



1.铣球体产生误差的原因分析
高速铣削球体造成球体产生圆度误差有许多因素:铣刀旋转中心与球体的旋转中心不重合产生的偏差、铣床主轴径向圆跳动误差,使刀具旋转的轨迹成为椭圆、分度头转动(带动工件)产生的径向圆跳动、工件安装产生的误差等。这些误差若重叠在一起,会产生最大误差。这些误差中铣床主轴径向圆跳动误差、分度头的径向圆跳动、工件安装产生的误差等,对球体的圆度误差影响较小,可以采用精度较高的铣床、分度头等措施来减小误差。对球体圆度误差影响最大的是铣刀中心对球体旋转中心产生的偏差δ。
从图5-76中位置可以看出,铣刀中心向左偏移δ,这样刀尖切削点从A1移到A2,相当于铣刀的切削直径小了,加工出来的球体直径也缩小了,球体直径减小量在X—X方向最大为A1A2,球的半径为R1,在Y—Y方向减小量最小为B1B2,球体半径为R2。球体的右侧被多切除阴影部分,当球继续转180°,则左侧也被切去A1A2,因此铣出来的球体成为椭圆球体。因此当铣刀中心与工件球中心产生偏移时,会将球体铣成椭圆球体。
2.误差计算
最大半径误差ΔR1
在△O0OA2中:(图5-76)
式中 R——加工球体半径(mm);
r——铣刀半径(mm);
δ——偏心误差(mm);h=(R21-r2)1/2。
最小半径误差ΔR2
在△OO′B2中:

在△O0B2′B2中:

 (https://www.xing528.com)
(https://www.xing528.com)
图5-76 误差计算图
加工实例:
加工一球台(图5-77),直径D=50mm,球台宽度b=30mm,使用铣刀直径d=30mm。
h=(R2-r2)1/2=(252-152)1/2mm=20mm
最大半径误差ΔR1

最小半径误差ΔR2
ΔR2=(r2-δ2+h2)1/2-R=(152-0.032+202)1/2mm-25mm
ΔR2=-0.0000018mm
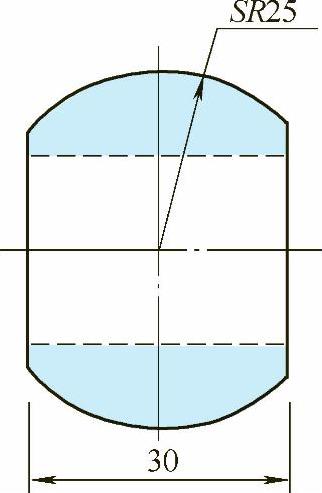
图5-77 球台
由具体数据可以证明:由于铣刀中心与被加工球的旋转中心存在偏差,最大误差在球台中部,而球台两侧的误差最小,加工出来的球体是椭圆球体。
加工时的注意事项:
1)当铣刀旋转轴线与工件旋转轴线调整好后,应将铣床纵向和横向工作台锁紧。
2)铣外球面时,采用升降工作台垂直进刀,进刀后立即锁紧垂直工作台,防止在铣削过程中产生振动,影响球体表面粗糙度和尺寸精度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。