



1.加工原理
设三面刃铣刀直径为D,倾斜一个Q角,开动铣床使铣刀旋转,工作台上升则可以把在铣床工作台面上的平板中铣出一个椭圆孔来,长轴:2a=D,短轴:2b=Dcosα。
2.加工方法
(1)荒铣椭圆孔 在工件上按椭圆长轴和短轴画一个近似椭圆,确定椭圆的外形和位置。用立铣刀钻铣荒孔,按划线留3~4mm的余量(图5-134)。
使用三面刃铣刀粗铣椭圆孔,由于三面刃铣刀有一定厚度B,起切削作用的不是铣刀直径D(E—E),而是K—K,这样铣出来的椭圆短轴为2b′>2b,长轴也有所加长。因此采用三面刃铣刀粗铣椭圆时,铣刀直径D≠2a,由于铣刀厚度B对短轴的影响大,所以计算出铣刀直径对椭圆短轴产生多大影响,再对铣刀实际使用直径进行修正。
2b′=DcosQ+2KEsinQ=DcosQ+BsinQ
2b=DcosQ
在短轴处产生的尺寸误差
Δb=2b′-2b=BsinQ
由此可见,由于三面刃铣刀存在厚度B,这样使铣出来的椭圆曲线的短轴加大了Δb=BsinQ,为此在计算铣刀直径时要减去BsinQ,才能使加工出来的椭圆曲线短轴和长轴精确。
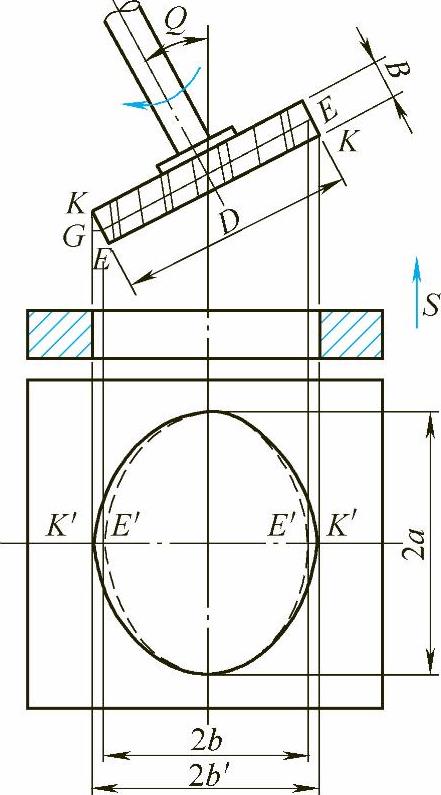
图5-134 粗铣铣刀直径计算图
粗铣椭圆孔铣刀实际直径
D实=2a-BsinQ
设:椭圆长半轴a=100mm,短半轴b=30mm,理论铣刀直径D=2a=200mm,铣刀厚度B=12mm

D实=2a-BsinQ=2×100mm-3.6mm=196.4mm
Δb=BsinQ=12mm×sin17°27′=3.6mm
选择三面刃铣刀实际使用直径D实=190mm,这样粗铣后,在椭圆长轴和短轴方向都有加工余量。
(2)粗铣和精铣椭圆型腔
1)粗精铣时,使用在刀盘上装两个硬质合金刀头(铣淬硬钢用陶瓷刀头)刀尖圆弧半径R1,提高曲面的表面质量。
2)刀具分三个刀盘三种尺寸:粗铣刀D1=198mm(可调),半精铣刀D2=199.9mm,精铣刀D3=199.95mm。
刀具直径对刀方法:车一个圆孔ϕ196mm圆板,装夹在卡盘中压在工作台上,铣刀盘中装一个刀头将板孔铣成D1=ϕ198mm孔(粗铣刀),铣成D2=199.9mm(半精铣刀)铣成D3=199.95mm(精铣刀,留0.05mm精调刀时用)。
