′=75.8mm。选择硬质合金三面刃铣刀D=70mm×6齿。
精铣:铣刀直径D=2a=80mm,精铣采用三角形刀尖(两齿)的硬质合金YG8刀头。
2.加工方法
1)聚光腔上下两部分分开排成一列,再平磨机上磨上下面,使高度尺寸60mm等高。
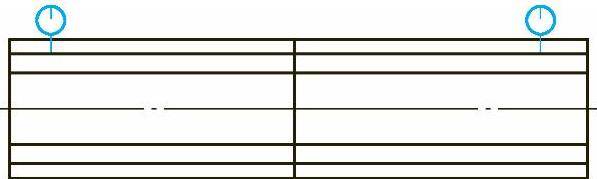
2)聚光腔装夹在立式铣床工作台上(图5-138),用指示表找正125mm的侧面,上下腔组合在一起加工。
3)铣床主轴转角Q=44°25′37″(顺时针)。
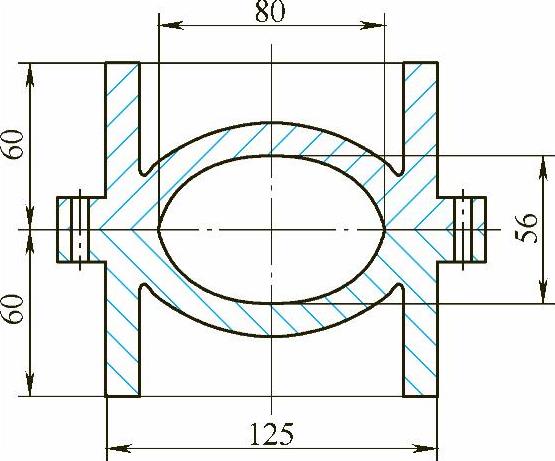
图5-137 聚光腔零件图
 (https://www.xing528.com)
(https://www.xing528.com)
图5-138 聚光腔的装夹
4)用D′=70mm×6齿的硬质合金三面刃铣刀,粗铣椭圆型面,切削速度vc=150m/min,铣刀转速n1=650r/min,每次进给背吃刀量ap=5mm左右,深度留0.5~1.0mm余量。
5)用D=(80±0.01)mm,三角形刀头的硬质合金刀盘(刀尖圆弧半径R0.5~1),精铣椭圆型面。切削速度vc=200m/min,铣刀转速n2≈900~1000r/min,最后一刀精铣深度ap≤0.01~0.02mm,进给速度vf=100mm/min。
3.安装
1)将上下型腔安装成一体,应尽量减少椭圆的对称性误差。为此,做一个“校对杆”如图5-139所示。“校对杆”的长度等于的长轴2a=800-0.01mm,两端的球直径等于椭圆长轴端点的曲率半径。
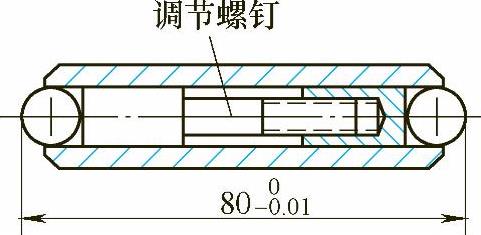
图5-139 校对杆
ρA=b2/a=(28mm)2/40mm=19.6mm,
可车两个球面为SR19.60-0.10mm的半球面的校对“球头”,装到管的两端,中间用一个调节螺钉将“校对杆”的长度调到800-0.01mm。
2)将上下聚光腔相对组装成一体,用两个校对杆放到聚光腔长度方向两端椭圆长轴端,这样可以将椭圆球体上下腔两端对齐,用聚光腔两侧8个M8螺栓将上下型腔压紧,调好后配作4×ϕ8mm(1∶50)锥销定位,即成为整体的聚光腔零件(图5-137)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。