



图5-108为自动车床上的一个进给凸轮,以中心孔ϕ38mm定心,装到圆工作台上,用ϕ100mm×5mm的圆垫板垫在凸轮下面,再用两个压板压紧。
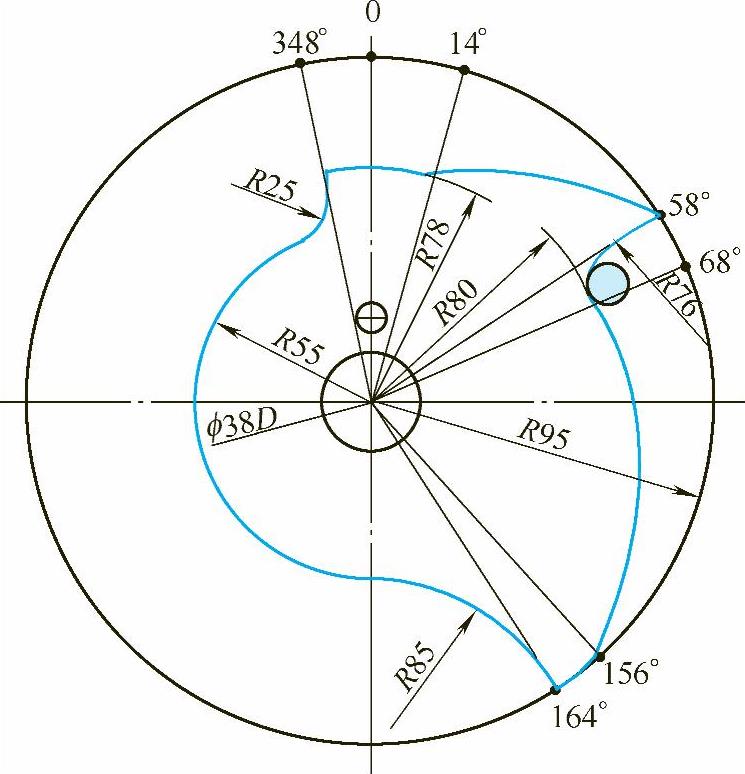
图5-108 自动进刀控制凸轮
1.铣圆弧部分
将靠模板3扳成0°,摇手柄7铣R55mm、R78mm、R95mm。
2.铣曲线部分
(1)计算靠模板倾斜角 变速手柄8在1∶1位置曲线14°—58°部分:
L1=360°×H1/Q1=360°×(95-80)mm/(58°-14°)=122.72mm
α1=arctan(L/80π)=arctan122.72/80×3.14=26°2′
曲线68°—156°部分:(https://www.xing528.com)
L2=360°×H2/Q2=360°×(95-80)mm/(156°-68°)=61.36mm
α2=arctan(L/80π)=arctan61.36/80×3.14=13°43′
(2)铣曲线
将铣刀中心对准在凸轮中心线上,先铣曲线68°—156°部分,传动比选择在1∶1位置,进、退刀利用铣床工作台手柄。铣削时先从高点向低点方向铣,铣到低点处摇分度手柄7,进行退刀回到最高点后再用纵向工作台手柄进刀进行第二次切削。当铣完曲线68°—156°部分后,铣曲线14°—58°部分,由于L2=L1/2,因此,将变速手柄从A扳到B处,传动比变成1∶2,靠模板角度不变,便可铣削曲线14°—58°部分。
使用凸轮铣具加工阿基米德平板凸轮有以下几个优点:
1)利用靠模板的倾斜角度即可以加工出不同的曲线导程,不使用交换齿轮,使安装、调整变得十分简便快捷。
2)对一个凸轮上有多种导程的曲线,只要变换靠模板的倾斜角,就可以加工出不同导程的凸轮曲线。
3)非常适合加工特小导程(L<1mm)的凸轮曲线,如加工导程L=1mm时,只要将靠模板的倾斜角扳成13′41″即可。而如此小的导程利用分度头加工几乎不可能。
4)对于导程带有小数的凸轮,选配出交换齿轮是件十分麻烦的事,同时常常需要现场加工交换齿轮中的齿轮。而采用凸轮铣具加工,只要调整靠模板的倾斜角即可快速完成。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。