3)精铣后加工出来椭圆孔的长轴、短轴尺寸和椭圆曲线形状,调整刀具直径或主轴倾斜角Q(图5-135)。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-135 校对刀直径
3.加工范围
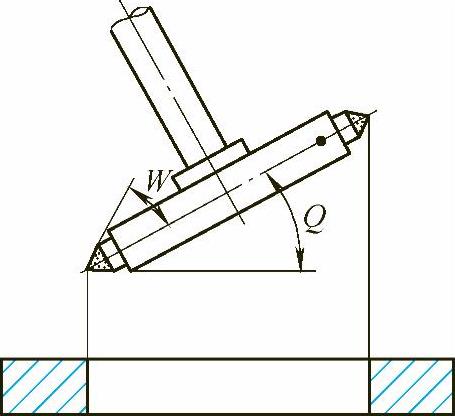
采用三面刃铣刀或刀盘装刀头铣椭圆型腔时,由于采用上、下进刀加工,铣刀直径、刀杆直径和铣刀倾斜角受到椭圆型腔短轴长度的约束。从而使型腔加工深度受到限制。从图5-136a可见:当铣刀倾斜后,从铣刀A点作水平线与刀杆一侧素线相交于F点,当2b′>AF时方可进行加工,而且其值大得越多,可加工深度越大。当2b′<AF时(图5-136b),工件的上平面碰到刀杆C′点,铣刀上的A点刚铣到上平面并未铣出工件,所以只能加工出半面椭圆孔。
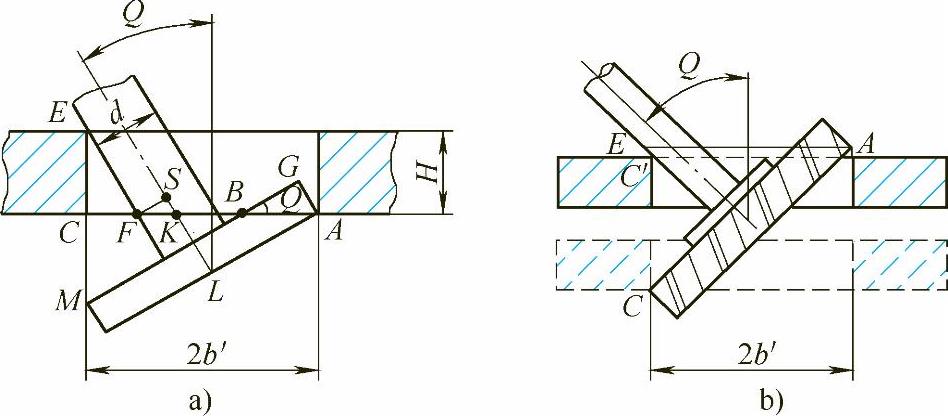
图5-136 加工范围计算图
能否加工出完整孔或加工椭圆孔的深浅,主要取决于被加工椭圆长、短轴之比b/a,b/a的比值决定主轴倾斜角Q大小,b/a比值越大,则Q角越小,可加工的深度越深;反之,b/a的比值越小,则Q角越大,可加工的椭圆孔深越浅。因此应在加工前进行核算。
从图5-135a中可知
2b′>AF,2b′>FK+KA
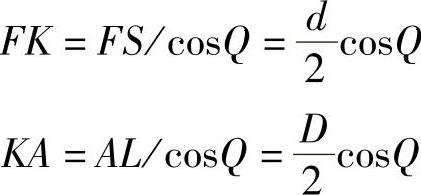
2b′=Dcosα+Bsinα
由此可得到可加工性
粗铣
精铣
加工深度范围
H=EM-CM
CM=BMsinQ
BM=MG-BG=MG-(AGtanQ)
MG=D(铣刀直径),AG=B(铣刀厚度)
BG=BtanQ
BM=(D-BtanQ)sinQ
CM=(D-BtanQ)sinQ
故 
从上述分析可见,采用倾斜铣削法加工椭圆型腔,铣削型腔的深度主要受铣刀倾斜角的影响,倾斜角越大,铣削型腔的深度越浅,如果设计上允许,可以把椭圆型腔从中分面上分开,分成为两个半面椭圆型面加工,这样加工长度即可以不限制。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。