



有一些端面凸轮导程很小,采用常规选取交换齿轮的方法,使得交换齿轮的传动比很大,这样造成主动轮与从动轮的齿数相差悬殊,致使双列交换齿轮的主动轮与从动轮无法实现啮合。
例5-4 一个凸轮的导程L=16mm则交换齿轮:

这样a+b(75+25)≤c(125),由此可见a与b、c与d无法啮合,所以采用常规方法交换齿轮方法行不通。
加工小导程凸轮时,使传动比太大的主要原因是在交换齿轮传动比中,分度头内的蜗轮齿数K=40起主要作用。此问题有两个解决方法。
1.分度头直接交换齿轮加工法
(1)交换齿轮安装安装方法 常规交换齿轮是在分度头与工作台丝杠之间安装交换轮,这样必须经过分度头中的蜗杆副,为了避开分度头内的蜗杆副传动,改在分度头主轴孔中插一个带Morse No.4的交换齿轮轴,与工作台丝杠之间安装交换齿轮,如图5-126所示,这样就避开了分度头内的蜗杆副,即去掉了K=40。

图5-126 分度头直接交换齿轮
(2)交换齿轮的计算 交换齿轮的传动关系可写成
例5-5 对于L=4mm的导程,则交换齿轮为 ,故
,故
a+b(30+30)>c(45),c+d(45+30)>b(30),两组交换齿轮完全符合啮合条件。
(3)加工操作方法 采用分度头直接交换齿轮法加工短导程时,可采用手动加工法和机动加工法。手动加工时,将分度手柄从分度盘孔中拔出,转动分度手柄使蜗杆带动蜗轮转动,分度头中的工件(凸轮)转动,另一方面,分度头主轴孔中的交换齿轮轴上的齿轮d转动,带动c、b、a齿轮转动,使工作台丝杠转动,这样工作台实现了移动,从而产生螺旋运动。
采用自动进给加工时,先将分度头背面的锁紧盘松开,使分度头中的蜗杆与蜗轮脱开,使蜗杆不转动。当工作台丝杠转动时工作台移动,同时通过交换齿轮a、b、c、d的传动带动蜗轮转动,使分度头中的工件(凸)产生转动,从而实现了螺旋运动。
采用分度头直接交换齿轮法加工凸轮时,当第一刀加工后需进刀进行第二次加工时,需将交换齿轮中的一个齿轮卸掉,使交换齿轮脱开,然后转动分度手柄,达到进刀的目的。再将卸掉的齿轮装上使之与交换齿轮相啮合,再进行第二次加工。(https://www.xing528.com)
如果凸轮上有两个以上的等分螺旋槽,在选择交换齿轮时,要使交换齿轮的齿数是螺旋槽头数的整数倍,否则将无法进行分度。采用分度头直接交换齿轮法加工凸轮,由于进刀方法比较麻烦,分度受到交换齿轮齿数的约束,因此,一般情况只用来加工小导程的单槽圆柱凸轮。
2.双分度头交换齿轮法
(1)交换齿轮安装方法 采用两个分度头,一反一正安装,甲分度头装夹工件,乙分度头装夹一个交换齿轮轴,与工作台丝杠之间安装传动交换齿轮a、b、c、d,在两个分度头之间用A∶B=1的齿轮连接,如图5-127所示。

图5-127 双分度头交换齿轮安装图
(2)传动比计算 当凸轮转一圈时,丝杠转过 圈,它们的传动关系可写成
圈,它们的传动关系可写成

其中,
k1=1,k2=40,k3=1,k4=40,P=6mm

得到 
(3)加工操作方法 如图5-127,5-128所示,由于乙分度头是反装的,不能采用机械自动进给,因为乙分度头中的蜗轮转动时,不可能带动蜗杆转动。因此采用双分度头传动铣凸轮时,只能采用手动操作。加工时,将甲分度头上的分度盘的紧固手轮松开,顺时针转动分度手柄(连同分度盘一起),经过z5、z6、z7、z8、k3、k4使工件转动,这样工件(凸轮)逆时针转动。同时,由于甲分度头分度手柄的转动,通过B、A、z1、z2、k1、k2、d、c、b、a的传动,使丝杠转动,这样工作台实现了直线移动(向左),加工出来的是右旋螺旋面凸轮。加惰轮,工作台向右移动,加工出来的是左旋螺旋面凸轮。
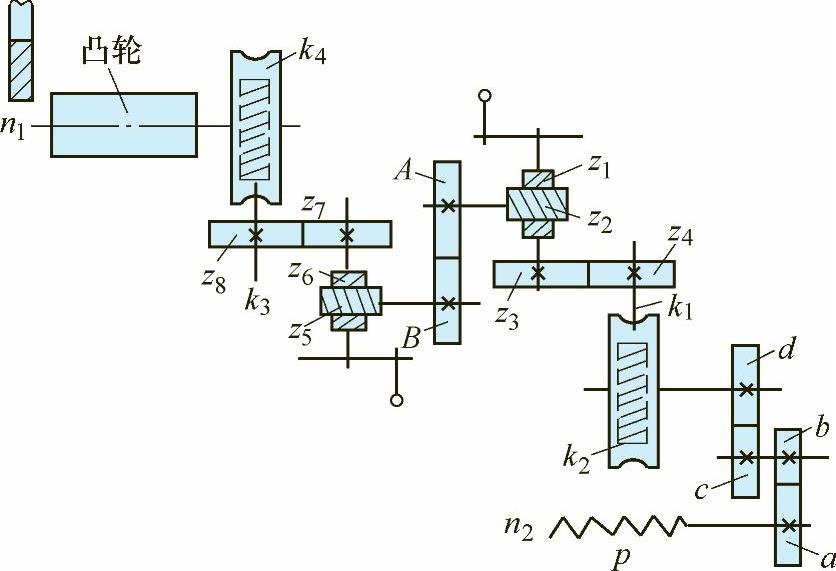
图5-128 双分度传动系统图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。