



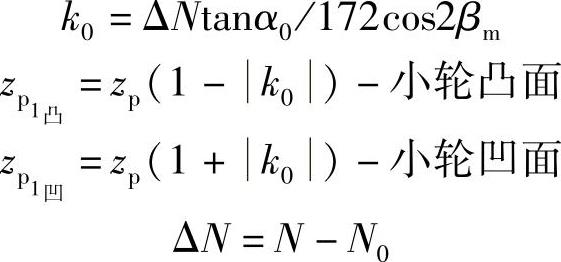
【摘要】:通常采用对小轮的凸、凹面压力角进行修正,达到与大轮的凹凸面的齿形相匹配,使大小轮啮合接触良好。因此应减小切小齿轮凸面时的交换齿轮传动比,故,k取(-)号,使假想冠轮对小齿轮的展成速度减慢;而在切小轮凹面时,则与之相反,k取(+)号,。由此可得精切小轮凸面交换齿轮精切小轮凹面交换齿轮
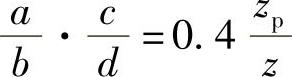
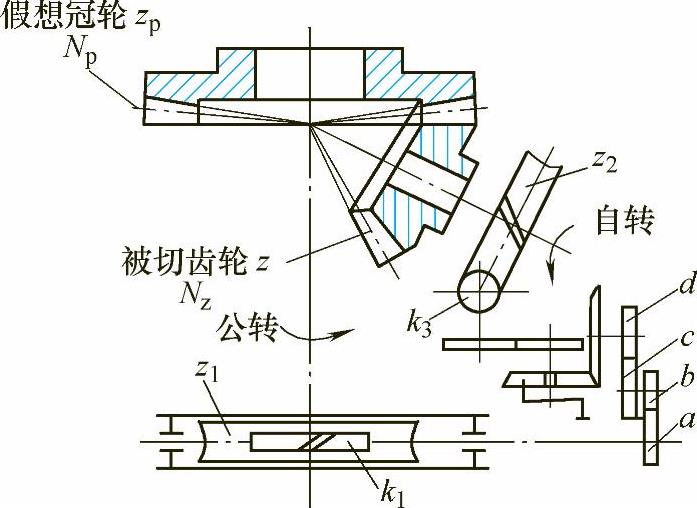
根据被切齿轮与假想冠轮共轭的原理,转速与齿数的关系按图5-59可得出下式
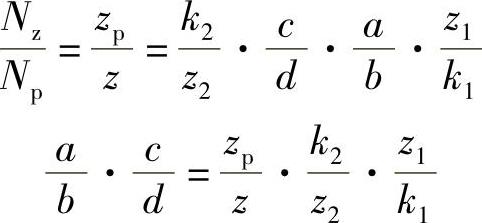
式中 Np——假想冠轮的转数;
zp——假想冠轮的齿数;
k1——回转圆盘蜗杆头数,k1=1;
z1——回转圆盘蜗轮齿数,z1=100;
k2——分度头蜗杆头数k2=1;
z2——分度头蜗轮齿数,z2=40。
由于采用单刀号(固定刀号N=7½)单面切削法会存在压力角误差,所以要对其中一个齿轮的压力角进行修正。通常采用对小轮的凸、凹面压力角进行修正,达到与大轮的凹凸面的齿形相匹配,使大小轮啮合接触良好。这里引用一个修正系数K0,对假想冠轮的齿数进行修正,以此来改变切小齿轮时的交换齿轮传动比,用增加或减小传动比的方法来修正小轮的凸凹面压力角,使之与大轮轮齿的凹凸面压力角相匹配,如图5-60所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-59 被切齿轮与假想冠轮共轭原理图
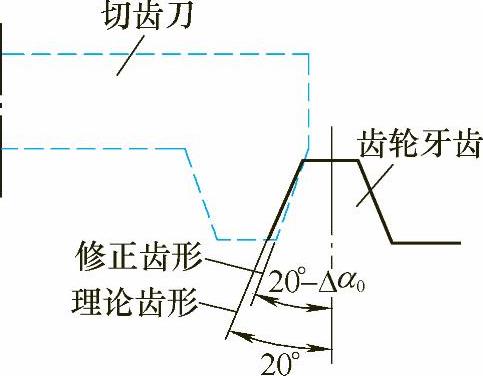
图5-60 对小齿轮压力角修正
式中 N——实际刀号, ;
;
N0——理论计算刀号;
当N>N0时,说明刀齿压力角修正值比理论值大,加工出来的大轮凹面压力角减小了∆α0,这样在加工小齿轮时,使压力角凸面减小∆α0才能与之相匹配。因此应减小切小齿轮凸面时的交换齿轮传动比,故 ,k取(-)号,使假想冠轮对小齿轮的展成速度减慢;而在切小轮凹面时,则与之相反,k取(+)号,
,k取(-)号,使假想冠轮对小齿轮的展成速度减慢;而在切小轮凹面时,则与之相反,k取(+)号, 。由此可得
。由此可得
精切小轮凸面交换齿轮 
精切小轮凹面交换齿轮 
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。